
集装箱船厚板焊接质量与变形的控制
2015-02-23 07:20蔡金裕于春龙
金属加工(热加工) 2015年6期
蔡金裕 于春龙
集装箱船厚板焊接质量与变形的控制
蔡金裕于春龙

【摘要】本文以18 000TEU抗扭箱厚板制作为依据,针对厚度大、强度高、焊接难的钢板,从钢板材质性能、焊接材料选用、坡口形式的选择、焊接方法等方面,详细记录分析EH级厚板的制作过程,并对生产过程中的内部质量与变形控制进行了具体介绍。
集装箱船抗扭箱厚板的最大厚度已经达到了85mm,而目前平直中心所建造的JU2000E系列钻井平台所涉及的厚板最大也只有51mm,所以抗扭箱厚板的焊接对于现场来讲是一个新的挑战,已有的厚板拼焊工艺无法满足现有厚板的施工要求。另外,因现有厚板对精度及内部质量要求更加严格,故本文对18 000TEU抗扭箱厚板的制作过程进行梳理,详细介绍了抗扭箱厚板的焊接过程。
1. 钢材的性能分析
EH级高强度钢是目前造船过程中较为常用的钢板,除了强度高、塑性好外,还具有良好的韧性,所以在船用钢板中得到了广泛的应用。EH级高强钢能满足-40℃低温工作时对冲击性能的要求。EH级钢板的化学成分及在-40℃的力学性能如表1、表2所示。
2. 焊接工艺
因厚板焊接裂纹倾向较大,焊接裂纹的产生将严重影响焊接质量和生产节奏,同时也可能带来灾难性的事故,所以焊接及预热工艺的选择至关重要,下面将详述厚板的焊接过程。
(1)焊接方法的选择目前平直作业区已有的成熟高效焊接种类主要有:FCB焊接、埋弧焊、CO2焊。FCB焊接对38mm以下的钢板可以正反面一次成形,抗扭箱舷侧外板厚度已远远超出FCB焊接能力,故排除FCB焊接的可能。同时考虑到超厚板焊接的工作量大、工作强度高、且熔敷金属多的特点,结合已有的焊接工艺和JU2000E厚板焊接的成功经验,单丝埋弧焊成为厚板焊接的首选。

表1 化学成分(质量分数) (%)

表2 力学性能
(2)焊接材料的选择为了满足抗扭箱焊缝的强度要求,在采用埋弧焊时焊材的选用级别为A5Y46M,同时满足AWS焊材级别A5.23:ENI2的要求,现场根据工艺要求和母材的不同,对焊材进行选择和使用,具体选用情况如表3所示。
3. 焊接过程注意要点
(1)焊前清洁 焊接前必须做好待焊区域的清理工作,清除焊接坡口两侧20mm范围内的水分、油污、割渣、氧化物及锈蚀等,在减少焊接杂质的同时也减少了焊接过程中氢的来源。
(2)定位焊 定位焊采用C O2半自动焊,焊接材料选用GFR—81K2,预热要求与正式焊缝的预热温度要求一致,采用氧乙炔火焰进行预热,定位焊长度≥100mm,高度≤6mm,定位焊的间距约为500mm,定位焊中不允许有裂纹、气孔和夹渣等缺陷存在。
(3)引弧板、引出板的选择 抗扭箱材料属超厚板,引弧板、引出板的选用将直接影响对接缝的端头质量,在超厚板焊接过程中,引弧板、引出板不能单纯选择整块进行装配,坡口形式应与母材坡口形式相一致,引弧板、引出板与焊件的板厚差应控制在±2mm之内。
这次家庭旅行,我们在英国德文郡西南部玩了一圈。我们乘船出发,沿着美丽的河道顺流而下,转乘渡船继续前进,然后跳上开往小镇的蒸汽火车。旅程的最后一段是乘公共汽车返回。
(4)坡口的制备 焊接的坡口形式和坡口角度对焊缝金属的熔敷量及结晶过程有着直接影响。现场的坡口形式主要是X形,上坡口50°,下坡口为70°,上坡口深度加焊缝留根占板厚的2/5。在实际焊接过程中焊接变形趋向于焊接量大的构架面,同时留根过大导致翻身碳刨工作量大大增加,为了减小焊接变形量和翻身后的碳刨损耗,现场根据实际情况对焊接坡口进行了改进,改进前后形式对比如图1所示。坡口角度减小的同时减小留根厚度,改进后主焊缝填充金属减少,不仅减少了焊材的损耗,也极大降低了翻身后碳刨工作量,改进后通过3次翻身即可完成85mm厚钢板的对接成形。
(5)预热工艺 不同材质、不同厚度钢板的预热要求如表4所示。
(6)焊接参数厚板埋弧焊的两个关键点是内部质量和焊接变形,适当提高预热温度和适当增加热输入,就可减小变形,从而降低结晶裂纹的倾向。85mm厚板对接焊接参数如表5所示。
因钢板厚度大、刚性约束强,为了避免凝固裂纹的产生和留根焊穿,正面前两道及反面第一道应采用小电流快速焊的方法进行焊接。
(7)厚板变形控制 对于85mm的厚板对接,在实际生产中采用如下焊接顺序:正面焊接第1~10道焊道,翻转,背面用碳弧气刨清根,完毕后,背面焊接11~22道,再翻转,焊接23~48道,最后翻身再焊49~62道。在焊接过程中需要注意,翻身前后焊缝处都要用电加热片跟踪加热,并保持温度>100℃,焊接过程中板的两边需放置10t压铁,减小焊接过程中上翘变形。
具体过程如下:
第一,结构面进行CO2手工电弧焊进行定位,定位焊标准参照上述定位焊工艺,定位结束后清理焊渣,然后进行埋弧焊作业第1~10道,第1道采用小电流快速焊的方法进行焊接,各道的焊接数参如表5所示,焊接结束后板向结构面上翘高度H=20~24mm(见图2)。
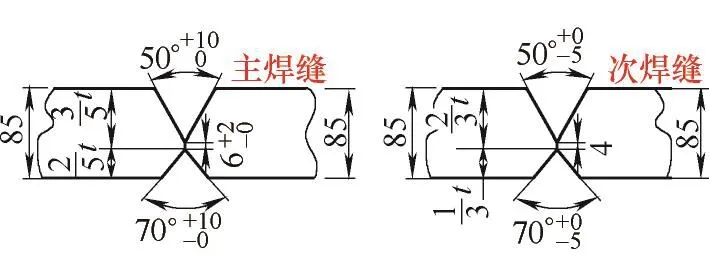
图1

图2 翻身前焊接

表3 抗扭箱对接缝焊材选用
第二,第1次翻身对非结构面坡口进行碳刨清根,处理后坡口根部变成U字形,深度为28~33mm,碳刨后变形量H1在3~5mm附近,打磨结束后对非
构架面进行11~22道的焊接,焊接结束后板向非结构面上翘高度H2=15~20mm(见图3)。
第三,第2次翻身对结构面进行23~48道的埋弧焊,焊接结束后,板向结构面上翘高度H3为25~30mm(见图4)。
第四,第3次翻身对非结构面进行49~62道焊接,焊接结束后板呈现上拱状态,基本没有焊接变形(见图5)。
焊后立即用保温棉覆盖至焊缝上,进行焊后缓冷保温处理,防止产生淬硬组织,以满足焊接接头的力学性能要求。现场实践证明,上述焊接工艺能够满足抗扭箱厚板焊接的质量及精度要求,可以指导后续的厚板焊接。
以上是针对85mm厚板进行的焊接层数统计,不同板厚对接时的多层多道焊的层数统计如表6所示。
(8)焊接缺陷的返修及表面处理 焊缝修补采用CO2焊进行,焊材等级应与原施焊接头要求的焊材等级要求相同。焊补时应将焊补处预热至100℃以上,局部修补处焊道长度必须>50mm。
4. 探伤要求
抗扭箱厚板的探伤较以往探伤更为严格。传统探伤在焊缝的一面进行单面双侧UT检测,而抗扭箱厚板的UT检测是对焊缝进行双面双侧100%检测,有效避免了焊接缺陷的漏检,同时缺陷检测的灵敏度更高。现场厚板的超声波检测,都必须在焊后48h以内进行。
5. 结语
18 000TEU是我公司近年来制作的第一条大型集装箱船,克服种种困难,历时6个月,成功完成了集装箱船超厚板焊接172套,超声波探伤(UT)检测合格率在98%以上,在保证了焊接质量的同时也保证了抗扭箱的上胎制作计划。抗扭箱的制作过程得到了船东、船检的一致认可,实践证明上述工艺满足了焊接质量要求,可以指导实际生产,抗扭箱厚板的焊接制作过程为后续厚板的批量制作积累了经验。

表4

表5 焊接参数

图3 第1次翻身后焊接情况

图4 第2次翻身后焊接情况

图5 第3次翻身后焊接情况

表6 不同板厚对接的多层多道焊层数
参考文献:
[1] 赵伟兴.船舶电焊工[M].北京:国防工业出版社,2008.
20150125
作者简介:蔡金裕等,上海外高桥造船有限公司助理工程师。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
建材发展导向(2021年9期)2021-07-16
焊接(2016年9期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
机械制造文摘(焊接分册)(2014年5期)2014-03-20
