
核主泵用流体静压密封环热装式夹具设计及预变形分析
2015-02-18 12:01刘彩红金洙吉
机械工程师 2015年7期
刘彩红, 金洙吉
(大连理工大学 精密与特种加工教育部重点实验室,辽宁 大连 116024)
0 引言
核主泵是核电站运行的心脏部件,其用于驱动冷却剂在一回路的循环。包括日本福岛核电站事件在内的一系列核反应堆案例,都充分说明了反应堆及时冷却的重要性。核主泵流体静压型机械密封是核主泵安全运行过程中采用的重要密封形式,具有长寿命、高负载等优点,能够有效阻止冷却剂的泄漏[1-2]。端面开收敛锥度的流体静压密封环端面具有很小的倾角,约为170~700μrad,在动环和静环之间形成一层流体薄膜,从而阻断两个密封环端面的接触[3],减小摩擦和泄漏量。在实际运用中,密封静环主要由碳化硅、碳化钨等硬质合金制成,表面粗糙度需要达到R a5 nm,因为加工精度非常高[4]。而且由于密封环端面锥角很小,因而在加工过程中,任何微小的变形或者加工误差都会对静环的密封性能产生较大的影响。
在普通的磨床上进行加工时,工件轴向的磨削余量分布不均匀,因而不能获得较高的加工精度,而在多轴联动数控磨床加工时,由于圆弧形砂轮本身形状的保持性较差,则容易造成端面加工高度残留,也不能保证高的加工精度[5]。针对目前砂轮磨损及端面面形加工精度低的问题,需要通过开发新的方法对加工精度进行优化,从而获得高精度的面形。
霍凤伟等[6]提出了采用工件旋转杯形砂轮切入磨削原理来加工核主泵用静压密封环圆锥面的超精密磨削方法,但是这种方法对磨粒的粒度和机床的精度都有很高的要求,所以实现起来具有一定的局限性。本文在1998年Young等[7]所撰写的专利中提取出变形法加工的思想,利用过盈配合的夹具使密封端面产生轴向弹性变形,然后将突起的波度区加工成平面,夹具卸除后,密封环端面即呈现理想的锥面。这种方法具有简单、低成本的优点,并且能获得较高的表面质量,能满足核主泵密封环表面质量要求。
由于通过热装技术将夹具和密封环过盈装配后,变形无法再度调整。因此,热装过程的模拟、预变形的准确预测、夹具的结构设计及其加工精度分析对实现锥度密封环的变形法加工具有重要的意义。针对上述问题,本文采用有限元法,对过盈配合夹具的装配过程进行了仿真模拟,分析了过盈量对预变形的影响,根据预变形分析结果预测了理想条件下可以加工出的锥形表面。
1 核主泵密封原理
锥面环整体结构示意图如图1所示。由剖面图可以看出锥角β,微观上端面可以分为密封坝面区和锥面区。在对模型环进行研磨时,需保证表面粗糙度达到Ra20nm。在核主泵运行的过程中,静环端面与动环端面之间由流体静压效应产生了厚度为10~20μm且具有一定刚度的液膜,避免了动静环间的直接接触。


对于锥面环预变形平面研磨加工技术的基本原理与过程可参考文献[8]。为使锥面环达到理想的变形面,本文对Young等提出的热装式夹具进行了改进,通过给环施加周期性扭矩,从而实现预变形过程。热装式夹具结构图如图2所示,为内圆柱面具有加载齿的圆环结构。夹具上部均布加载齿,与密封环外圆柱面之间为过盈配合。下部与密封环接触,为密封环提供支持力。本文主要研究过盈量和加载齿厚度对预变形面形的影响。
2 预变形过程有限元分析
有限元分析模型
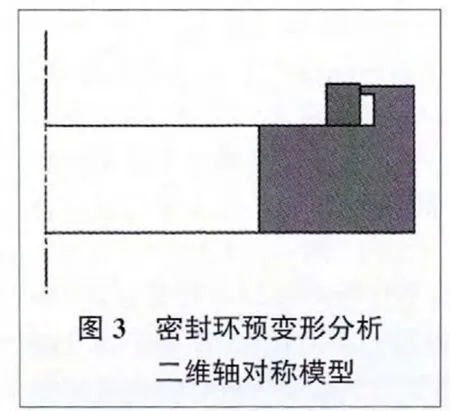
本文建立了热装式夹具的二维轴对称模型,如图3所示。由理论可知,为了通过变形法和研磨技术获得理想的预变形,最主要的是要获得与预加工表面互补的锥面变形。通过过盈配合,给密封环施加周期性的扭矩,本文对此过程进行了有限元模拟。因锥面环变形的均匀性和加载齿的周期性,本文建立了1/9模型。在利用有限元技术进行分析的过程中,通过设定过盈量,分析其变形锥角的大小。在此过程中,忽略了实际过程中的热装膨胀和冷缩变形过程,具体参数见表1。
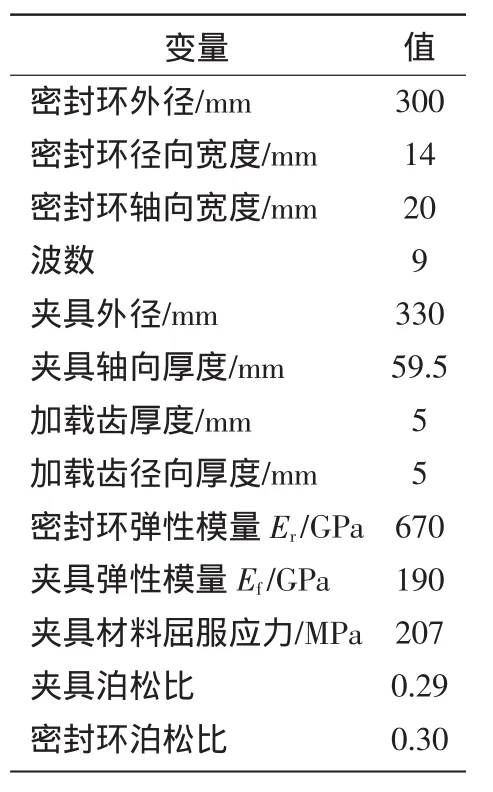
表1 分析模型参数
2.2 有限元模型分析
首先设定过盈量为0.01 mm,对二维轴对称模型进行网格划分,其示意图如图4所示。建立接触对,并加载求解。最后可得密封环位移变化情况,如图7所示。由图可知,密封环轴向最大的位移变化约为2。

3 有限元模拟结果分析
3.1 过盈量对预变形的影响
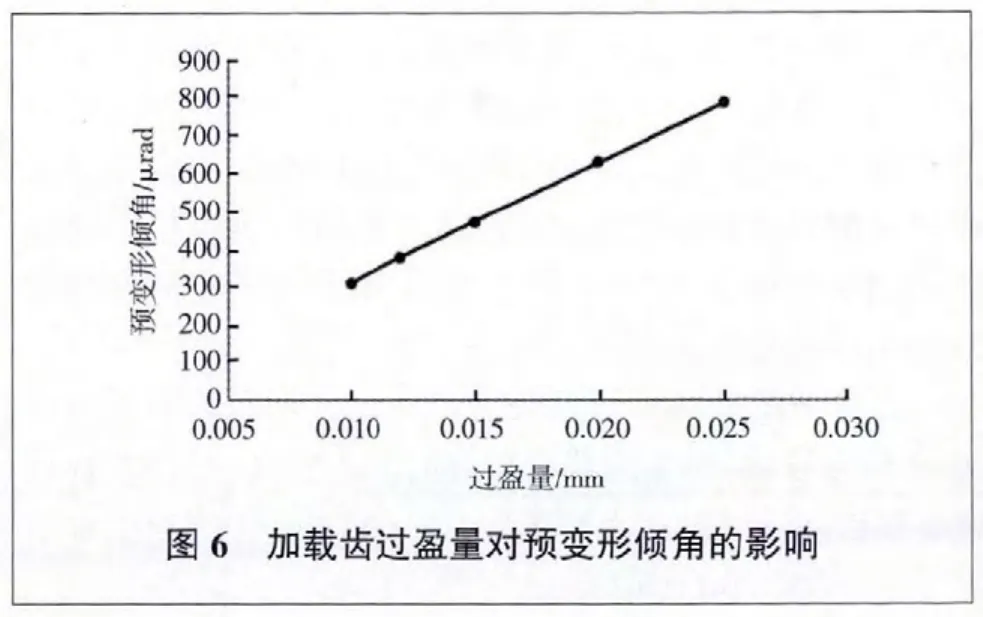
通过上述二维轴对称模型,分析过盈量大小对预变形结果的影响。此时,齿厚设置为5 mm,理论上圆锥面的倾角极小,约在170~700μrad范围内。通过调整过盈量大小,分别为 10μm、12μm、15μm、20μm、25μm,可得过盈量与预变形倾角存在明显的线性关系,过盈量与锥角呈正相关关系,如图6所示。不同过盈量下,夹具的等效应力云图如图7所示,变形量均在弹性变形内。

3.2 夹具厚度对变形的影响
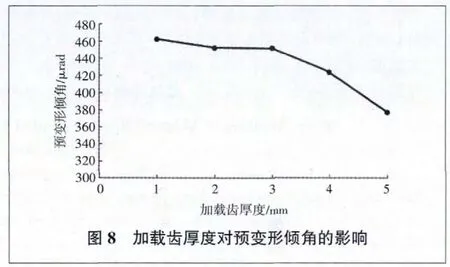
在分析夹具轴向厚度对预变形倾角的影响时,控制过盈量为12μm,分别设置齿厚为1 mm、2 mm、3 mm、4 mm、5 mm。所得加载齿厚度与倾角之间的关系如图8所示,由图可知,齿厚为3~5 mm时,齿厚与倾角呈负相关关系,齿厚为1~3 mm时,齿厚对倾角的影响较小。不同齿厚下,夹具的等效应力变形云图如图9所示。

4 结论
本文以锥面倾角密封环为例,设计了热装式密封环夹具,并进行了有限元模拟分析,最后结果如下:1)过盈量为0.01mm时,密封环预变形的最大轴向位移约为2μm。2)建立了热装式夹具和密封环的二维有限元模型,并对预变形结果进行了模拟,发现加载齿的过盈量与预变形倾角成明显的线性关系,因而可通过调整过盈量,从而对密封端面进行优化。3)分析了加载齿厚度与预变形倾角的关系,发现齿厚为3~5 mm时,齿厚与倾角呈负相关关系,齿厚为1~3 mm时,齿厚对倾角的影响较小。
[1] Erwan G,Isabelle P D.Thermo elasto hydro dynamic modeling of hydrostatic seals in reactor coolant pumps [J].Tribology Transactions,2007,50(4):466-476.
[2] Noel B,Erwan G,Bernard T,et al.Modeling of non-laminar phenomena in high reliability hydrostatic seals operating in extreme conditions [J].Tribology International,2008,41(4):211-220.
[3] 王晓雪,刘莹,李京浩,等.核主泵用动静压波度机械密封机理[J].机械工程学报,2010,46(24):131-135.
[4] Huo Fengwei,Guo Dongming,Jin Zhuji,et al.Ultra-precision grinding of hydrostatic mechanical sealing ring face with extremely shallow taper angle [J].Journal of Engineering Manufacture,2011,225(4):463-472.
[5] Li Y,Funkenbusch P D,Gracewski S M,et al.Tool wear and profile development in contour grinding of optical components[J].lnternational Journal of Machine Tools and Manufacture,2004,44(4):427-438.
[6] 霍凤伟,郭东明,冯光,等.核主泵用流体动压密封环复杂形面超精密磨削[J].机械工程学报,2012,48(13):184-191.
[7] Young L A,Calif M.Method for forming a wavy face ring:US,5833518[P].1998-11-10.
[8] 周平,戴恒振,金洙吉,等.周向波度密封环预变形平面研磨加工中的变形分析[J/OL].机械工程学报,http∶//www.cnki.net/kcms/detail/11.2187.TH.20140904.0845.011.html.
猜你喜欢
汽车实用技术(2019年21期)2019-11-22
汽车实用技术(2019年7期)2019-04-18
中国核电(2017年2期)2017-08-11
科技视界(2017年1期)2017-04-20
中国新技术新产品(2017年7期)2017-03-18
能源(2016年1期)2016-12-01
核科学与工程(2015年4期)2015-09-26
微特电机(2015年1期)2015-07-09
淮北师范大学学报(自然科学版)(2014年4期)2014-07-04
原子能科学技术(2014年1期)2014-02-28
