焊条电弧焊在齿轮修复中的工艺研究
2015-05-07 00:58张国政
时代农机 2015年12期
张国政
(陕西国防工业职业技术学院,陕西 西安710300)
1 研究课题的提出
齿轮是机械设备的主要零件之一。齿轮传动因其外廓尺寸小、传动效率高、传动比准确、适用功率和速度范围广、寿命长等特点,在机械设备中得到广泛应用。据统计,由于齿轮失效引起的机械设备故障约占10.3%。齿轮失效形式主要有:轮齿折断、疲劳点蚀、齿面剥落、齿面胶合、齿面磨损、塑性变形等。在以往的齿轮修复中多用堆焊,工艺复杂且修复周期较长,当齿轮轮齿刚出现损坏或者损坏不严重的情况下,可以通过焊条电弧焊对齿轮进行局部修复,这样修复周期短而且工艺简单,成本也低。通过焊条电弧焊在齿轮修复中的工艺分析,希望对齿轮修复提供一个新途径和方法。
2 电弧焊焊机及辅助设备的选择
(1)焊条电弧焊焊机的选择。由于齿轮的齿与齿之间间距狭小,埋弧自动焊、CO2气体保护焊难以操作,仅有操作方便且适合各种焊接位置的焊条电弧焊比较适合。所以选用焊条电弧焊对齿轮的轮齿的局部损坏部位进行修补。焊机型号选择时代-250型,主要技术参数列表1,用焊条电弧焊对齿轮的啮合部位进行焊接。

表1 焊机主要技术参数
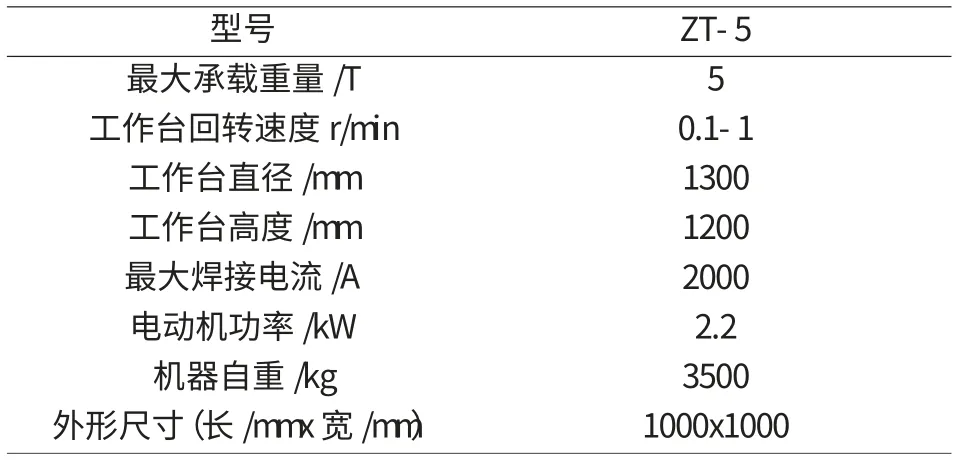
表2 焊接回转台的技术参数
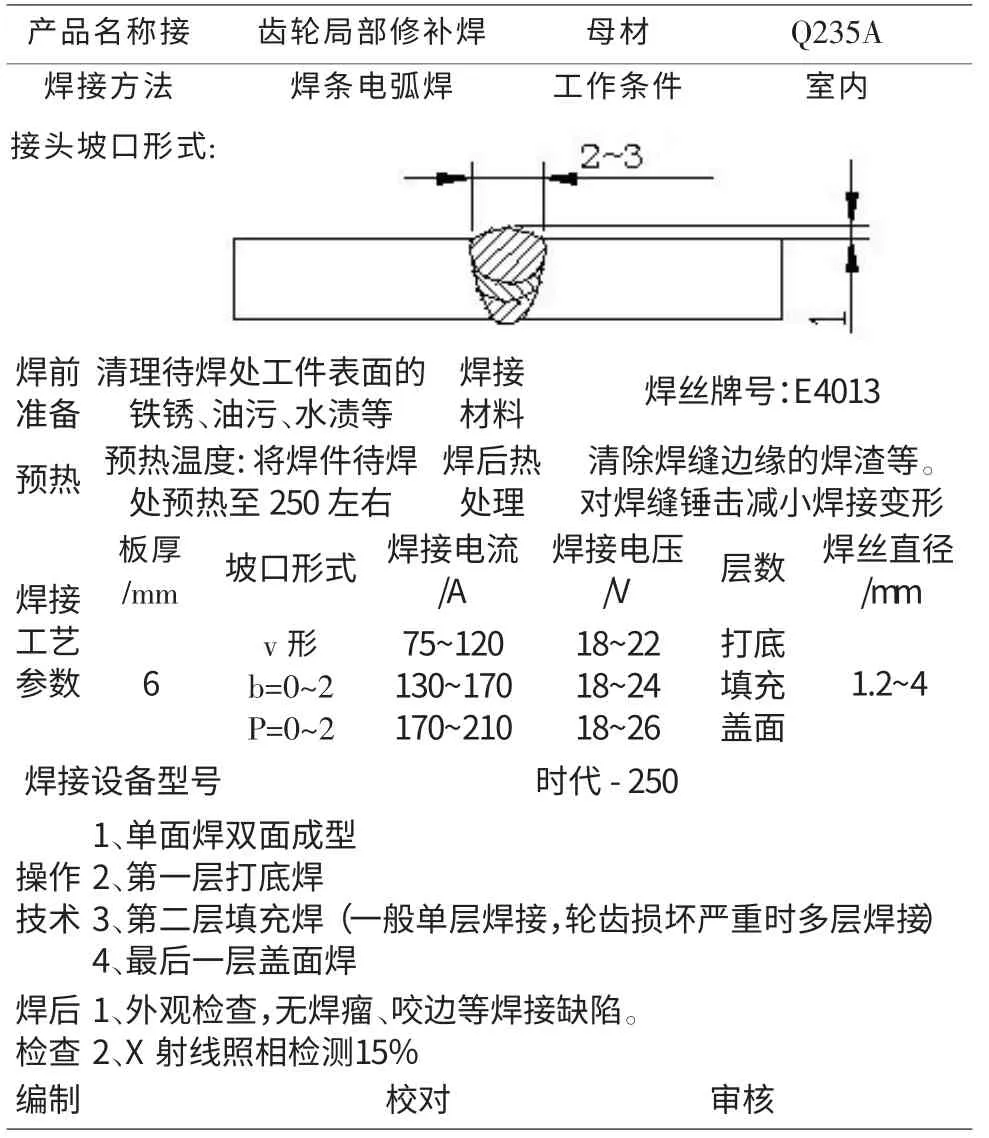
表3 焊条电弧焊工艺参数
(2)辅助设备的选择。对齿轮修补焊要用到焊接变位机,由于是回转体零件的焊接,为了便于定位和焊接的自动化旋转,结合零件的形状生产成本等多方面因素,建议采用国产ZT-5型焊件回转台,其中的发动机及主体技术参数沿用ZT-5型。但需结合实际对其工作台做一些改进设计,具体参数如表2所示。
3 焊条电弧焊工艺及焊接操作流程
(1)焊条电弧焊工艺。①焊接前清楚齿轮轮齿表面的油污、铁锈、水渍和其他附着物。②用工装夹具进行装配、固定。③焊条使用前经过350~400℃烘干,保温1h;焊剂使用前也经过350~400℃烘干,保温2h。此外,焊条与焊丝必须保证没有油污、锈、水渍等杂质。④焊条电弧焊工艺参数如表3所示。
(2)焊接操作工艺流程。清理焊接部位——齿轮装夹及定位——按工艺文件要求调整焊接工艺参数——修补焊——检验——焊缝打磨——关电源和设备——现场清理。
4 结语
本文分析了焊条电弧焊在齿轮修复的工艺,通过分析可知,用焊条电弧焊可以修复局部损坏的齿轮轮齿,而且工艺简单、便于操作。但须提示,对机械设备需加强日常维护,发现问题及时处理。如齿轮的损坏,发现早就可简单快捷地修复,以延长齿轮的使用寿命。
[1]吉云亮,张瑞东.齿轮修复方法及应用研究[J].机械研究与应用,2008,(21):35~37.
[2]邱葭菲.焊接方法与设备[M].北京:化学工业出版社,2008.
猜你喜欢
精密成形工程(2020年4期)2020-08-05
金属加工(热加工)(2020年2期)2020-02-23
中国特种设备安全(2019年8期)2019-10-14
制造技术与机床(2017年7期)2018-01-19
越玩越野(2016年2期)2016-12-26
重型机械(2016年1期)2016-03-01
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27
中国粮油学报(2016年5期)2016-01-23
越玩越野(2015年2期)2015-08-29