
AP1000主蒸汽管道焊接技术
2015-01-16 03:46李玉良
电焊机 2015年7期
李玉良
(国核工程有限公司,上海200233)
AP1000主蒸汽管道焊接技术
李玉良
(国核工程有限公司,上海200233)
分析AP1000核电站主蒸汽管道焊接性能,介绍AP1000主蒸汽管道的焊接方法、焊接工艺和焊接过程控制。实践表明通过焊接工艺评定,制定合理的焊接工艺,施工中加强焊接过程中控制,就可以获得综合性能优良的焊接接头和焊接质量。
核电;AP1000;SA335 GR P11钢;焊接性
0 前言
AP1000核电站核反应堆厂房包括两条主蒸汽系统回路,主蒸汽管道材料为SA335 GR P11,规格为φ965mm×44mm。主蒸汽管道焊接性相对较差,由于焊缝为核安全级,对焊接质量要求高,因此采用合适的焊接方法,制定合理的焊接工艺,能显著提高焊接质量。
1 SA335 GR P11钢的焊接性
SA335GR P11属于珠光体耐热钢,焊接易出现冷裂纹、热影响区硬化以及焊后热处理和长期在高温状态下使用易出现再热裂纹[1]。
1.1 化学成分和机械性能
SA335GRP11的化学成分和机械性能见表1、表2。

表1 SA335P11钢的化学成分%

表2 SA335P11钢的机械性能
1.2 再热裂纹敏感性
根据合金元素对再热裂纹敏感性的影响,可采用再热裂纹敏感性指数法进行评定。

当ΔG≥2时,对SR裂纹敏感,易裂;当2>ΔG≥1.5时,对再热裂纹敏感性中等;当ΔG<1.5,对再热裂纹不敏感,不易裂。
经计算SA335 GR P11ΔG=1.78,属对再热裂纹敏感性中等的高温耐热合金钢。
2 焊接工艺
2.1 焊接方法
从蒸汽发生器(SG)到钢制安全壳(CV)筒体贯穿件间的焊缝设计要求事故工况时为先漏后破,必须采用钨极氩弧焊工艺(GTAW)。虽然手工钨极氩弧焊的焊接质量高,可以减少过热的粗晶区,但考虑到生产效率比较低,现场施工进度压力较大,故从CV贯穿件到辅助厂房11轴贯穿件之间的焊缝采用手工氩弧焊打底加焊条电弧焊(SMAW)填充盖面的组合焊接方法。
2.2 焊接材料
焊接材料的选用应保证焊缝性能与母材匹配,并具有必要的热强性,焊缝化学成分与母材相近。为防止焊缝有较大的热裂倾向,焊缝中的含碳量应比母材的含碳量低。焊条氩弧焊焊丝选用ER80S-B2,焊条电弧焊焊条选用E8018-B2-H4。填充金属的化学成分和机械性能分别见表3和表4。
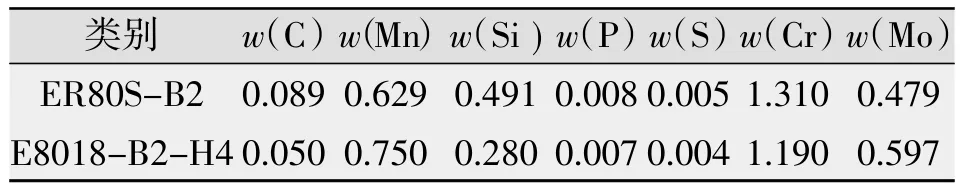
表3 化学成分%

表4 机械性能
2.3 焊接工艺评定
AP1000主蒸汽管道现场焊接标准应该符合ASMEⅢNC和ND的要求,为使焊接工艺评定覆盖更广,减少施工焊接工艺评定数量,焊接评定按ASMEⅨ和ASMEⅢNB(按ASMEⅢNC-4335.1和ND-4335.2要求,NB分卷工艺评定可以覆盖NC和ND工艺评定)要求进行,评定母材使用规格为φ508mm× 38mm,实施了两份评定,一份是手工GTAW,另一份是手工GTAW打底,SMAW填充和盖面。
2.3.1 焊接参数
焊接设备采用ZX-315ST焊机,焊接参数如表5所示。

表5 焊接工艺参数
2.3.2 试件焊后热处理
试件焊接完成后,根据ASMEⅢNB-4620规定,应进行焊后热处理,焊后热处理恒温时间至少等于施工热处理所需最长恒温时间的80%,技术要求如表6所示。同时根据设计技术规格书要求,热处理包含三个热处理循环,恒温时间共6 h,热处理曲线如图1所示。
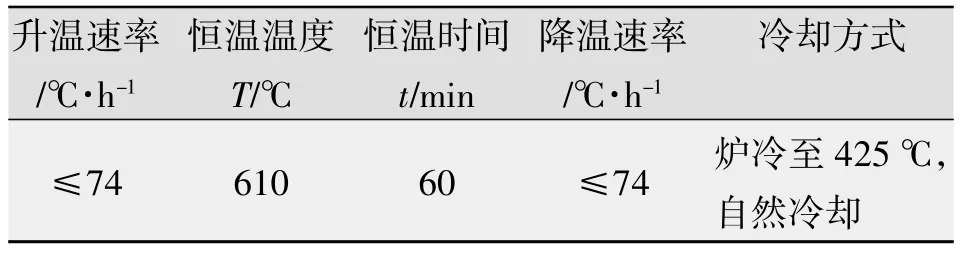
表6 热处理技术要求

图1 热处理曲线
2.3.3 评定试验
按ASMEⅨQW451.1要求,焊接工艺评定焊件应在规定的位置制备成试样进行拉伸试验和横向弯曲试验。拉伸试样取2个,弯曲试样面弯取2个,背弯取2个。拉伸试样的抗拉强度不小于母材规定的抗拉强度,弯曲试样在弯曲后的凸面上沿任何方向测量,在焊缝和热影响区内都不得有超过3.2mm的开口缺陷[2]。
另外按ASMEⅢNB-4335要求,应对焊缝、焊缝热影响区和母材在不高于服役最低温度进行缺口韧性冲试验,每个部位取3个试样,试验要求横向膨胀量不小于1.0mm,夏氏V型冲击吸收能量不小于68 J[3]。
3 焊接过程控制
3.1 坡口设计
坡口采用机械方法加工,管道坡口内侧按在役检查要求为管道0.875壁厚的两倍进行内镗孔,坡口形式如图2所示。
3.2 组对
装配采用点固棒形式点固在坡口内,点固棒应沿焊缝周向均匀分布,不同管径使用的点固棒规格及数量8件。点固棒宜对称布置,点固用的材料与母材一致相同。点焊采用与正式焊缝相同的焊接工艺规程及具有焊接资质的焊工焊接。

图2 对接坡口形式及尺寸
按ASME NC-4223要求,组对时坡口内侧圆周上各点的均匀错边量最大不能超过0.8mm,当存在外错边时,应在焊缝表面焊接成不小于3∶1的斜坡过渡,并在焊后将焊缝表面打磨光滑,斜度不小于3∶1。
3.3 焊接
3.3.1 焊接技术要点
(1)GTAW打底焊或全氩弧焊。
预热温度升至150℃~200℃后进行GTAW打底焊,焊缝背面应进行充氩保护。打底焊时正面保护气应提前1.5~4 s输送氩气,排除输送皮管内及焊口处的空气;熄弧后,应适当延时5~15 s熄气,保护尚未冷却的钨极及熔池,降低焊缝表面氧化程度。GTAW焊打底至少两层,每层厚度应为2.0~2.5mm,层间温度控制在200℃~250℃。操作上应特别注意收弧质量,收弧时先将焊接电流衰减下来,填满弧坑后移向坡口边缘收弧,防止产生弧坑裂纹。
(2)SMAW填充焊及盖面焊。
施焊过程两人对称焊接,应始终保持层间温度为200℃~250℃,使得每道焊缝的金相组织在冷却后全部转变为马氏体组织,从而保证热处理后焊接接头的结晶组织为综合机械性能最佳的回火马氏体组织。施焊时应严格控制线能量在工艺评定范围之内。单层焊道的厚度不大于所用焊条直径,尽可能采用细条窄道焊,摆动焊宽度不大于所用焊条直径的3倍。多层多道焊接头应错开,每层焊道接头错开10~15mm,同时注意尽量焊得平滑,便于清渣和避免出现死角。严禁同时在同一处收弧,以免局部温度过高影响施焊质量。注意层间清理,每层焊缝焊接完毕后,应用角向磨光机等将焊渣、飞溅等杂物清理干净,方可进行次层焊接。施焊中,注意收弧质量,收弧时将熔池填满,避免出现弧坑。填充时为使坡口两边熔合良好,焊接时特别注意坡口两边的熔化情况,焊接速度不宜过快,否则易产生未熔合缺陷。
3.3.2 焊接变形控制
AP1000主蒸汽管道由于外径大,壁厚较厚,焊接填充量大,焊接将有较大的焊接变形和焊接收缩。焊接时如果采用过大的焊接热输入,会增加焊接应力和变形,热影响区的过热程度大,晶粒粗大,晶界的结合能力降低,产生再热裂纹可能性增加,且接头韧性也下降[1]。因此宜用小的焊接热输入,焊接时采用多层多道窄焊道,合理的焊接顺序,对控制焊接变形控制非常重要。
主蒸汽管道单段较重,最大质量6.4 t,焊接时使用环吊或手拉葫芦,根据拉力计数值,调整管道承受的拉力,确保焊缝在焊接过程中不承受自身重量,以减少焊接应力产生。
对每条焊缝,按下图进行分段分区,焊接过程中,采用分段退焊和分段跳焊的方法。焊接时,可安排两名焊工对称焊接,如图3所示,两名焊工站位在1、2号位,同时起弧和灭弧,不可一人单独焊接。在焊接过程中还应根据变形情况,调整焊接起弧和焊接位置,以防止产生过大的焊接变形。焊接时按照焊缝分段和焊接顺序图进行焊接。

图3 焊缝分段和焊接顺序示意
4 焊后热处理
焊后热处理的目的是为了降低焊接接头的残余应力,改善接头组织,提高其
Page 139
W elding technology of AP1000main steam pipe
LIYuliang
(State Nuclear Power Engineering Company,Shanghai200233,China)
Through analyzing the weld ability ofmain steam pipe of the AP1000 nuclear power plant,introduce the weldingmethod,weld process technology and weld control.Practice shows that through welding procedure qualification,formulate the reasonablewelding process,strengthen thewelding processcontrolduring construction,can obtain good comprehensivepropertiesofweld andweldingquality.
nuclear power;AP1000;SA335 GR P11 steel plate;weldability
TG457.6
B
1001-2303(2015)07-0126-04
10.7512/j.issn.1001-2303.2015.07.27
2015-02-09
李玉良(1975—),男,重庆荣昌人,学士,工程师,主要从事焊接质量管理工作。
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
中国金属通报(2022年1期)2022-06-02
中国新技术新产品(2020年6期)2020-06-19
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
应用科技(2015年5期)2015-12-09
焊接(2015年11期)2015-07-18
