
全数字脉冲MIG焊在LNG项目低温管线焊接中的应用
2015-02-23 07:19王志坚孙建文
金属加工(热加工) 2015年6期
王志坚 孙建文
全数字脉冲MIG焊在LNG项目低温管线焊接中的应用
王志坚 孙建文

【摘要】通过对LNG项目模块化建造工艺管线中的低温碳钢ASTM A333 Gr.6和奥氏体不锈钢ASTM A312 TP304L的焊接性分析,采用全数字脉冲MIG焊进行管道全位置焊接工艺评定,焊缝的性能满足LNG项目技术规格书和ASME B31.3的要求,焊接效率比常规的手工焊填充、盖面提高了一倍左右,确保了LNG项目的建造质量和进度。
1. 概述
2014年,中国石油集团承揽俄罗斯YAMAL LNG项目,该项目位于俄罗斯北极圈以内,亚马尔半岛上南坦别伊天然气田每年有9个月的冰期,最低-52℃。工程为168个模块,钢结构重量5万多t,工艺管线19万m,尺寸0.5~72in(1in=25.4mm)。该项目中主要是管廊上的管线预制,预制长度在20~44m,其中LNG管线(运行温度在-169 ℃)需要做深冷保温。由于项目采用在青岛预制,俄罗斯组装,所以对精度要求高。
传统的工艺管线焊接采用手工氩弧焊(GTAW)和焊条电弧焊(SMAW)进行焊接,焊接效率和合格率不高,提高工艺管线的焊接效率和合格率是保证项目进度的关键。为解决上述问题,我们进行了工艺管线的制作工艺改革,现场安装部分的焊接采用半自动数字MIG焊进行全位置焊。本文着重讨论在LNG项目模块化建造中,设计温度为-50℃和-196℃的低温碳钢管线和不锈钢管线的全数字脉冲MIG焊的应用。
2. 材料焊接性分析
YAMAL LNG项目低温管线主要包括低温碳钢管线和不锈钢管线,最具代表性的低温碳钢管线材料为ASTM A333 Gr.6、A671 Gr.CC60,管件材料为ASTM A350 LF2 CL1、A420 WPL6,通常在-45℃的低温环境下使用,其wC<0.3%,淬硬及冷裂倾向都较小,韧性和塑性好,焊接时一般不易产生硬化组织和裂纹缺陷。不锈钢管线为ASTM A312/A358/A403 TP304/304L, 316/316L,管件材料为ASTM A182 F304/304L,316/316L,通常可用于温度达-196℃的深冷工况,304L和316L具有超低碳含量,使得在近焊缝的热影响区中尽量少析出碳化物,从而大大降低晶间腐蚀。
3. 焊接工艺评定
(1)母材的确定 LNG项目工艺管线的焊接标准为ASME B31.3和ASME IX,按照ASME IX标准,ASTM A333 Gr.6和304L的材料进行焊接工艺评定可以覆盖YAMAL项目工艺管线材料的焊接。试验用母材的化学成分和力学性能如表1、表2所示。

表1 低温碳钢的化学成分和力学性能
(2)焊接方法和焊接设备的确定焊接方法确定:根据LNG项目工艺管线的特点和项
目技术规格书要求,既要满足项目的要求,又要提高工艺管线的焊接质量和效率,因此现场工艺管线采用手工氩弧焊进行根焊和热焊,然后采用半自动全数字脉冲MIG焊进行填充和盖面。因为氩弧焊根焊的焊道厚度只有2~3mm,所以必须再进行一道热焊才能进行脉冲MIG焊。根据脉冲MIG焊的焊接特点,采用半自动脉冲MIG焊进行管线的填充和盖面,可以大幅提高焊接效率,相应减少出现焊接缺陷的概率。

表2 不锈钢的化学成分和力学性能
焊接设备的选择:手工氩弧焊选用LINCOLN AC/DC TIG275进行根焊和热焊,填充和盖面的焊接选用松下全数字脉冲MIG/ MAG焊机500GL3(见图1),采用脉冲模式进行焊接。
采用普通C O2气体保护焊(见图2)与脉冲MIG焊(见图3)分别焊接低温碳钢。CO2气体保护焊焊接参数:焊接电流为176A,电弧电压为20.8V;脉冲MIG焊焊接参数:焊接电流为134A,电弧电压为20.4V。从对比结果可知,脉冲MIG焊从控制热输入、飞溅和焊缝成形来看,优势是显而易见的。
(3)碳钢管线的焊接工艺评定根据YAMAL项目碳钢低温管线设计温度为-50℃的要求,碳钢管线焊接工艺焊材采用合金钢焊丝、广泰KT—80Ni1/KM—80Ni1(ER80S—Ni1)的TIG丝和MIG丝,满足-60℃低温冲击吸收能量≥27J。焊接工艺评定要求如表3、表4所示。
(4)不锈钢管线的焊接工艺评定YAMAL项目不锈钢管线系统的设计温度要求不同,包括-50℃、-104℃和-196℃,因此焊接工艺评定的低温冲击温度选择-196℃,选择广泰KT—308L/ KM-308L (ER308L)的焊丝作为填充材料,并且要求焊丝的冲击侧向膨胀率>0.38mm,铁素体含量≤6FN。具体的焊接工艺评定要求和焊接参数如表5、表6所示。

图 1
4. 焊接工艺评定性能试验及分析
(1)碳钢管线力学性能试验焊接工艺评定试验结果如表7所示。低温碳钢工艺评定的拉伸、弯曲和冲击韧性均满足YAMAL项目的要求,焊接接头进行焊后退火,焊缝的冲击韧性有明显提高。
(2)304L不锈钢力学性能试验 焊接工艺评定试验结果如表8所示。不锈钢工艺评定的拉伸、弯曲和冲击韧性均满足YAMAL项目的要求,冲击试件在-196℃的侧向膨胀率均>0.38mm,铁素体含量<4FN。

图 2

图 3
(3)焊接接头金相组织分析低温碳钢母材、焊接接头金相显微组织如图4所示。
母材组织和热影响区为体素体+珠光体,焊缝组织是以铁素体为主,含少量珠光体的状晶,组织均匀,低温断裂韧性良好。
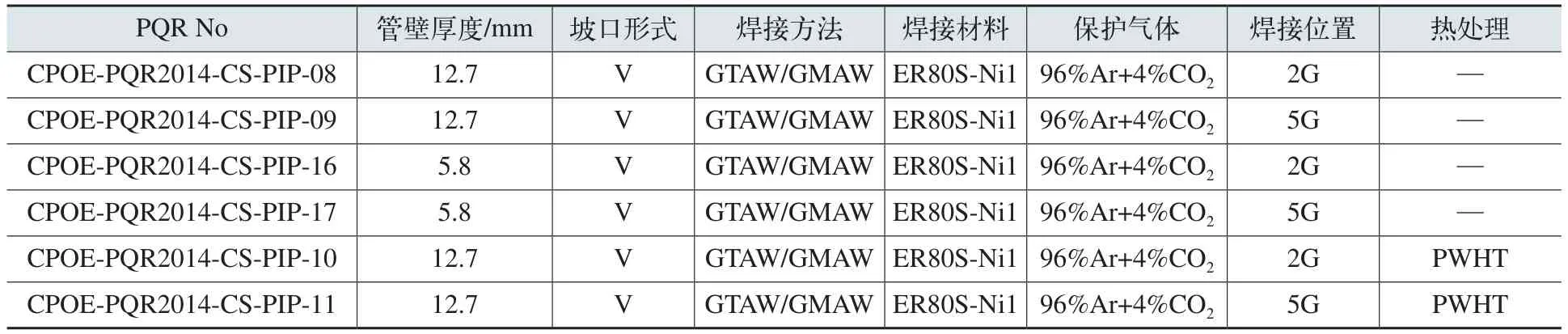
表3 低碳钢焊接工艺评定设计

表4 焊接参数

表5 奥氏体不锈钢304L焊接工艺评定设计

表6 焊接参数
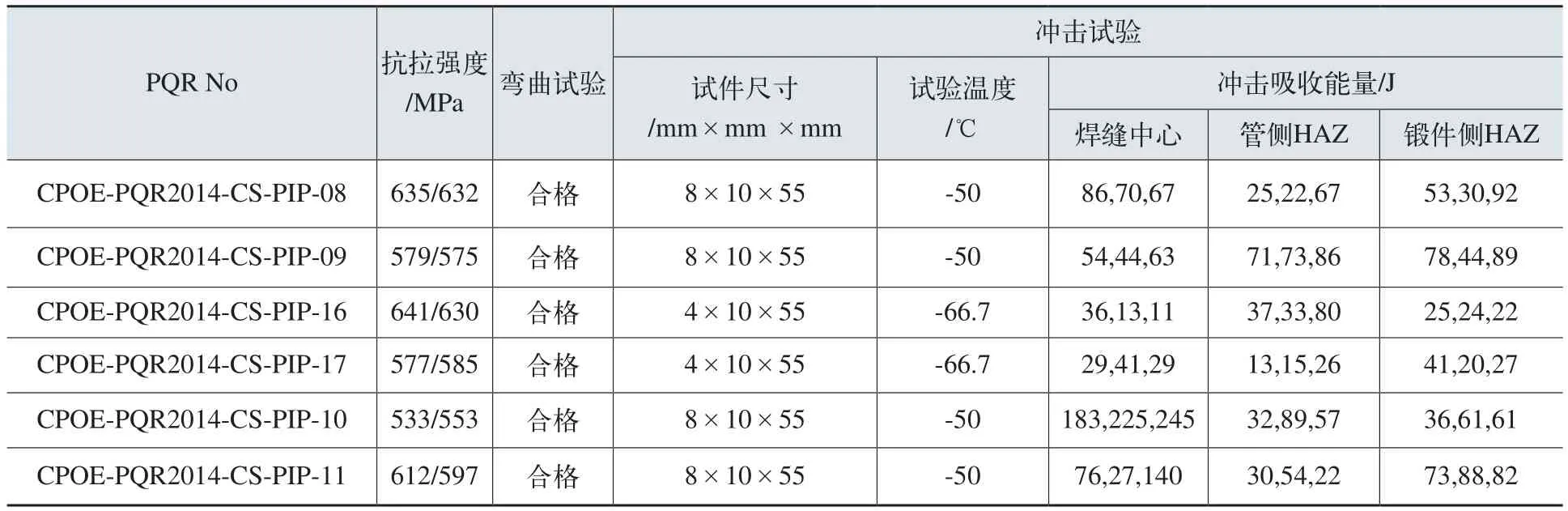
表7

表8
不锈钢母材、焊接接头金相显微组织如图5所示。母材的组织为均匀奥氏体,焊缝组织为奥氏体+少量的铁素体,铁素体含量<4FN。

5. 焊接效率和焊接合格率分析
为满足YAMAL项目的建造进度,在进行工艺管线的焊接工艺评定时,不仅进行了脉冲MIG填充和盖面的焊接工艺评定,还进行了手工焊填充和盖面的焊接工艺评定。我们分别进行了低温碳钢两种规格试件的焊接工艺评定,即:φ355.6mm×12.7mm和φ219.1mm×5.8mm,不锈钢也进行了两种规格试件的焊接工艺评定,即:φ219.1mm×10.31mm 和φ219.1mm×5.8mm,并分别进行了2G和5G位置的焊接,同时对手工焊和脉冲MIG填充和盖面的焊接时间进行了统计,脉冲MIG焊填充和盖面的焊接效率是手工焊的两倍左右。焊接效率与焊接位置和管壁厚度有关,管壁越厚,脉冲MIG焊的焊接效率越高,5G位置的焊接效率优势大于2G位置的。在焊接合格率方面,采用脉冲MIG焊的工艺评定试件全部合格,采用手工焊的则出现了一些焊接缺陷。
6. 结语
脉冲MIG的焊接工艺通过了YAMAL项目业主和第三方的认可,已成功用于YAMAL项目低温碳钢管线、不锈钢管线和深冷管线的焊接,焊接效率比焊条电弧焊的焊接效率提高了一倍左右,焊接一次合格率也明显提高,可达到99%。




图 4


图 5
20150307
作者简介:王志坚等,中国石油集团海洋工程有限公司。
猜你喜欢
星星·诗歌原创(2021年1期)2021-04-01
投资与理财(2020年9期)2020-10-14
山东冶金(2019年6期)2020-01-06
山东冶金(2019年1期)2019-03-30
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
金属加工(热加工)(2018年2期)2018-03-22
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
焊接(2015年2期)2015-07-18
制造技术与机床(2015年10期)2015-04-09
