
超高强度钢丝及其热处理
2015-04-23 05:14孙宁冯伟年
金属加工(热加工) 2015年23期
■ 孙宁,冯伟年
在相同荷载条件下,提高钢丝强度,可以减少钢丝的用量,20世纪末强度达4000MPa的钢帘线就已经在工业中得到应用,其后5000MPa的超高强度钢丝也在研制。钢丝的强度主要是由其化学成分、热处理后的组织和拉拔的变形率三个参数共同决定的,钢的纯净度则是其必需的条件。
1. 钢的化学成分
众所周知,高碳钢丝的强度大于低碳钢丝。碳对钢丝强度的影响最明显,钢丝的强度随着含碳量增加而提高,伸长率和面缩率则下降;冷塑性变形的加工性随之降低。高强度钢丝中的含碳一般在共析点附近,或略高过共析成分。
高强度钢丝中,碳之外较少有合金成分(弹簧钢丝、轴承钢丝等特殊用途的除外)。 高强度钢丝在冷拔前都要进行等温处理索氏体化,大部分合金元素会使奥氏体等温转变的C曲线右移,使得等温分解的孕育期和分解的完成时间都会增加,现在钢丝行业中仍主要以铅槽作为等温分解设备,由此铅浴炉将要成倍地加长,一般是无法实现的。
超高强度钢帘线中一般加入0.3%左右的Cr(质量分数),使得在提高强度的同时,较少地降低减面率。这是因为铬可以阻滞片状渗碳体向球状渗碳体转化,减缓渗碳体的长大,增强冷态变形的强化作用,有较高硬化率,在相同的变形量条件下,可以提高强度。铬对变形强化的影响如图1所示,铬对面缩率的影响如图2所示。由于铬也会使C曲线向右移,因此在索氏体处理过程中要比碳钢的等温时间长。
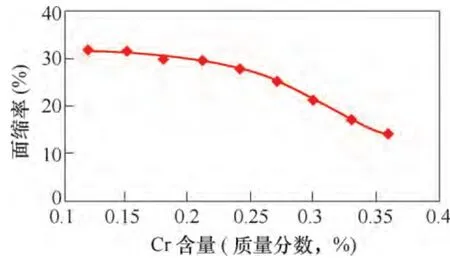
图2 铬对面缩率的影响(0.82%碳钢)
2. 热处理
钢丝热处理的目的是为后续进一步拉拨提供冷变形的组织准备。在获得高塑性的同时具有适当的强度,并在此基础上经变形强化达到最终的强度。据相关文献可知:强度4000MPa的钢帘线,其热处理强化的贡献率为35%(1400MPa),拉拔强化为65%(2600MPa)。索桥用钢丝的热处理强化贡献率为68%,拉伸强化为32%,其最终强度为2000MPa,如图3所示。由此可见,热处理是高强度钢丝生产中的重要环节。
(1)索氏体化 高强度钢丝的预备热处理一般是索氏体化。索氏体是细小片状铁素体和弥散渗碳体的混合物,在变形过程中,铁索体伸长,片间距减小。

图1 铬对强度的影响

图3 不同直径、不同强度钢丝的铅浴淬火与钢丝拉拔的强化率1—直径0.2mm,强度2800MPa2—直径0.2mm,强度4000MPa3—直径5mm,强度2000MPa
由索氏体的片间距与过冷度的关系可知,索氏体等温分解的过冷度越大,则片间距越小,强度相应提高。目前钢丝生产中的索氏体化,主要是将钢丝加热到900℃左右,然后浸入500~560℃的铅浴中等温分解。随着高温钢丝的不断进入,铅浴温度逐渐升高,其入口处温度最高,过冷度也是不断变化的,由此导致热处理后钢丝的通条性不好,性能不均匀。
(2)晶粒度 晶粒细化是强化的手段之一,快速加热在热处理过程中可得到超细晶粒。接触电加热和感应加热都是适用于钢丝热处理的快速加热方式。低碳钢的晶粒尺寸与面缩率的关系曲线如图4所示,从中可看出,细晶粒的面缩率明显大于粗晶粒的面缩率,说明细晶粒组织可经受更大的变形率,变形量越大,则强度越高。
(3)设备与工艺 钢丝快速感应加热索氏体化成套设备,将f2.19mm的82B钢丝进行索氏体化处理,加热速度800℃/s左右,保温2s,加热温度860℃左右;水雾冷却索氏体化,冷却温度600℃,冷却时间0.8s。晶粒度为12~14级,索氏体的片间距100~200 nm,索氏体化率大于95%,抗拉强度σb= 1199 MPa,伸长率δ=13.5%, 面缩率55%,然后拉拔至f0.55mm,减面率为93.7%,抗拉强度σb=2520MPa,进一步拉拔至f0.42mm,减面率为96.3%,抗拉强度σb=3030MPa。其中热处理强化占39.2%,拉拔变形的强化为60.8%。由于缺乏模具未做进一步的拉拔,因快速加热导致晶粒的细化,使拉拔的变形率达96.3%。
(4)下贝氏体化 钢丝索氏体化后,可以获得良好的塑性,适应于进一步拉拔变形,但是索氏体的强度很少能超过1300MPa,对于超高强度钢丝,显然无法满足需要。
下贝氏体化的强度比索氏体化高20%~40%,可达1400~1800 MPa,仍然有良好的塑性,按热处理强化占35%的比例,则下贝氏体经拉拔强化后的强度可达4500~5000MPa,是超高强度钢丝最有可选择前景的热处理方法。
高碳钢丝加热至奥氏体化后,在350℃至Ms之间等温分解为下贝氏体。
提高下贝氏体的塑性,以适应进一步的拉拔变形,是获得超高强度的重要步骤。
等温分解后的下贝氏体进行快速加热回火,采用感应加热快速回火,加热时间0.5~1s,加热速度大于500℃/s,可避免碳化物的积聚、粗大,导致塑性下降。索氏体与下贝氏体热处理和拉拔后的性能对比见附表。

图5 0.9%碳钢压缩比对强度的影响
3. 加工强化
钢丝的强度是由最终的拉拔强化决定的,变形率与强化之间在压缩比为ε=90%左右时,近似地呈线性关系。当ε>90%后,强化作用陡然上升。要获得3500 MPa以上,压缩比应大于95%(见图5)。
进行大变形量的拉拔,有如下的条件:
(1)高的治金质量,高的钢材纯洁度。杂质、气体特别是非金属夹杂物要控制在规定的范围内,要用Ca-Si脱氧,最好采用电磁搅拌,减少偏析。
(2)当总变形量的压缩比95%以上时,应采用多次小变形量拉拔,每次拉拔的减面率为13%~17%。
(3)最后拉拔前的热处理,应当是超细晶粒的,或经快速回火的下贝氏体,其中没有残留奥氏体。

图4

索氏体与下贝氏体热处理和拉拔后的性能对比
(4)钢丝的表面应有良好的润滑及合理的拉丝模结构。
4. 结语
超高强度钢丝是在充分发挥热处理和拉拔加工的基础上得到的,热处理是为钢丝拉拔前具有高塑性和较高强度提供预备组织,为钢丝进行高变形率的加工拉拔增加变形强化创造条件。
(1)采用快速加热奥氏体化,加热速度为500℃/s以上,获得晶粒度为12~14级的超细晶粒组织。
(2)等温热处理时应采用快速冷却,从奥氏体冷却到等温区的时间为0.5~1s,获得间距小的层状索氏体,避免出现先析渗碳体。
(3)在等温转变区应有足够的等温转变时间,使过冷奥氏体得以充分转变。
(4)由于下贝氏体的强度比索氏体高20%~40%,塑性接近,采用下贝氏体作为拉拔前的预备组织,是生产超高强度钢丝的新方向。
当下贝氏体处理后的强度σb=1600MPa时,拉拔强化的贡献为65%,则最终强度可达4500MPa。有文献报道: 80钢丝经240~250℃等温处理后的强度可达2100~2200MPa,在此基础上拉拔变形,则钢丝强度可望达到或超过5000MPa。
猜你喜欢
宝钢技术(2022年4期)2022-11-11
山东冶金(2022年2期)2022-08-08
热处理技术与装备(2021年6期)2022-01-06
现代塑料加工应用(2021年5期)2021-02-28
中国金属通报(2020年22期)2020-03-09
河北工业大学学报(2016年6期)2016-04-16
中国人兽共患病学报(2016年6期)2016-01-30
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29
中国塑料(2015年3期)2015-11-27
