
ASME 2013NDE中有关相控阵超声成像检测的要点评析 第二部分:计算机成像技术
2015-01-11 07:08李衍
无损检测 2015年9期
李 衍
(无锡市锅炉压力容器学会无损检测专委会,无锡 214026)
能有效表征和评定超声显示是计算机成像(CI)技术的重大贡献,但CI技术也可用于改善探伤扫查的基本功能。计算机处理的数据分析,可与设备自动或半自动扫查机构联用,获取缺陷二维或三维图像,提高承压设备重要部件和结构的检测能力。计算机处理可用于定量评定UT(超声检测)或其他NDE(无损检测)法检出的缺陷类型、大小、形状、位置和方向(即完成缺陷“五定”:定性、定量、定形、定位、定向)。
ASME 2013有关PAUT(相控阵超声检测)的标准主要有五个:①MA-ⅣPA(相控阵)线阵手动光栅法。②MA-ⅤPA交集扫:E扫+线扫法和S扫+线扫法。③NA-P PA 图谱解读。④SE-2 700 焊缝PAUT 法。⑤SE-2 491PA 仪器和系统特性校验。
1 PA线阵手动光栅法
ASME 现行版规定承压设备焊缝UT 应使用全自动或半自动设备进行。但手动UT 仍然是全自动或半自动UT 的基础。即使焊缝全部全自动或半自动UT,也允许个别区域用手动法进行补充检测。MA-Ⅳ规定了最基础的相控阵技术,PA 线阵探头和手动光栅法UT 的技术要求,包括单一法(固定角度)、E扫法(固定角度)和S扫法(变角变向)。
通常,按超声探头移动方式,有光栅法和线扫法;按声束动态变化特征,有E 扫法和S 扫法。实际检测时,往往组合使用[1]。
1.1 光栅法
光栅法借用了光学术语涵义:光栅扫描显示器显示图形时,电子束依照固定的扫描线和规定的扫描顺序进行扫描。UT 中是指PA 探头作类似于光栅行踪的移动方式,典型的光栅法如图1(a)所示。
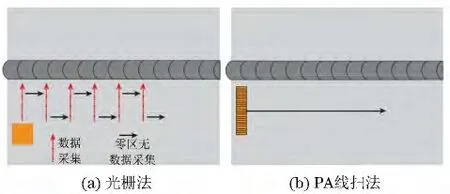
图1 相控阵光栅法和线扫法示意
1.2 线扫法
线扫法即单轴扫查法,只用一个定位编码器(扫查轴或进位轴)来确定数据采集位置。线扫是沿一直线行程行进的一维扫查。必须提供的调整值是:①速度。②沿扫查轴或进位轴的行进距离范围。③数据采集间隔(取决于编码器分辨力)。
线扫常用于焊缝检测、腐蚀测绘等。用电子扫的线扫比常规UT 光栅扫快一个数量级。与典型光栅法等效的PA 线扫法如图1(b)所示。
1.3 E扫法
E扫描又称电子光栅扫法,如图2所示,激励晶片的电子束直线移动,试件和探头均不移动。将单一聚焦法则通过多路传输,逐次递加于多组主动阵元,使压电转换产生角度恒定的超声波束,沿PA 探头长度方向,以给定步进增量进行快速扫查。按设定的聚焦法则,E扫法可用0°纵波扫查,也可用斜角横波扫查。图3即表示以单一定角程控的E 扫,颇似常规单晶探头产生的斜声束。探头无需前后移动,声束即可以单一探头-焊缝距离,扫查焊缝整个横断面[2-3]。

图2 相控阵E扫法原理示意

图3 跨越探头长度的声束定角E扫原理示意
1.4 S扫法
S扫法又称扇形扫法、扇区扫法或方位角扫法,如图4所示。S扫法,可指声束移动,也可指数据显示:①声束移动是指将一组聚焦法则,逐次递加于多组阵元,通过压电转换,使其在被检材料中产生一系列给定角度范围的扇形声束。②数据显示是指由特定阵元组产生的所有A 扫描两维视图,这些A扫描的时间延迟和声束折射角均经校准。扫查体积已校准的S扫图像一般显示扇形图像,图像中缺陷形位可测。

图4 相控阵S扫法示意
2 PAUT规程及其评定
PAUT 规程和规程评定应同时满足一般UT通用量化要求和PAUT 特定量化要求,如表1 所示,其中第3项中的有效高度是指由聚焦法则中使用的第一个和最后一个晶片的外端两者之间测出的距离。第5、6项是指附加的E 扫要求,第7、8项是指附加的S扫要求。
3 PA校验要求
PA 系统校验细则详见SE-2491标准。以下是MA-Ⅳ提到的两项一般要求[4]。
3.1 聚焦法则
聚焦法则定义为PA 操作文件,用于确定激活的探头阵元及其时间延迟法则,由此确定声束聚焦位置。聚焦法则适用于声波的发射和接收。校验与检测用的聚焦法则也应相同。图5即为PA 聚焦原理,图6~8为PA 聚焦法则的三个应用示例(水平聚焦,斜角聚焦和深度聚焦)。

表1 ASME规定的PA手动光栅扫查UT工艺特定量化要求

图5 PAUT 聚焦原理示意
3.2 声束校验
检测用的所有声束均应校验,以提供检测声程中距离和波幅已作校准的量值。此声束校验应包括对楔块声程变化和楔块衰减效应所作出的补偿修正。
4 PA经典扫法
MA-Ⅴ所规定的(E 扫+线扫)法和(S扫+线扫)法,可称之为PA 经典扫法,是PAUT 完成焊接接头体积检测最典型、常用的扫查方式。具体说来,MA-Ⅴ规定了用线阵列PA 探头,通过声束角度固定的PA 电子扫描(即E扫)或声束角度可变的扇形扫查(即S 扫),进行编码线扫查、完成体积检测的方法要求[5]。

图6 相控阵E扫水平聚焦应用示例

图7 相控阵S扫斜角聚焦应用示例
4.1 焊缝PA特征

图8 相控阵深度聚焦原理及应用示例
对焊缝作线扫(也称“行扫”)时,探头以固定的焊缝-探头距离、平行于焊缝轴线作单道扫查。探头在线扫每一位置,相控阵对准焊缝作E 扫或S 扫,即令声束对焊缝整个横断面作定角或变角扫查,借助于沿焊缝长度方向的线扫动作,完成对被检焊缝的全体积检测。图9即为用两种角度的横波(SW)E扫法,即60°横波(一次波)+45°横波(二次波),结合线扫法,完成焊缝体积检测的示例,这里可用一个PA 探头在焊缝两侧分别作E 扫和线扫,也可用两个PA 探头在焊缝两侧同时作E扫和线扫。

图9 用相控线阵以两种角度的E扫法+一维线扫法检测焊缝体积示例
4.2 PA 线扫UT规程及其评定
用相控线阵探头作E 扫和S扫+线扫时,其检测规程和规程评定应同时遵循一般UT 通用量化要求和PAUT 特定量化要求(见表2)。
4.3 PA 扫查布图
用线阵探头,作相控阵E 扫(固定角度)和S扫编码线扫查检测前,ASME 要求必须先给出扫查布图或施探示意图,示出探头的位置、移动方式和声线跟踪路程,以为焊缝检测提供标准化和有重复性的方法。扫查布图中除含有表2所示数据(重要变量11项,次要变量1项)外,还应指明声束角度和相对于焊缝轴线参考点的方向、焊接接头的几何形状尺寸、以及检测区域数[6]。表中第6~8项是附加的E扫要求,第9~11项是附加的S扫要求。
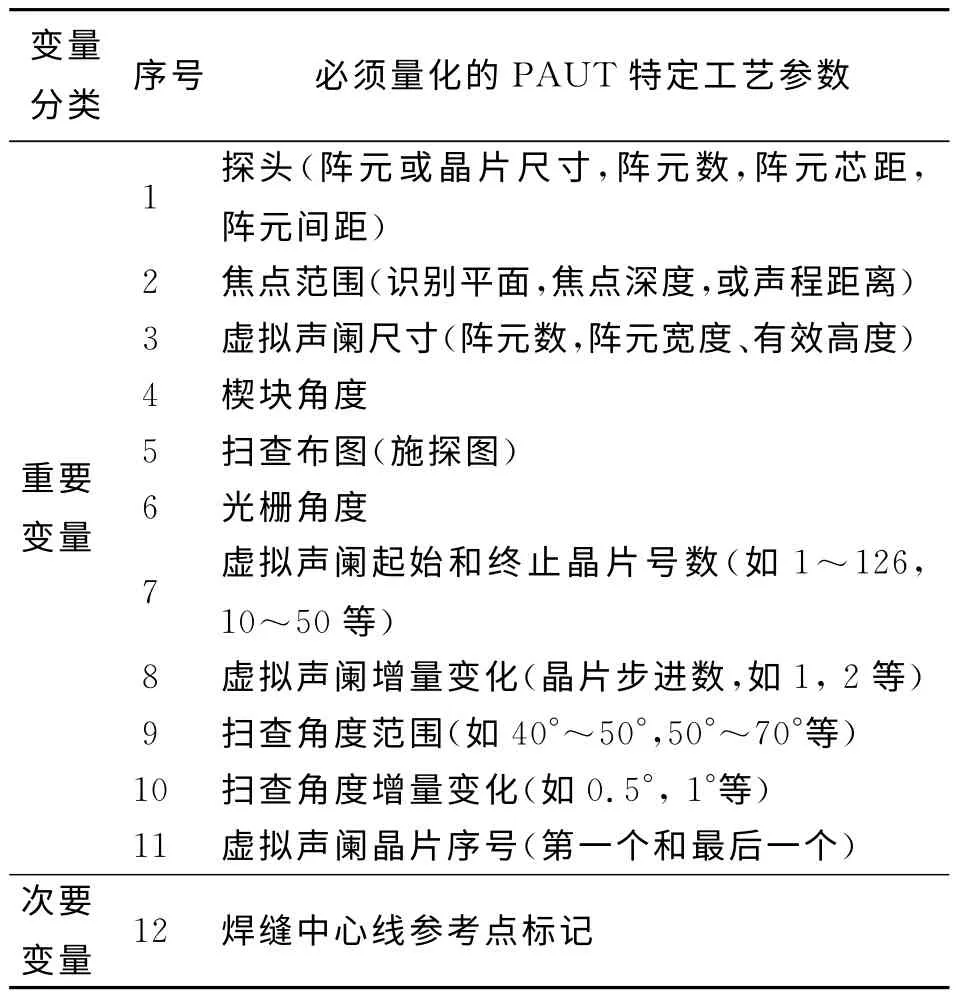
表2 ASME规定的PA线阵探头线扫检测规程必须量化的特定性要求
图10~13给出了薄板、中厚板和厚板对接接头对接焊缝及T 型接头组合焊缝的典型相控阵扫查布置和声线示例(有关要领和细节,就是ASME(2013)SE-2700标准的主题内容,也是承压设备焊缝实施PAUT 的重中之重,笔者已另文详述[7])。薄壁对接焊缝应从焊缝两侧进行探测,最好从开有坡口的焊缝一侧探测(探头可接近时)。对薄壁焊缝,只要探头参数适当,声束足以全覆盖检测范围,以单一探头-焊缝距离作单行线扫即可。厚壁对接焊缝应从焊缝两侧进行探测,最好从开有坡口的焊缝一侧探测(探头可接近时)。对厚壁焊缝,可用两种或两种以上的探头-焊缝距离,或多种聚焦法则的探头-焊缝距离,进行线扫,以确保全部覆盖检测体积。对T 型接头,可将斜探头置于腹板上,用类似于对接接头对接焊缝的检测方法进行探伤。腹板厚度较薄时,可只用一种探头-焊缝距离作E 扫或S扫。只要可接近,斜探头应从腹板两面进行检测。只要可接近,T 型接头焊缝最好从翼板外侧进行探测。为使焊缝熔合面(K 型坡口有三个熔合面)的缺陷获得最佳检出率,可三法并举:0°E 扫+小角度纵波扫+横波扫。

图10 薄壁和中薄壁对接焊缝的S扫和E扫原理示意

图11 厚壁对接焊缝的S扫和E扫原理示意

图12 T 型接头的S扫(腹板侧斜探伤)原理示意
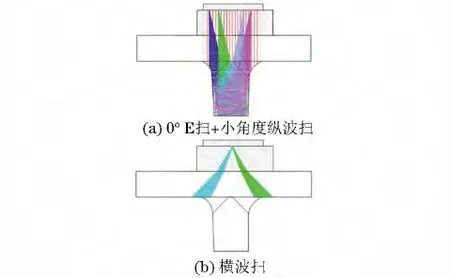
图13 T 型接头的组合扫查(翼板外侧探伤)原理示意
4.4 仪器设备校验
PA 仪器垂直线性、水平线性和聚焦法则的校验方法及要求:前两项与常规UT 法同。对相控阵E扫和S扫,特别提到定位编码器的校验。
用线阵探头加编码器作E 扫或S扫检测前,应对所用编码器进行校验。校验间隔不超过一个月,或在首次使用后不超过一个月;校验时,编码器至少移动500mm。显示值偏差应不大于实际移动距离的1%。
4.5 扫查声束覆盖范围
要检测焊缝和热影响区体积,应使用带编码器的线阵探头,用线扫法进行检测。每次线扫查应平行于焊缝轴线,探头-焊缝距离保持不变,声束垂直于焊缝轴线。
(1)探头离焊缝轴线的距离应借助于固定的导轨或机械装置,保持一定。
(2)E扫的检测角度和S扫的角度范围,应针对被检焊接接头,适当选定。
(3)扫查速度应能产生符合要求的图像。扫查速度的选定应根据诸多因素:如延时法则数、扫查分辨力、信号平均值、脉冲重复频率、数据采集频率、及受检体积等。被检焊缝全长作分区扫查时,相邻扫查区域之间至少应有20mm 重叠长度。扫查环焊缝时,第一个扫查区始端与最后一个扫查区终端,也应有相同重叠长度。
(4)对E扫法来说,相邻主动声阑(即声阑增量变化)之间的重叠应至少为有效声阑高度的50%。
(5)对S扫法来说,角度扫查增量变化最大应为1°或足以确保50%的声束重叠。
(6)当需用多道线扫来覆盖被检焊缝和热影响区母材时,相邻线扫之间的重叠范围,对E 扫,应确保至少有10%的有效声阑高度;对S 扫,至少为10%的声束宽度。
4.6 扫查数据记录
ASME规定:对关注的检测区,应记录未作处理、未设门限值的A 扫数据,最小数字化频率为检测频率的5倍,记录增量最大值ΔRmax与材料厚度t关系如下:①t<75mm 时,ΔRmax不大于1 mm。②t≥75mm 时,ΔRmax不大于2mm。
4.7 焊缝横向缺陷的检测
对横切焊缝轴线的缺陷(如横向裂纹),可使探头对焊缝轴线倾斜一定角度,用斜平行法进行手工扫查检测。
(未完待续)
猜你喜欢
设备管理与维修(2021年17期)2021-11-02
装备维修技术(2021年47期)2021-07-12
无损检测(2021年6期)2021-07-01
煤气与热力(2021年3期)2021-06-09
化工管理(2021年7期)2021-05-13
装备维修技术(2021年46期)2021-03-07
中国特种设备安全(2019年1期)2019-03-13
电子制作(2019年24期)2019-02-23
综合智慧能源(2018年11期)2018-12-18
无损检测(2016年8期)2016-08-30
