
大规格球磨机MQY4585大齿轮的制齿
2015-02-18 02:43济南重工股份有限公司山东250109孟丽敏殷合芬
金属加工(冷加工) 2015年3期
■济南重工股份有限公司 (山东 250109) 孟丽敏 殷合芬
大规格球磨机MQY4585大齿轮的制齿
■济南重工股份有限公司 (山东 250109) 孟丽敏 殷合芬
摘要:为防止大规格球磨机MQY4585大齿轮变形,采用“三车两滚”的机械加工工艺。结合工件尺寸规格设计刨齿工装,实现刨床粗刨齿;对原有滚齿机床工作台结构进行改造,解决了精滚过程中工作台的弹性变形和刚性问题,保证了大齿轮精度,满足了磨机的传动性能要求。
球磨机广泛应用于水泥、硅酸盐制品、新型建筑材料、耐火材料、化肥、黑色与有色金属选矿以及玻璃、陶瓷等生产行业,对各种矿石和其他可磨性物料进行干式或湿式粉磨。近年来,随着国家经济建设的快速发展,磨机作为这些企业生产的必需设备,其需求量逐年增加,规格也越来越大。
球磨机是我公司的主导产品,由给料部、出料部、回转部、传动部(减速机、大齿轮、电动机和电控装置)等主要部分组成。其中大齿轮作为磨机的主要传动部件,其加工精度的高低直接影响到磨机的性能以及传动噪声的大小,所以加工大齿轮的过程至关重要。
大齿轮大多数都是辐板式的,由2个半齿轮联接而成,很容易产生变形。对于公司迄今为止研发生产的最大规格湿式球磨机—MQY4585磨机,其大齿轮的变形量会更大。为防止大齿轮的变形,我们采用“三车两滚”的机械加工工艺来指导生产,即粗铣2个半齿轮结合面后联接在一起进行粗车,调质后再半精车;按照大齿轮齿形样板划线分齿,刨床按齿形样板线粗刨开齿,单侧留一定的滚齿余量;将大齿轮拆开,进行时效处理后精铣2个半齿轮结合面,再次联接在一起后精车,最后滚齿机滚齿,先半精滚留1mm余量,再精滚齿形。
该大齿轮直径超7m,净重29.5t,毛坯重达35t,“三车”工序都可以在8m立车上完成,但是“两滚”工序无法实现,因其尺寸超出原有粗刨齿和滚齿机床的加工范围。之前有超出制齿机床加工范围的大齿轮都是委外加工,费用很高。考虑到此产品订单多,交货期短,我们从经济实用和降低成本出发,设计了刨齿工装,并对原滚齿机床工作台进行了改造。
1. 刨齿工装的设计
新购置一台牛头刨床,挖出相应深度的地坑,我们结合机床及大齿轮的尺寸参数,通过反复计算校核,设计出一套刨齿工装并指导生产装配,最短时间内完成了刨齿机、刨齿机底座及刨齿工装的安装,满足了刨齿工序的顺利进行。工作示意如图1所示。
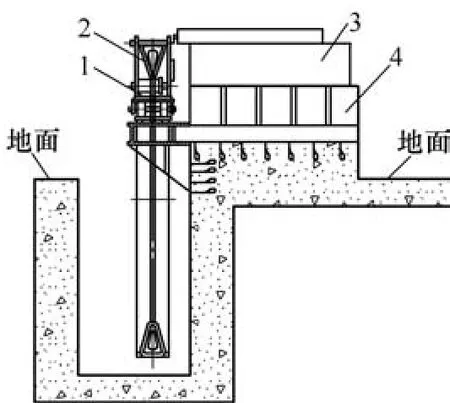
图1
面对行车吊装能力不足问题,采用垂直组装的吊装方案。先用行车将一件半齿轮放入地坑,两端用钢管支撑住,再将另一件半齿轮放到下方半齿轮上并对齐,钳工把合起来并点焊固定,然后利用2个支撑点分别着力配合行车将大齿轮放到工装上。
刨齿工装的主要工作部分是托辊装置,其剖视图如图2所示。
大齿轮放置在2个托辊10上,待刨完几个齿后用专用扳手拧动轴15,通过齿轮7带动2个托辊10转动,配合行车转动大齿轮,最终完成整圈齿形的粗刨齿。
2. 滚齿机工作台的改造
齿轮精度主要和滚齿过程中
运动精度、平稳性精度以及接触精度有关。所以,滚齿机床和工装的刚性强度高低至关重要。
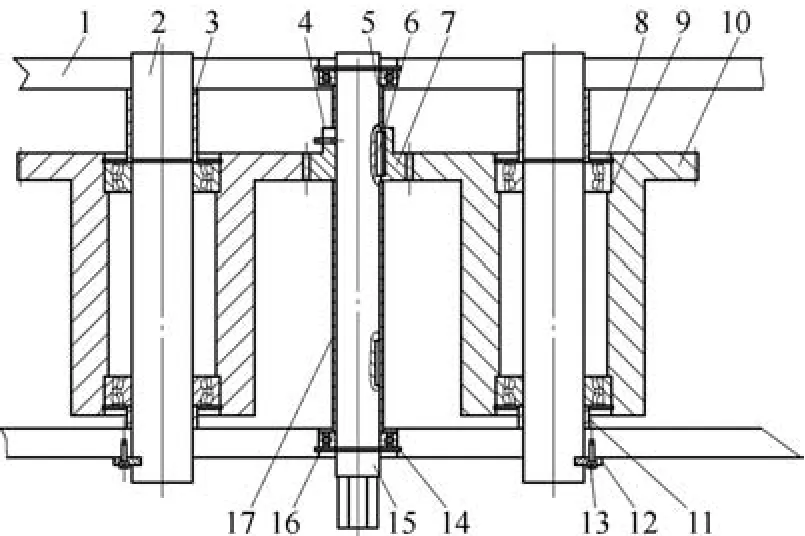
图2
我公司的Y31800A滚齿机是最大规格的滚齿机床,由原Y31500A滚齿机改造,回转盘直径仅3.7m。原机床所用工装,支撑腿斜度大、刚性差,如果满足直径要求还需要在其基础上加2m长的垫铁,这样工作时整体的安装刚性更差。
该大齿轮为首次生产,为解决切削过程中不稳定、滚齿精度低等问题,从既经济又实用的方面考虑,我们决定在精滚齿形前,对其原有工装进行改进,采用拉杆联接这种比较实用而简单的方法。图3为结构简图,图4为俯视图。
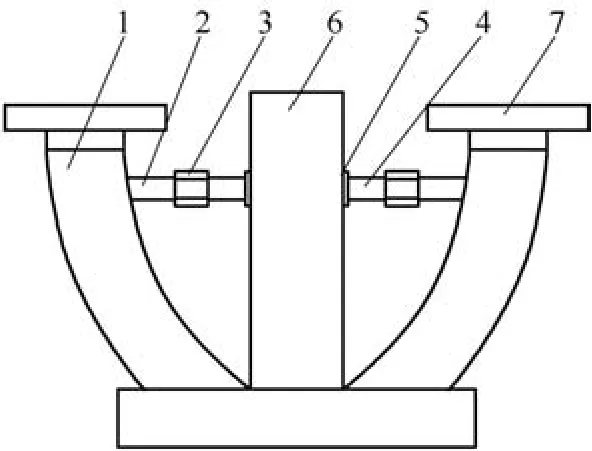
图3
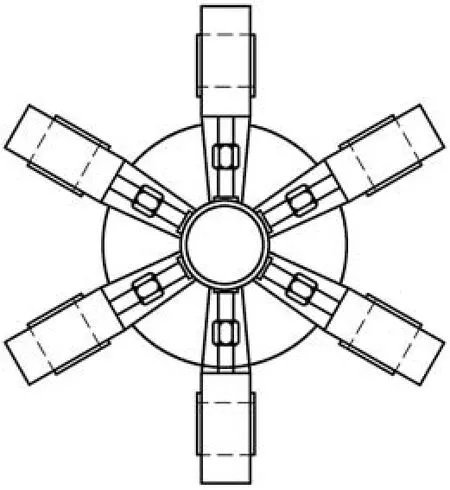
图4
首先,在机床回转盘中心放置一件中心胎6,回转盘上均布6件支撑腿1,支撑腿上外探6块垫铁7来保证摆放大齿轮的尺寸。为了防止在滚切过程中因齿轮直径大、回转盘直径小而产生的扭力和振动,我们把支撑腿1和中心胎6用拉杆联接起来,拉杆2和拉杆4用左右旋调整螺母3进行联接调整。中心胎6、支撑腿1与回转盘之间采用螺栓联接,垫铁7与支撑腿1也采用螺栓联接(图中未体现)。这种结构使工装和滚齿机回转盘形成一个完整的整体,增强了工件装夹刚性。
由于工件自身重量大,垫铁7探出的太长,易造成垫铁的弹性变形。为保证图样上端跳≤0.04mm的要求,需调整中间的左右旋调整螺母来保证各支撑腿预受力的均匀,使垫铁在同一水平面上,确保支撑腿和垫铁的平行度后再上工件,找正并紧固后进行精滚齿。
滚齿后,经过测量和检验,大齿轮各种尺寸公差和形位公差都符合技术要求。证明通过改进滚齿机工作台结构,在一定程度上解决了工装的刚性差和弹性变形问题,保证了滚齿过程中的各种精度。
3. 结语
通过改造普通机床,可以实现大规格球磨机大齿轮的制齿,而且保证了齿形的精度,满足了磨机的传动要求。利用先单齿粗刨,然后再精滚的工艺方法制齿,比滚齿机直接滚齿工时减少了一半,缩短了工作周期,极大地提高了生产效率和制造工艺水平。
参考文献:
[1] 成大先. 机械设计手册[M]. 北京:化学工业出版社,2002.
[2] 李洪. 机械加工工艺手册[M]. 北京:机械工业出版社,2007.
收稿日期:(20141009)
猜你喜欢
防爆电机(2022年2期)2022-04-26
石油化工建设(2019年6期)2020-01-16
制造技术与机床(2019年11期)2019-12-04
设备管理与维修(2019年12期)2019-10-26
经济技术协作信息(2018年8期)2019-01-14
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
重庆工商大学学报(自然科学版)(2018年4期)2018-07-10
现代制造技术与装备(2015年4期)2015-12-23
新疆钢铁(2015年1期)2015-11-07
