
基于PLC的电渣炉电极焊控制系统
2015-03-12 06:51韩俊青
电焊机 2015年8期
韩俊青
(德州职业技术学院,山东 德州 253000)
0 前言
电渣炉电极焊接设备的主要功能是将自耗电极与假接头焊接在一起,从而实现为电渣炉提供熔炼电极。其焊接过程是自耗电极与假接头在坡口内的多层摆动焊接。焊接枪头根据系统设定好的位移曲线进行一层接一层有序的摆动焊接,直到填满自耗电极与假接头之间的坡口[1]。
在焊接过程中,影响焊接质量和稳定性的关键因素是焊接弧长,过长的弧长会导致焊缝成形质量较差,弧长过短又容易造成频繁短路。影响焊接弧长变化的主要因素有焊接电压、送丝速度以及工件与焊枪导电嘴之间的距离。在电网电压稳定和送丝速度基本恒定的情况下,控制系统需要设计合适的控制器和相应控制算法对焊接工件与焊枪导电嘴之间距离进行调节[2]。在此主要从控制工件与导电嘴之间距离的角度详细讨论控制策略和方法。
1 硬件系统设计
电渣炉电极焊的硬件控制系统包括焊枪枪头位移控制系统、横臂移动控制系统、焊接滚轮架控制系统等。由伺服控制器驱动的伺服电机带动滚珠丝杠组成焊枪枪头位移系统。PLC通过MODBUS通信方式控制伺服控制器并读取其状态,伺服电机在伺服控制器控制下带动滚珠丝杠旋转实现焊枪的y方向升降运动和x方向左右运动[3]。滚珠丝杠的转速和焊枪枪头位置通过旋转编码器又反馈至伺服控制器和PLC中,形成闭环负反馈。横臂移动控制系统和焊接滚轮架控制系统都是由PLC直接控制交流电机驱蜗轮蜗杆或者减速器完成指定动作。
设计的电渣炉电极焊自动控制系统采用工控机作为上位机,上位机对焊接过程中的实时数据及相关重点参数进行监视并显示到人机界面触摸屏上。PLC作为下位机完成程序的执行和数据的通讯,上下位机通讯采用MODBUS通讯方式。控制系统硬件组成为华研工控机、西门子TP-178触摸屏、S7-200PLC及扩展模块、RS485PPI通信线缆等[4]。系统结构如图1所示。
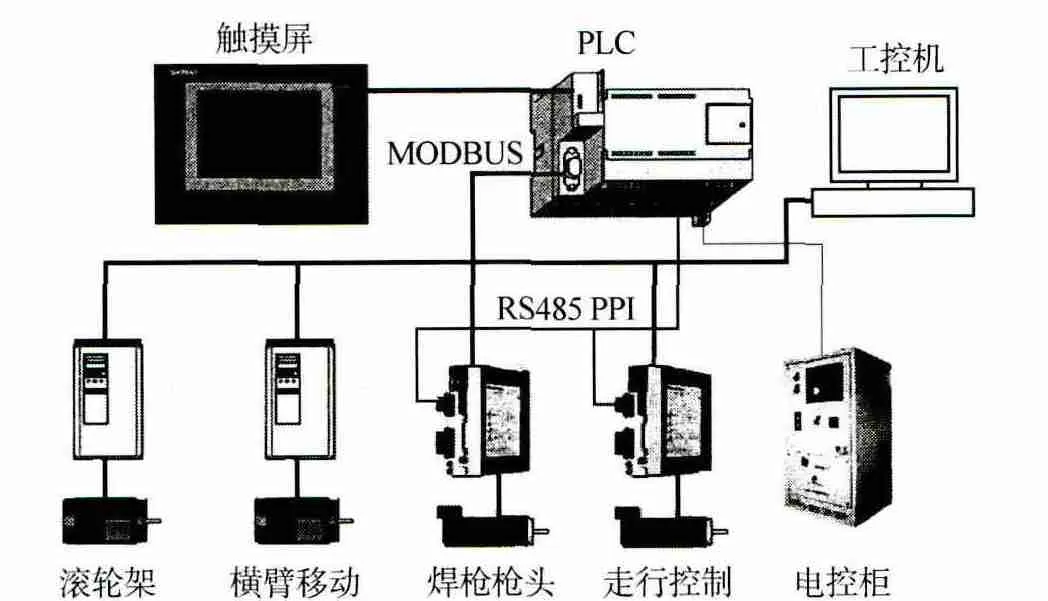
图1 电渣炉电极焊控制结构
设计的焊接控制系统主要实现如下功能。
(1)监控焊接控制系统工作状态,采样重点数据并实时显示在人机界面上,记录焊接过程,生成实时趋势图。
(2)以手动或自动运行的方式扫描执行上位机和PLC中的设定程序,控制焊枪枪头精确移动、焊枪横臂移动以及台架换轮的旋转。
(3)通过触摸屏可以随时手动调节焊接电流。
2 系统软件设计
PLC作为控制系统的核心,焊枪的位移、焊接横臂移动和滚轮架转动以三个子程序的形式进行设计。焊枪的位移按照移动方向的不同又可以分为x轴方向(左右)位移控制和y轴方向(上下)位移控制。系统程序模块如图2所示。
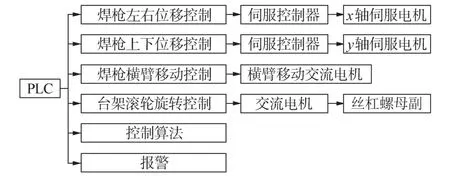
图2 系统程序控制模块
2.1 焊枪左右位移控制
焊枪左右位移的控制程序有手动和自动两种控制方式。手动方式由人工操作完成产品首件的试焊,通过操作面板上的方向控制按钮完成焊枪的位移动作。针对工件焊接坡口的尺寸形状,设计了相应的伺服电机位移程序并存储在PLC的ROM中,PLC扫描执行后从输出端发出PWM脉冲指令来控制伺服控制器,驱动焊枪按照预设的位移曲线在x轴方向上移动,即为自动控制方式。
如图2所示,PLC发出脉冲信号到焊枪左右位移伺服控制器,控制器驱动伺服电机带动滚珠丝杠旋转,焊枪枪头导电嘴在丝杠带动下按指定路线移动。焊枪实时位置以MODBUS通讯方式反馈给人机界面和上位机。伺服电机实时状态都显示在上位机工控机和人机界面触摸屏上,方便操作人员实时监控。
2.2 焊枪上下位移控制
焊枪枪头导电嘴y方向上下位移控制方式与左右位移类似,控制方式也分手动和自动两种方式。在自动控制方式下,与左右位移控制流程相同,PLC输出PWM脉冲控制指令到上下位移伺服控制器[5],滚珠丝杠副带动焊枪枪头导电嘴在y方向上下移动。机械装置中也有行程开关用于限位保护。焊枪枪头导电嘴上下位移控制流程如图3所示。
3 焊接电流调节
选择适当的焊机和送丝方式可以避免因焊接电压不稳和送丝速度变化对焊接电弧产生的干扰,由于滚轮带动自耗电极旋转时的径向跳动,同时假接头与自耗电极对位精度不高等问题,焊接过程中工件与焊枪枪头导电嘴之间的距离变化不可避免。
由于工件与焊枪枪头导电嘴之间的距离是由伺服电机驱动的焊枪枪头走形路线决定的,控制导电嘴距离参数的根本途径就是调节焊接电流的大小,焊枪枪头伺服电机根据焊接电流自动调整焊接路线,从而实现工件与导电嘴之间的距离恒定,达到稳定焊接弧长的目的。本研究以焊接电流值与给定稳定焊接电流的偏差为控制量进行闭环控制,通过控制算法计算并调节伺服控制器输出量,最终实现焊接弧长的基本稳定。
所设计的台架滚轮旋转运动和焊枪横臂移动均采用常规PID控制。由于焊枪上下走形运动较为复杂,焊接过程中工件与焊枪枪头导电嘴之间的距离很难保持恒定,严重影响焊接电弧长和焊接质量。本研究采用模糊控制理论与PID控制算法相结合的模糊PID控制算法作为焊枪枪头导电嘴上下走形的控制策略。根据模糊PID控制策略,将PID控制器的比例、积分、微分参数查询表存入PLC的ROM中,在PLC中断子程序中写入参数查询程序,完成系统在线实时整定PID参数。焊接电流模糊PID控制算法流程如图4所示。
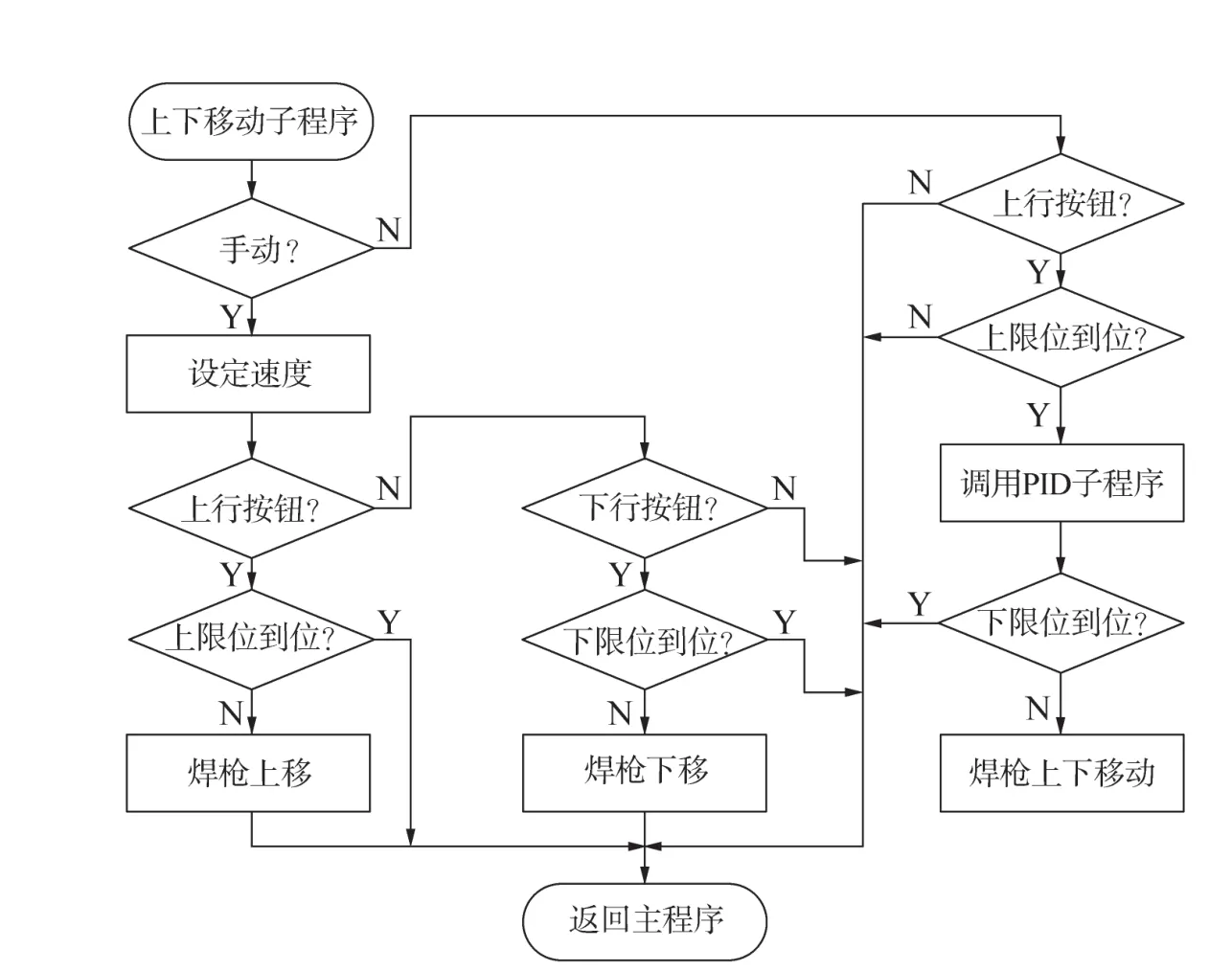
图3 焊枪枪头上下走形控制流程框图
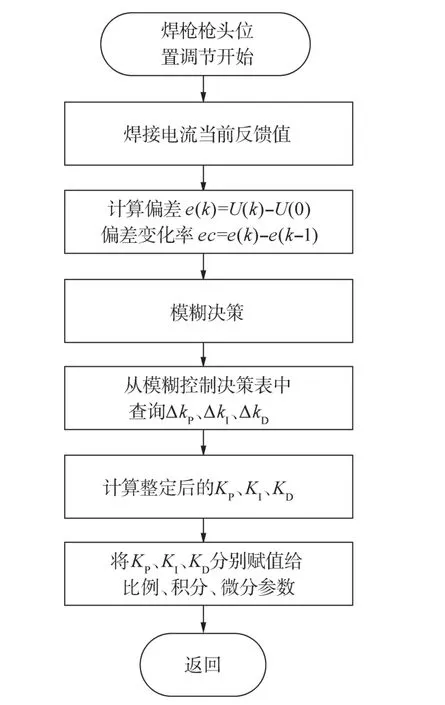
图4 焊接电流模糊PID控制算法流程
4 结论
研究了控制系统的硬件组成和软件设计,该系统以可编程控制器PLC为核心,分别对焊枪枪头走行控制系统、横臂移动控制系统、焊接滚轮架旋转控制系统进行了程序设计;针对焊接工件与焊枪枪头导电嘴之间距离难以稳定的情况,设计了以焊接电流闭环控制的模糊PID控制算法。
[1]李亚江,刘强,王娟.气体保护焊工艺及应用[M].北京:化学工业出版社,2009:2-6.
[2]殷树言,刘嘉.数字化焊机发展趋势[J].现代制造,2005,5(6):34-35.
[3]李国勇,卫明社.可编程控制器原理及应用[M].北京:国防工业出版社,2009:66-70.
[4]吕学勤,刘刚,吴毅雄.焊接智能控制及其发展趋势[J].电焊接,2007,37(5):18-20.
[5]Mansour S E,Kember G C,Dubay R,et al.Online Optimization of Fuzzy—PID Control of a Thermal Process[J].ISA Transactions,2005,44(2):305-314.
猜你喜欢
现代农机(2022年3期)2022-07-11
新世纪智能(数学备考)(2021年10期)2021-12-21
新世纪智能(数学备考)(2020年10期)2021-01-04
微特电机(2020年11期)2020-12-30
组合机床与自动化加工技术(2019年11期)2019-11-27
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
工业设计(2016年6期)2016-04-17
焊接(2016年6期)2016-02-27
焊接(2016年4期)2016-02-27
