
基于SML的产品参数化工艺变型设计研究*
2015-03-14 09:01谈宏志
上海电气技术 2015年4期
关键词:参数化设计
谈宏志
上海电气集团股份有限公司 中央研究院 上海 200070
基于SML的产品参数化工艺变型设计研究*
谈宏志
上海电气集团股份有限公司 中央研究院上海200070
摘要:为了满足市场产品多样化、客户个性化的要求,以及缩短产品设计和制造周期,提高产品设计效率和企业的市场竞争力,提出了基于SML的零件参数化工艺变型设计方法,引入减料几何特性与加工分步特征等概念,分析了基于SML的产品工艺变型设计技术及其实施方案,实践证明,研究结果达到了预期效果。
关键词:SML; 工艺变型; 参数化设计; 快速设计
Abstract:In order to meet the requirement for diversification of market product and client individuation, to reduce the lead time for product design and manufacturing, to improve product design efficiency and market competitiveness of the enterprises, a design approach is proposed and it is built on XML-based process variant via product parametriation. This paper introduces the concepts such as geometrical features of material reduction and characteristics of multiplestep process, while analyzing SML-based design technology via product process variant as well as their executive plans. Practice has proved that the findings come to the desired effect.
Key Words:SML; Process Variant; Parameterized Design; Quick Design
随着产品快速设计技术的发展,产品设计阶段的周期越来越短,各项设计技术的成熟,产品设计阶段的优化已经到了极限,促发了对产品全周期快速设计的研究。国内研究较早的是浙江大学现代制造工程研究所,他们在国外对工艺建模研究的基础上,从零件实际加工过程出发,建立相似零件族的主工艺文档,提高了产品工艺文档的输出效率[2-4];王新杰教授在几何建模的基础上,提出了定量化工艺建模与工艺设计的方法,从产品基础性工艺的角度分析问题,通过对产品每个工序的定量化详细描述,直观地体现出产品制造加工的整个流程;韩书霞将产品的工艺建模应用到内燃机的制造过程中,同时应用产品的成组技术,以产品加工工艺元为单位,建立了具有层次化结构的工艺模型。但是国内对产品参数化工艺变型设计的研究还很局限,没有从本质上解决产品工艺变型设计的复杂性。为了解决因零件公差、粗糙度、热处理等工艺变化引起的工艺路线和工序的变化问题,笔者将产品的事物特性表引入到产品的工艺建模中,引入减料几何特性与加工分步特征等概念,结合产品几何模型中的外形结构特征,将描述外形特征的参数演变成加工该产品对应外形特征的工艺参数,如此可以基于产品事物特性表来建立相似产品的加工特征主文档,即建立产品的参数化工艺主模型,修改工艺主文档的某些参数就可以生成新产品的工艺文档。
1产品加工工艺文档信息知识
产品的事物特性表(德文SML: Sach-merk-Leisten)是产品信息的核心,它主要描述了产品零部件的几何特征、制造特征及功能特征。其中制造特征包括产品的图号、编码、材料、质量、密度、型号、零部件类型等信息,是建立可变型模型设计系统的关键,对于该理论知识的研究已经很成熟,这里不予详细介绍。
研究产品工艺变型设计的关键点是要建立基于事物特性表的产品工艺文档,重点是要确定工艺文档中信息的表示方式,包括描述产品工艺卡与工序卡的方式。产品工艺过程主要描述产品从原材料到成品的生产制造过程,也可以视为产品几何造型全过程。考虑到产品的制造工艺特征,主要研究采用减料成型法生成的产品,就是将毛坯件或原料进行车、铣、刨、磨等加工手段最终得到成品。为了能够将虚拟制造工艺文档和实际加工工艺完全匹配,在计算机辅助设计软件中也采用减料法建立3D模型。图1描述了金属软管终端保护套减料成型过程。

图1 金属软管终端保护套减料成型过程
1.1 加工分步特征的概念
图1中,在金属软管终端保护套减料成型过程中,完成了从铜棒到保护套的加工,包含了3个减料加工分步过程,每一次减料过程都使中间半成品的外形和质量发生变化,为提高零件的表面性能,最后对加工成品进行表面镀镍工艺。在此过程中,随着加工材料质量的逐步减少,变化量为Δm1、Δm2、…、Δmn,质量减少的部分从宏观角度讲,它们是具有一定外形的去除件,也有一定的加工余量、表面粗糙度Ra、平行度误差等工艺特性,将这类特征定义为零件的加工分步特征。从它的定义可知,各个零件从毛坯到成品的加工过程有很多加工分步特征。
1.2 减料几何特征的概念
加工分步特征形象地表现了零件的加工工艺过程,图2为金属软管终端保护套中心孔成型工步,该图详细显示了半成品A到半成品B的减料加工过程。C圆柱体是从A加工到B时减去的总材料,该圆柱有外形、高度、直径φD、表面加工精度等特性,将这一类特征定义为减料几何特征,详细描述了加工过程中减料几何的所有特征信息,包括几何参数(指直径φD和高度)、工艺参数(指加工精度)等。圆柱C是加工B零件中心孔的减料几何特性,该特性包含很多几何工艺特征,如粗镗、精镗等加工分步特征。同一个加工分步特征会因为成品要求不同而具有不同的属性,有的甚至直接影响零件加工的工序或者工步。有些轴系的零件整体强度需求高,要对加工制造与热处理的顺序进行调整;有些零件加工精度要求在IT10以上时,需要增加“精加工”的工步。

图2 减料几何特性示例
2基于事物特性表产品参数化工艺建模
零件族参数化几何模型的建立,可以快速设计出新产品的结构,但是该设计没有延展性,不能够支持后续产品制造加工,因为制造加工设计的工艺非常繁琐,包括加工尺寸、余量控制、表面处理(粗糙度等)、材料选择、公差配合、半成品或成品热处理等信息。根据上述工艺信息制定产品工艺文档[8-9],它是产品外形结构设计与制造加工的桥梁,起到了承上启下的作用。为了更好、更快、更准确地完成产品设计制造,可以在设计好的几何模型的基础上,利用事物特性表技术,建立产品模型的工艺主文档。与几何模型中的主模型一样,工艺主文档能够描述该产品零件族集合中所有零件的加工工艺,通过修改主文档中的工艺参数,生成新零件的工艺。
产品零件族参数化工艺建模就是基于产品SML建立参数化工艺变型文档,整个过程为: 首先收集并分析相似产品的工艺过程,其次建立能够代表相似产品集合内所有产品工艺的参数化主文档,最后根据新产品的个性特征,修改相关工艺参数,实现工艺过程的变化,输出新工艺文档。该过程和参数化几何建模相似,但是因为在产品工艺建模中需要考虑零件的公差配合、成品热处理等信息,工艺参数化建模难度更高。考虑到产品相似特征可采用相似的工艺来加工,所以即使结构与性能不相似的产品之间的工艺也可以相互借用,不同集合内的零件加工工艺也可具有相似性,这就简化了整个参数化工艺建模系统。通过建立相似零件的参数化工艺文档,将文档中改变的参数设为变型参数,在参数化工艺建模子系统中建立基于事物特性表的参数化工艺文档,在参数化系统中改变工艺文档中的变型参数,得到新的工艺文档,具有相似工艺特征的不同零件族的工艺主文档可相互借用。
事物特性表在产品参数化变型设计中起了很大的作用,它是整个系统的纽带。不同的企业具有不同的产品,这也决定了所涉及的加工分步特征含有个性因素,所建立的事物特性表在结构内容上都有区别。笔者结合具体产品的特征,建立起对应产品的加工分步特征事物特性表,在该事物特性表中,表头包括了所有的产品几何特征信息,另外增加了诸如零件加工精度、零件加工材料、表面后处理等零件工艺特征信息。表1为某中心孔的加工分步特征的事物特性表,表中列为该中心孔的事物特性属性,行为属性值[10]。通过各列中属性来描述该中心孔的加工分步特征,促进了产品参数化工艺建模。通过加工分步特征的定义可知,加工的精度与要求越高,零件的加工工步就越多,宏观的加工分步特征就越多,描述零件的加工工艺的难度就越高。

表1 金属软管接头中心孔加工特征事物特性表
在创建工艺文档过程中,将企业加工产品的经验和机械加工工艺手册中的知识作为专家知识编写到系统中,本质上提高了编制相似产品工艺文档的速度[11]。某零件中心孔的加工工艺的余量选择规则如下:
If{
几何特征类型=“孔”and
材料=“Cu” or “Fe” and
热处理=“无”and
加工类型=“机加工”and
直径范围=“(10mm,100mm)”and
加工精度范围=“(IT12,IT6)”and
粗糙度范围=“(Ra6.3,Ra0.8)”
}
Then{
粗镗余量值=2mm;
半精镗余量值=0.5mm;
精镗余量值=0mm。
}
根据上述工艺规则可以计算出零件中加工该孔的毛坯尺寸。假设产品零件的中心孔φD0=50mm,粗镗余量为 2mm,可计算出孔毛坯直径φD0为:
φD0=50-0-2-0.5=47.5mm
零件中所有加工分步特征的尺寸计算类似,这里需要注意的是,当零件需要表面处理时,需要考虑表面处理对零件尺寸的影响,各工步中加工余量需要作相应的调整。
3基于SML产品工艺变型设计的实现
在参数化设计过程中,当客户需求发生变化引起产品的外形和加工工艺发生变化时,产品设计系统必须迅速作出响应,并顺利生成新数学模型、二维工程图和零件加工工艺卡。为了达到这一效果,本研究将产品零件族事物特性表中的产品几何属性参数与工艺属性参数分别与数学模型和工艺主文档模板相互映射。当改变初始设计参数后,系统可以快速生成对应的工艺过程卡;当零件外形、尺寸发生变化时,其减料几何特征也发生变化,加工分步特征随之变化,整个加工分步特征工艺主文档发生变型,最终生成新工艺过程卡。整个工艺变型驱动流程如3所示。
上文中已经阐述产品的事物特性表中包含加工分步特征的特性参数,通过修改事物特性表中对加工分步特征中的参数值,驱动产品加工分步特征,最后在加工工艺文档中表现出来。加工分步特征为产品工艺模型建立过程中的最小元,图4为某零件中心孔加工工艺变型的效果图。对于加工大直径中心孔FFAP-52082的加工分步特征,孔的加工精度为IT10,表面粗糙度为Ra6.8,根据专家系统可知,该孔只需半精加工来保证精度,其工艺文档只包括粗镗与半精镗的工步;而小直径中心孔FFAP-53092的加工分步特征,加工精度为IT9,表面粗糙度为Ra3.2,由专家系统加工经验可知,必须要用精加工来保证产品精度,它的工艺文档比前者多了精镗的工步。

图3 工艺变型驱动流程图
零件族参数化工艺建模的优势主要体现在可快速生成零件的加工工艺文档,提高参数化设计速度。在设计新产品时,可对应专家系统中的零件族寻找相似产品,对比与现有产品的差异,根据差异在人机交互界面上修改零件的几何与工艺参数,驱动主工艺文档模板生成新产品的工艺文档,不需要重复设计相似产品的工艺,压缩了设计步骤,设计效率明显得到提高。零件族的工艺文档模板可以表示出该相似零件族集合中所有零件的生产工艺,赋予零件族工艺文档模板特定参数即表示零件族中某一特例或特例拓展体。将零件族工艺模型和表示工艺特征的事物特性表集成到参数化设计系统中,即可实现零件族工艺参数化变型设计。
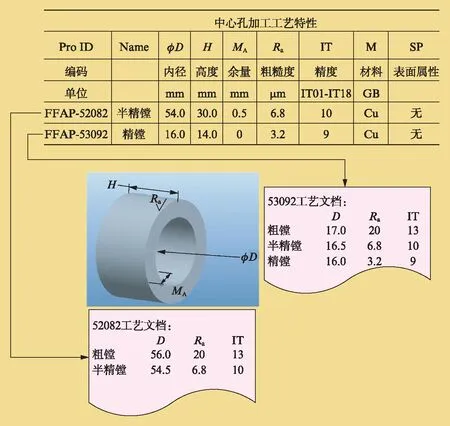
图4 中心孔工艺变型过程
零件族的工艺模型除了与零件族几何模型有相似之处,还有自身的特点,因为对于结构完全一样的零件,它们的制造材料或加工精度不同时,其工艺文档中的工序、工步等信息有时会有天壤之别。对于工艺模型这一特殊性,零件族的工艺模型中参数信息远比几何模型中的多,这样才能满足零件族的工艺要求,对于加工工艺复杂的零件族,甚至需要以更小的单位划分该零件族。
4结束语
笔者在研究工艺建模技术的基础上,首先引入减料几何特征和加工分步特征的概念,将产品的加工分步特征很好地与产品的加工工艺相结合,详细阐述了产品零件族工艺建模及其参数化变型设计。同时对基于事物特性表的参数化工艺建模进行了详细研究,但是研究还不够深入,对于因产品加工精度、表面粗糙度发生变化时加工工序及工步的变型设计只做了理论分析,笔者正在将理论研究联系到实际应用中,为产品全周期的快速设计提供理论依据。
参考文献
Sudarsan R, Fenves S J, Sriram R D, et al. A Product Information Modeling Framework for Product Lifecycle Management. Computer-Aided Design, 2005,37(13);1399-1411.
金国新.基于SML与加工特征的零件工艺变型设计技术及系统.杭州: 浙江大学,2007.
钟薇薇.基于SML的零件族建模与变型设计.杭州: 浙江大学,2012.
陈宾宾.基于事物特性表的零件族建模方法研究与应用.杭州: 浙江大学,2012.
王新杰,蔡力钢,李培根.基于3D的定量化工艺建模与工艺设计.华中科技大学学报(自然科学版),2002(12): 65-66.
韩书霞,韩彦军.内燃机零部件CAPP系统的工艺建模.内燃机配件,2007(1): 18-20.
谈宏志,仲梁维.基于事物特性表的产品参数化变型设计研究.现代制造工程,2012(8): 76-79.
祁国宁,Schttner J,顾新建,等.一种面向大批量定制的产品建模方法.计算机集成制造系统,2002,8(1): 12-15.
纪丰伟,陈恳,张根保.二维参数化技术的发展现状及趋势分析.机械设计与制造工程,2000,29(4): 38-40.
[10] 《GB/T 10091.1—1995》.事物特性表 定义和原理.
[11] Zha X F, Sriram R D. Platform-based Product Design and Development: A Knowledge-intensive Support Approach. Knowledge-Based Systems, 2006,19(7): 524-543.
文章编号:1674-540X(2015)04-028-05
中图分类号:TH122
文献标识码:A
作者简介:谈宏志(1987-),男,硕士,助理工程师,主要从事智能制造系统的研究工作,E-mail: tan573713375@126.com
收稿日期:2015年7月
*上海市科学技术委员会资助项目(编号: 13DZ1101600)
猜你喜欢
湖南大学学报·自然科学版(2017年4期)2017-05-18
科技视界(2017年1期)2017-04-20
科学与财富(2017年7期)2017-04-11
山东工业技术(2017年7期)2017-04-10
中国高新技术企业(2017年3期)2017-03-30
软件导刊(2016年9期)2016-11-07
科技资讯(2015年19期)2015-10-09
科技资讯(2015年8期)2015-07-02
计算机辅助工程(2015年2期)2015-05-11
科技与创新(2015年6期)2015-05-04
