
氮气对SAF 2507双相不锈钢GTAW焊接接头组织与性能影响
2015-04-28 06:48杜东方孙学杰
电焊机 2015年10期
杜东方,肖 峰,孙学杰,刘 洁
(1.四川工程职业技术学院,四川 德阳618000;2.太原科技大学,山西 太原030024)
氮气对SAF 2507双相不锈钢GTAW焊接接头组织与性能影响
杜东方1,肖 峰1,孙学杰1,刘 洁2
(1.四川工程职业技术学院,四川 德阳618000;2.太原科技大学,山西 太原030024)
采用GTAW焊接SAF2507双相不锈钢,焊丝为ER2594,保护气体为Ar+N2。研究了保护气体中氮气(φ(N2)=0~5%)比例对SAF2507 GTAW焊接接头组织和性能的影响。结果表明,随着保护气体中N2含量的增加,焊缝组织中奥氏体相增多,硬度下降,耐点腐蚀性能增强;当N2含量到达5%时,产生焊接飞溅和焊接气孔,接头焊缝冲击功降低;采用φ(Ar)+φ(N2)2%~3%保护的焊接工艺,焊接接头能保持较好的相比例,焊接接头的组织、力学和点腐蚀等综合性能更优。
氮气;SAF2507;GTAW;力学性能;点腐蚀
0 前言
SAF2507双相不锈钢由于具有铬、钼、氮含量高和低镍的优化组合设计,综合力学性能和耐腐蚀性能优异,已被广泛应用在海洋、石油化工、煤电、造纸等特殊行业,应用前景广阔[1-2]。此种钢焊接的最大问题是如何保证焊后所具有的综合力学性能和高的耐腐蚀性能,对此影响有三个方面:一是焊接过程中氮的损失;二是焊后组织双相比例的变化;三是焊后接头中有害相的析出。其中焊接过程中氮的损失是焊接SAF2507遇到的最大问题。钢中氮的加入起到一个固溶强化作用,它在一定程度上可以减少金属间相的析出,还能提高焊后焊缝金属的强度及耐腐蚀性能[3-4],由于在焊接过程中不可避免的会有氮的损失,这就降低了焊缝中的固溶氮含量,从而造成接头性能的下降,因此,SAF2507双相不锈钢焊接时首先需要考虑补充氮的损失问题,保证焊接接头性能。在焊接过程中,保护气体中加入氮气是弥补焊缝金属中损失的氮含量时采用的一种方法,国内外对此已有一定的应用[5-6]。但在GTAW焊接的保护气体加中入氮气含量比例对SAF2507双相不锈钢板(厚度0.5~6 mm)力学和组织性能影响的研究非常少,随着科技的发展,更多的行业对SAF2507双相不锈钢焊接件的需求会越来越大,因此开展好该钢种焊接的基础研究工作对工业生产的实际应用有至关重要的意义。
1 试验材料和方法
1.1 试验材料
本研究采用的试验方法为 GTAW焊接,母材为太原钢铁公司生产的SAF2507(UNSS32750),焊丝ER2594,直径φ2.4 mm,其主要化学成分如表1所示。

表1 母材与焊丝的化学成分%
1.2 试验方法
采用时代WS-400焊机,焊接方法为GTAW直流正接,试板加工尺寸为300 mm×150 mm×6 mm,V形坡口对接焊,坡口角度60°,根部间隙为2 mm,钝边2 mm。为了研究保护气体中氮气比例对SAF2507焊接接头组织与性能的影响,采用φ(Ar)100%、φ(Ar)99%+φ(N2)1%、φ(Ar)98%+φ(N2)2%、φ(Ar)97.5%+φ(N2)2.5%、φ(Ar)97%+φ(N2)3%、φ(Ar)95%+φ(N2)5%共六种工艺参数进行试验,并控制层间温度不大于150℃。不同保护气体下的接头焊接工艺参数如表2所示,保护气体流量为12 L/min。
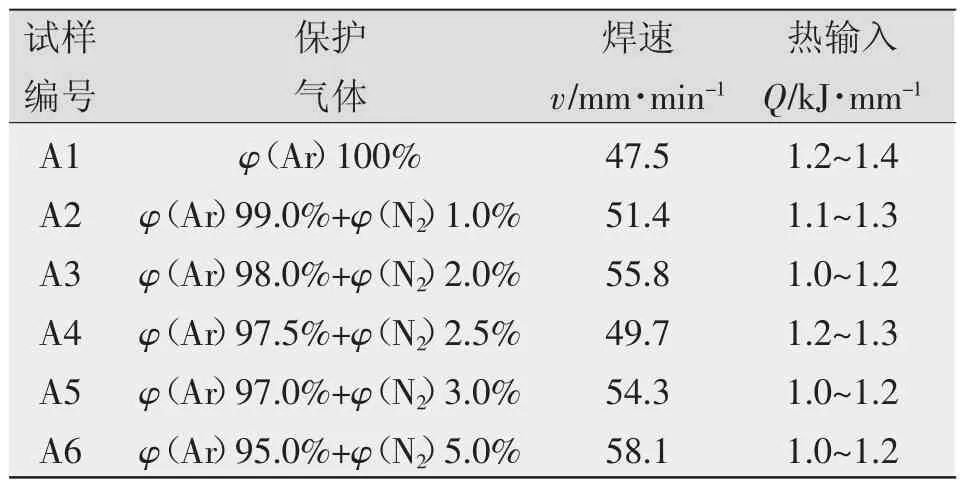
表2 不同保护气体条件下的焊接工艺参数
金相侵蚀标准按照ASTM A923-A执行,侵蚀液为40%NaOH,电解侵蚀电压为3 V,时间为50 s;相比例测定根据GB6401-1986标准,采用计点法测定;采用Hitachi S-4800型扫描电镜观察和分析焊接接头;冲击试验根据GB/T229-2007标准,采用5 mm×10 mm×55 mm的V型缺口冲击试样,在JB-300 B试验机上对不同试验获得的接头的焊缝和热影响区进行室温冲击试验;硬度测试按GB/2654-2008标准在HXS-1000A显微硬度计上测定;点腐蚀试验按ASTM G48标准,在50℃±2℃的6%FeCl3溶液中浸蚀24 h后计算其平均腐蚀速率。
2 结果和分析
2.1 组织观测结果及分析
2.1.1 接头金相组织观察与相比例分析
图1为不同氮气比例保护气体条件下焊接接头的金相组织,其中BM表示母材,HAZ表示热影响区,WM表示焊缝。由图1可知,白色为奥氏体,灰色为铁素体,随着焊接时保护气体中氮气含量的增加,奥氏体相逐渐增加。利用相比例计算,由图2可知,保护气体中随着氮气含量的增加,焊接接头组织中奥氏体相不断增加,并且焊缝金属中的奥氏体相比热影响区中的高,说明在焊接过程中通过增加保护气体中氮气含量能够促进熔敷金属对氮元素的吸收,而氮元素同时又是奥氏体化元素,由于通过加氮气的方式弥补了焊接过程中氮的损失,增加了焊接接头中的氮,从而增大了奥氏体相的比例。随着保护气体中氮气比例的增加,当氮气比例达到5%时,也就是GTAW焊接中保护气体为φ(Ar)95%+φ(N2)5%时发现焊接过程中产生飞溅,焊接电弧不稳,焊接过程不易控制。
2.2.2 接头扫描电镜观察及XRD分析
σ相、Cr2N等这些有害相在SAF2507钢焊接中最容易析出,由于这些有害相的析出会严重破坏钢的力学性能及腐蚀性,因此需要检测 SAF2507 GTAW焊接过程中是否析出σ相和Cr2N,对φ(Ar)97%+φ(N2)3%和φ(Ar)95%+φ(N2)5%工艺下的焊接接头进行SEM观察和XRD分析,如图3、图4所示。根据检测结果,由图4可知,只存在α和γ两相,并没有σ相和Cr2N析出。由图3还可知,在φ(Ar)95%+φ(N2)5%工艺下的焊接接头的SEM照片中有大量的黑洞出现,应用RT检测发现这些黑洞就是气孔,而在其他工艺条件下的焊接接头中并没有发现气孔的出现。
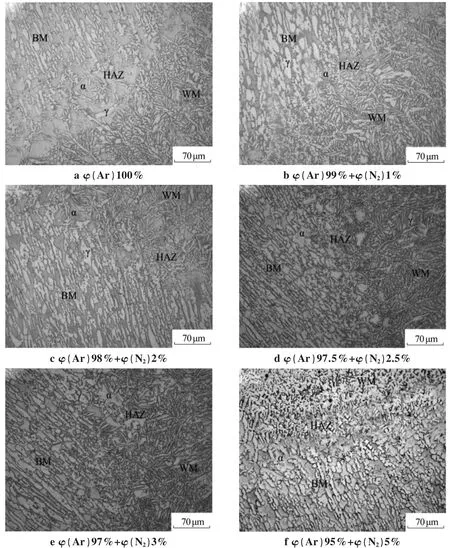
图1 不同保护气体条件下焊接接头的金相组织
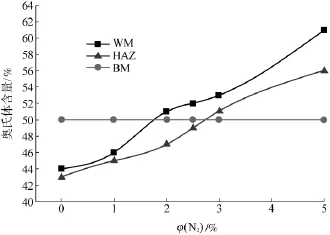
图 2 SAF2507焊接接头中奥氏体相含量与不同氮气工艺条件下的关系曲线
2.2 力学性能测试结果及分析
2.2.1 冲击实验
保护气体中不同氮气比例条件下焊接接头的室温冲击实验结果如图5所示。由图5可知,保护气体中氮气比例在φ(Ar)97%~100%+φ(N2)0~3%的实验条件下,随着氮气比例的提高,焊缝处和热影响区的冲击功都逐渐增大,在φ(Ar)95%+φ(N2)5%保护气体条件下焊接接头的冲击功又突然下降,并且比纯氩气保护下的焊接接头的冲击功还要低,这是因为在焊接过程中增大保护气体中氮气的比例,可以使焊接接头吸收氮元素而达到增氮的目的,氮是一种强烈的奥氏体化元素,这就促使接头中形成更多的奥氏体相(奥氏体相是一种韧性相),进而提高了材料的韧性,所以在φ(Ar)+φ(N2)0~3%工艺下随着氮气比例的提高冲击功逐渐升高,而在φ(Ar)95%+φ(N2)5%工艺下由于形成了很多的气孔,反而降低了材料的韧性,冲击功下降。

图3 φ(Ar)97%+φ(N2)3%和φ(Ar)95%+φ(N2)5%焊缝处的SEM照片
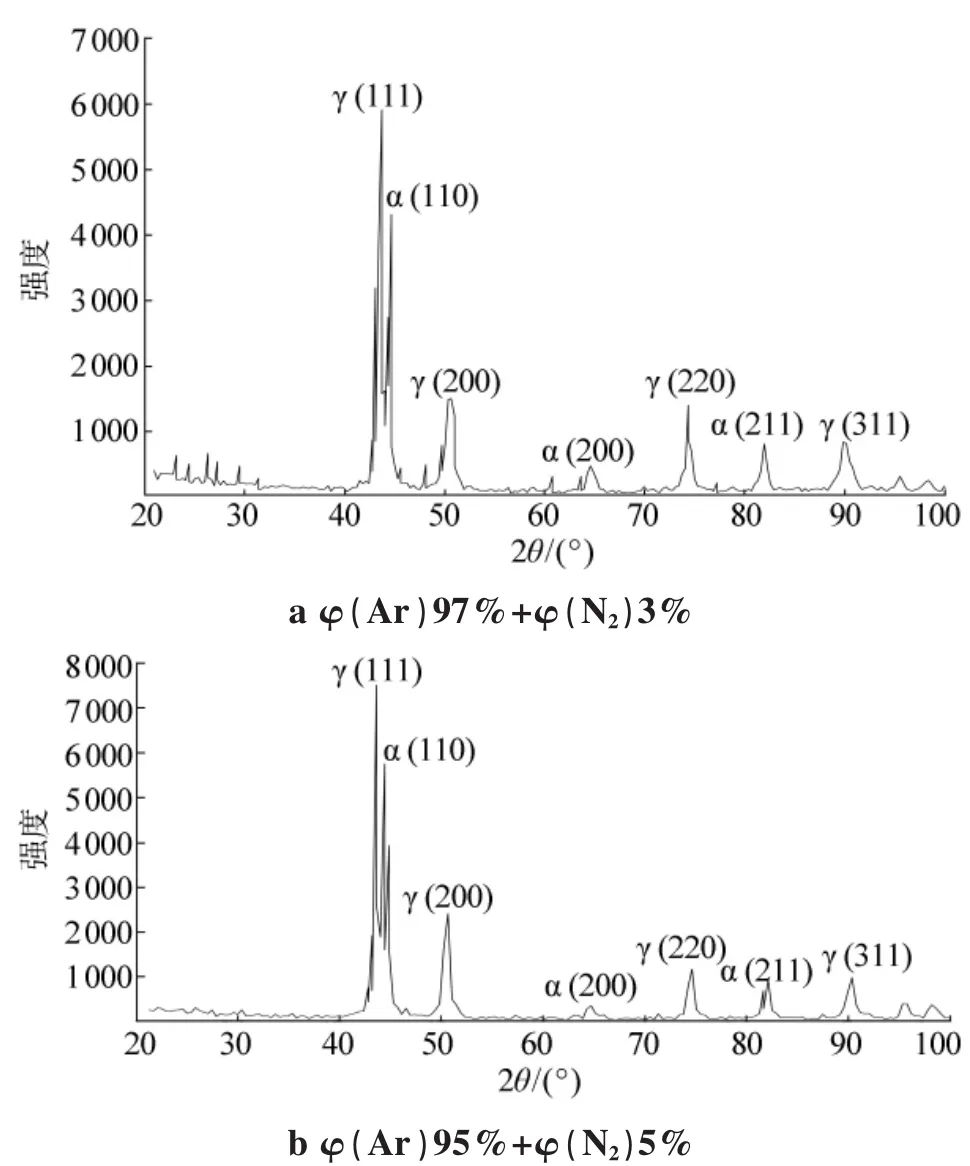
图4 φ(Ar)97%+φ(N2)3%和φ(Ar)95%+φ(N2)5%工艺条件下焊接接头的XRD衍射图
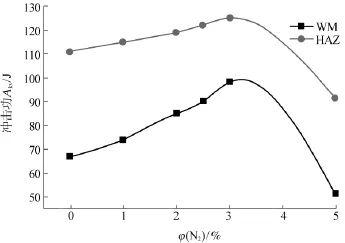
图5 SAF2507焊接接头中焊缝和热影响区冲击功与不同氮气工艺条件下的关系曲线
2.2.2 显微硬度实验
SAF2507焊接接头中不同区域显微硬度与不同氮气工艺条件下的关系曲线如图6所示。由图6可知,在几种试验方案中随着保护气体中氮气比例的增加,硬度在焊缝和热影响区中也逐渐降低,并且焊缝和热影响区硬度都比母材中的值高,其中热影响区中硬度最高。

图 6 SAF2507焊接接头中不同区域显微硬度与不同氮气工艺条件下的关系曲线
2.3 点腐蚀实验结果及分析
图7为不同氮气比例工艺条件下焊接接头的点腐蚀速率。由图7可知,随着保护气体中氮气比例的增加,焊接接头的点腐蚀速率逐渐减少,说明保护气体中氮气的增加改善了焊接接头的点腐蚀性能。在SAF2507焊接过程中,通过增加焊接过程中保护气体氮气的比例可以促进焊接接头中氮元素的吸收,从而弥补焊接过程中氮的损失,有研究认为氮主要存在于奥氏体中,在焊接熔融过程中能够促使铁素体中的铬、钼转移到奥氏体中,从而提高奥氏体中的点蚀电位[7],而氮同时又是奥氏体化元素,可以扩大奥氏体相区,达到奥氏体占优的焊缝成分,改善了SAF2507焊接接头的耐点腐蚀性能。

图7 SAF2507焊接接头在不同氮气工艺条件下的点蚀率
3 结论
(1)随着保护气体中N2含量的增加,焊缝组织中奥氏体相增多,硬度下降,耐点腐蚀性能增强。
(2)当N2含量到达5%时,产生焊接飞溅和焊接气孔,接头焊缝冲击功降低。
(3)采用φ(Ar)+φ(N2)2%~3%保护的焊接工艺,焊接接头能保持较好的相比例,焊接接头的组织、力学和点腐蚀等综合性能更优。
[1] 李志军,陈湘茹,孙卿卿,等.双相不锈钢的研究与发展[J].铸造技术,2011,32(9):1320-1323.
[2] 许适群,王菁辉.双相不锈钢性能的探讨[J].石油化工腐蚀与防护,2006,23(5):21-22.
[3]孙景荣.双相不锈钢2205换热器的焊接[J].电焊机,2008,38(11):36-38.
[4]胡林波,艾云慧,宋建总,等.双相不锈钢空冷器管头自动氩弧焊焊接工艺[J].石油化工设备,2009,38(6):54-57.
[5] Sathiya P,Aravindan S,Soundararajan R,et al.Effect of shielding gases on mechanical and metallurgical properties of duplex stainless-steel welds[J].Materials Science,2009,44(1):114-121.
[6] Migiakis K,Papadimitriou G D.Effect of nitrogen and nickel on the microstructure and mechanical properties of plasma welded UNS S32760 super-duplex stainless steels[J].Materials Science,2009,44(23):6372-6383.
[7]魏晓晋,林玉成,高向明.2507超级双相不锈钢的组织和腐蚀性能研究[J].压力容器,2010,27(10):12-16.
Effect of N2on the microstructure and properties of welded joint in GTAW for SAF2507 duplex stainless steel
DU Dongfang1,XIAO Feng1,SUN Xuejie1,LIU Jie2
(1.Sichuan Engineering Technical College,Deyang 618000,China;2.Taiyuan University of Science and Technology,Taiyuan 030024,China)
In this paper,SAF2507 is welded by GTAW with ER2594 as filler metal,and the shielding gas is Ar+N2.The effect of the proportion of N(2φ(N)20~5%)on the microstructure and mechanical properties of welded joints in GTAW for SAF2507 are studied.The results show that as the content of N2 in the shielding gas increases,the austenitic phase of weld metal increases,the micro-hardness declines and the property of pitting corrosion enhances;When the content of N2is 5%,there are spatter and pores,and the impact energy of weld metal reduces;by using φ(Ar)+φ(N)22%~3%welding parameters,the phase ratio,microstructure,pitting corrosion and mechanical properties of welded joints are better.
N2;SAF2507;GTAW;mechanical properties;pitting corrosion
TG407
:A
:1001-2303(2015)10-0145-05
10.7512/j.issn.1001-2303.2015.10.33
2015-05-23;
:2015-07-16
山西省科技攻关项目(20120321015-02)
杜东方(1984—),男,河南驻马店人,硕士,主要从事高强度超级不锈钢焊接性能、焊接工艺及组织方面的研究工作。
猜你喜欢
低温与特气(2022年2期)2022-11-26
数学物理学报(2022年5期)2022-10-09
山东冶金(2022年2期)2022-08-08
中成药(2018年12期)2018-12-29
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
当代化工研究(2016年5期)2016-03-20
焊接(2016年9期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年10期)2015-07-18
