
42CrMo钢阀桥U形槽底高频感应淬火变形分析
2015-04-23 04:23张晓云军朝
金属加工(热加工) 2015年17期
■ 张晓云, 军朝
阀桥是柴油机驱动机构中用一个作用力驱动两个或多个气门的零件。在将凸轮的旋转运动转换为气门或喷油泵的往复运动过程中,长期与气门顶杆相接触,受往复小冲击及磨损,不仅要求具有一定的综合力学性能,而且应具有一定的耐磨性。我公司在柴油机装配和拆检过程中,多次发现该零件因U形槽处变形导致早期失效,从而造成驱动机构频繁拆装和密闭不严,因此对阀桥正确进行热处理是延长此类零件使用寿命的关键。本文对此零件U形槽底高频感应淬火前后进行了各种试验和变形分析。
1. 试验材料与方法
阀体所采用材料为42CrMo钢,其槽口形状为U形,尺寸规格及外形如图1所示,槽宽及槽深分别为18.5mm和8.5mm。技术要求为:淬火硬度为≥55HRC,淬硬层深度≥1.6mm,槽口尺寸为18.5+0.1+0mm。
为提高阀体的硬度及耐磨性,我公司采用了42CrMo材料制造,其化学成分分别为wC=0.41%、wCr=1.05%、wMo=0.18%、wP=0.015%、wS=0.005%,余量为Fe。
阀体的加工工序为:锻造→调质→机械加工→高频感应淬火→机械加工。
高频感应淬火设备型号为GGC-80-2A,采用数显洛氏硬度机TIMER5330检测淬火、回火硬度,用MEF4A金相显微镜观察试样的显微组织。
2. 高频感应淬火及变形统计
高频感应淬火设备GGC-80-2A能够在短时间内将零件表面加热至Ac3以上淬火温度,而且几乎无保温时间,短时高效。在实际处理过程中,因该零件淬火区域为槽底平面,较一般圆柱外圆面感应加热效果有所降低,致使加热时间较长。同时,阀体槽底面厚薄不均,故感应器与槽底间加热距离稍远。具体处理过程如表1所示。
阀体槽底感应加热淬火后,硬度为56~57HRC,淬硬层深度3.5mm左右,槽口尺寸为18.70~18.72mm,变形量为0.16~0.17mm,超差工艺尺寸上限0.1~0.12mm。
3. 分析与讨论

图1 阀桥及槽口示意

表1 高频感应淬火处理参数及变形数据
感应淬火时,多数表现为热应力畸变,为了控制畸变量,应减少热量向心部传递。在本试验中,为减少应力影响,拟采取低温退火、前期预压缩变形和缩短加热距离等三种方式进行。
从表2可看出,通过160℃、180℃和200℃×5h的低温退火处理,机械加工应力得到部分释放,淬火后槽口变形量为0.12~0.14mm,改善不明显,变形无规律。
从表3可看出,通过1MPa、2MPa和3MPa预压缩变形,槽口分别收缩0.04mm、0.06mm和0.11mm,淬火后槽口变形量为0.12~0.15mm,改善不明显,变形无规律。
从表4可看出,在相同电参数及加热参数下,将感应器与槽底加热距离由5.5mm缩短至1.5mm,槽口变形明显降低,淬火后槽口变形量为0.03~0.08mm。在试验过程中,发现当感应器与槽底距离缩短至1.5mm时,操作存在一定难度,故不建议采用。因此,当加热距离为2~2.5mm时,变形量降低为0.03mm。
从图2可看出,加热距离为2mm时,槽底面与两侧组织过渡较为平缓,有效降低了该处产生变形的可能性。从图3可看出,当加热距离为5.5mm和2mm时,淬火后组织均为淬火马氏体组织,无明显差异。
4. 结语
(1)对42CrMo钢阀桥U形槽底进行高频感应淬火,硬度和淬火层深均能满足技术要求,18.5mm宽的槽底变形可控制在0.05mm内。
(2)采取对阀桥低温退火和预压缩变形的方式可一定程度降低变形量,但改善不明显,且变形无规律。
(3)适当缩短感应器与槽底间加热距离,尽量减少对槽底两侧的感应,可有效防止阀桥U形槽底高频感应淬火的变形。

图2 加热距离对淬硬层深度影响

图3 加热距离对淬硬层组织影响

表2 低温退火槽口变形数据
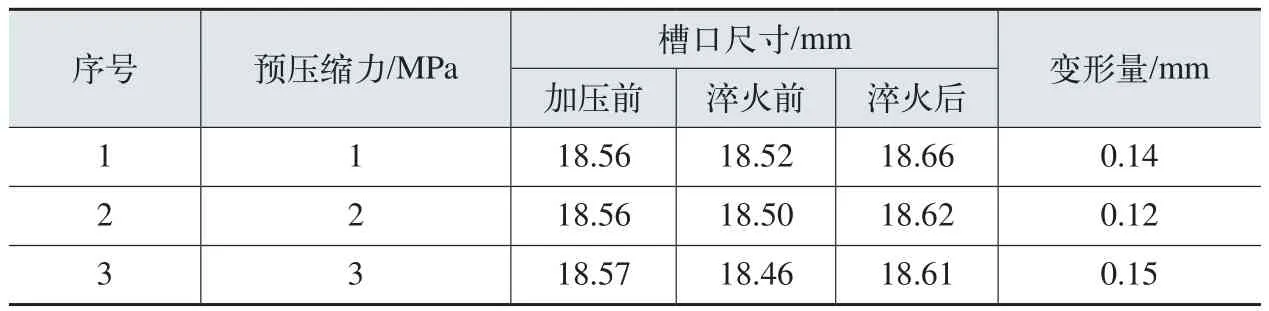
表3 预压缩变形槽口变形数据
猜你喜欢
江苏安全生产(2022年2期)2022-04-19
河南水利与南水北调(2021年4期)2021-07-05
福州大学学报(自然科学版)(2020年6期)2020-12-25
金属加工(热加工)(2020年9期)2020-11-04
液压与气动(2019年7期)2019-07-18
电子制作(2018年10期)2018-08-04
柴油机设计与制造(2016年4期)2017-01-15
山西建筑(2016年16期)2016-11-22
液压与气动(2015年2期)2015-04-16
电机与控制应用(2015年7期)2015-03-01
