
套料空心钻工艺设计及应用技术研究
2015-02-18 02:43中信重工机械股份有限责任公司河南洛阳470031申明付
金属加工(冷加工) 2015年3期
■中信重工机械股份有限责任公司 (河南洛阳 470031) 付 薇 申明付
套料空心钻工艺设计及应用技术研究
■中信重工机械股份有限责任公司 (河南洛阳 470031) 付 薇 申明付
摘要:套料空心钻的制造质量直接影响套料的使用效果和生产效率。要保证套料空心钻的质量,就要研究套料空心钻的工艺设计。本文对套料空心钻的工艺设计作了详细的研究,通过对比应用,不但解决了套料空心钻的质量问题,而且还提高了其使用寿命。

近几年来,大直径轴类回转件加工较多,这些轴类工件的质量要求都比较高,尤其是要求保证机械性能。这就需要在轴本体上取样,做机械性能试验,检验轴的机械性能是否满足设计要求。在轴本体上取样,使用的是套料空心钻。套料空心钻规格不一,根据取样的规格,选取套料空心钻。目前,我公司使用最多的规格是φ45mm的套料空心钻。
套料空心钻的制造,在使用过程中出现破碎现象较多。一个较好的套料空心钻一般只能取3~4个试样,而普通的套料空心钻只能取1~3个就会出现破碎。浪费很大,生产效率较低。对此,根据存在的问题,改进工艺设计,提高制造质量,满足使用效果,提高使用寿命。通过现场试验,多次改进,较好地解决了套料空心钻的制造质量,应用效果较好,使用寿命也提高了3倍左右。
目前,改进后的套料空心钻工艺设计已经得到了推广应用,不仅保证了质量,还提高了使用寿命。
1. 套料空心钻介绍
(1)技术背景。大型轴类零件一般都有机械性能要求。为了检测零件是否达到了要求的机械性能,需要在轴类零件上套取试棒,用来做机械性能试验。试棒的套取,使用的是套料空心钻。轴类零件材质一般是中碳合金结构钢,如34CrMo1A、30CrNi2Mo及42CrMo等,锻件状态,硬度为220~260HRC。套取试棒是盲孔加工,排屑不畅,不利于刀具的切削,切屑也加剧了刀具的磨损,严重时甚至挤压刀具,致使刀具破损。
套料空心钻的材质是高速钢,一般牌号是W6Mo5Cr4V2,采用盐浴淬火,刃部硬度为62~65HRC,其他部位硬度为30~35HRC。为了增加套料空心钻的耐磨性,选择钴高速钢,牌号是M42,热处理后刃部硬度为65~67HRC,实际硬度比一般高速钢高2倍以上。
(2)设计特点。套料空心钻采用整体高速钢的设计思路,材质是钴高速钢,牌号是M42,热处理后刃部硬度为65~67HRC,具体结构设计和特点如图1所示。切削刃共有4个刃,2个尖刃,2个平刃,并且要求尖刃必须高出平刃(1.5±0.1)mm。2个尖刃为φ43mm,2个平刃为φ45mm。
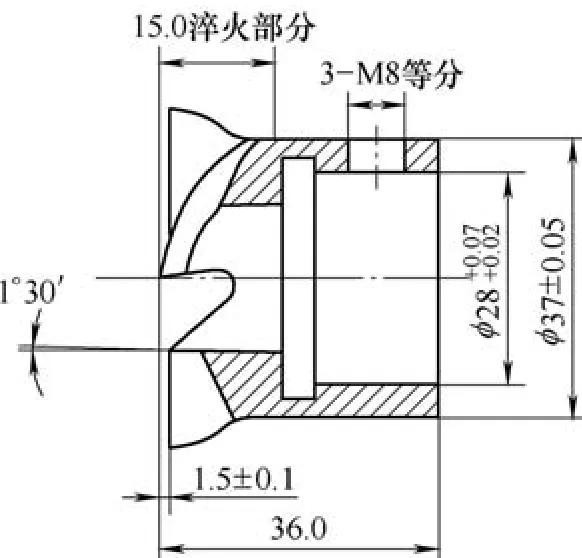
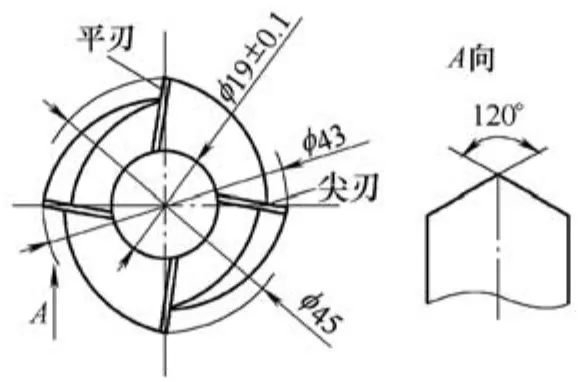
图1 套料空心钻示意图
(3)套料空心钻的工艺设计改进特点。①热处理前使用专用钻模钻攻3-M8,不但要保证端面到孔中心距离,而且要保证3个顶丝孔在360º等分,这点十分重要,目的是要套料空心钻不但定位准确,而且要受力均匀,防止扭曲及产生不平衡力矩(见图2)。②为了保证设计要求的刃部淬火硬度为65~67HRC,其余硬度为30~35HRC,淬火分两个阶段,第一阶段盐浴淬火,保证刃部淬火硬度为65~67HRC;第二阶段采用的办法是在高频加热装置+回火炉完成,保证其余硬度要求30~35HRC。此过程重点控制两个过渡区域的硬度,以防应力集中,是保证套料空心钻最关键的一道工序。③淬火后的内磨精加工,主要是保证内锥孔要与定位孔同心,工艺设计专用装夹胎具,一次装夹,完成内锥孔和定位孔的内磨加工(见图3),使用专用测量塞规检测(见图4)。④刃口磨削,使用工具磨磨削前刃和后刃,并设计了专用装夹心轴(见图5),内孔用来孔定位,3个顶丝顶紧,刃磨的重点是保证齿的等分、相对两齿等高及相邻两齿高度差(1.5±0.1)mm。
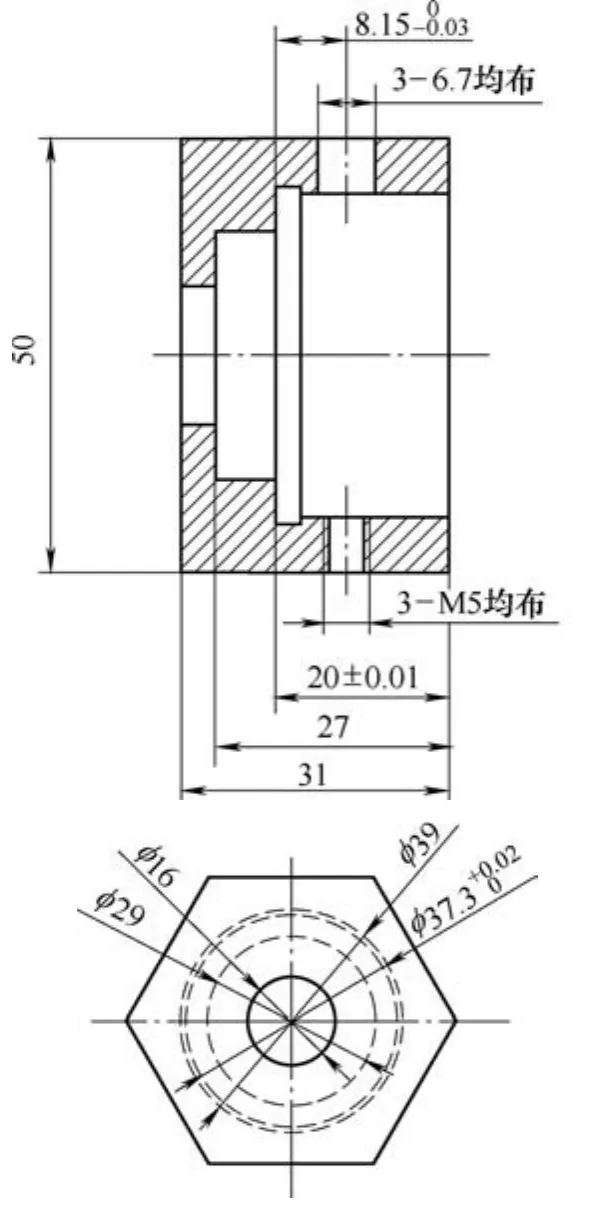
图2 专用钻模示意图
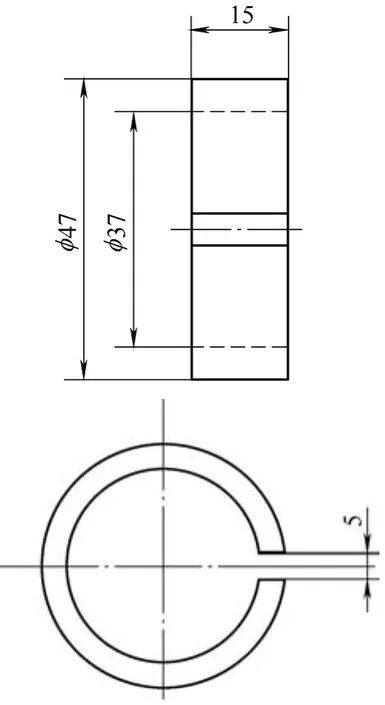
图3 专用内磨装夹胎具示意图
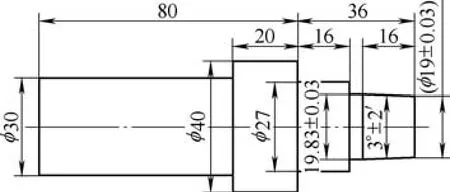
图4 专用内磨测量塞规示意图
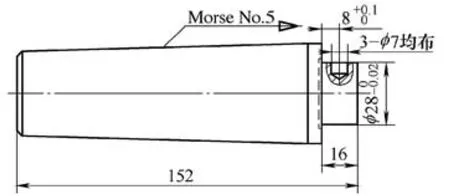
图5 工具磨专用装夹心轴示意图
(4)使用情况。套取材料分别为工件一:锻件,30CrNi2Mo 、220~260HBW;工件二:锻件,30CrNiMo、220 ~260HBW;试用时间:2014 年7月15日;套料空心钻:规格φ45mm;材质:M42;使用机床:ZJ9225 套料钻床。
(5)使用结果。工件一:设定切削参数和以前使用的切削参数基本一致,机床转速为80r/min,进给量为0.08mm/r 。成功套取6根试棒后观察刀具,发现轻微磨损,磨损量约0.1mm左右,切削平稳,没有异常情况。
工件一完成后,换工件二,考虑工件一比较平稳,没有异常情况,因此切削参数没有改变,仍是转速80r/min,进给量为0.08mm/r ,又成功套取7根试棒,切削平稳,但有异常声响。检查磨损情况,约0.3mm左右,需要重磨刃口后再用。
2. 使用结果分析
(1)原来套料空心钻的材质是W6Mo5Cr4V2,采用盐浴淬火,刃部硬度为62~65HRC,其他部位硬度为30~35HRC。正常情况下,一个钻头最多能套取3~4根试棒,若经常套取一根试棒就会有1~3个套料空心钻破损。
(2)目前改进后的套料空心钻材质是M42,采用盐浴淬火,刃部硬度为65~67HRC,其他部位硬度为30~35HRC。在切削参数相同情况下,切削较稳定,可以套取试棒10个以上,寿命提高3倍以上。
(3)从改进后的使用效果可以看出,套料空心钻材质要选择适当,选用含钴的高速钢替代普通高速钢,可以提高硬度,还可以提高耐磨性;工艺设计也很重要,通过改善工艺设计,保证了质量;重要的是结合装夹的实际使用情况,控制套料空心钻在工
作时受力均衡,避免了因受力不均导致的破损情况。
3. 结语
通过对该套料空心钻的工艺设计改进、应用分析,可以看出影响套料空心钻使用效果的主要因素有:其本身的材质、热处理对刃口硬度的控制、装夹部位硬度及过渡区域不能有应力集中等。工艺设计不但要考虑图样本身的设计要求,更重要的是要考虑使用状态、装夹情况等,从而提高生产效率,提高套料空心钻的使用寿命,同时大大降低生产制造成本。
收稿日期:(20141108)
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
金属加工(热加工)(2022年5期)2022-06-21
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
广船科技(2016年3期)2016-12-15
大型铸锻件(2015年5期)2015-12-16
船电技术(2015年10期)2015-10-24
