
车床钻削轴上偏心深孔夹具
2015-05-09 01:40济钢集团重工机械有限公司山东济南250101张文周
金属加工(冷加工) 2015年4期
济钢集团重工机械有限公司 (山东济南 250101) 张文周
在机械加工领域,当孔的直径和孔的深度之比超过1:25时则属于深孔加工的范围,钻削难度相对较大,生产效率相对较低。对于细长轴上的深孔,当轴的中心与深孔中心一致时,常规方法是采用枪钻在卧式车床上加工,或采用专用深孔钻床等方法。当在细长轴上存在偏心的深孔时,细长轴就不能直接在车床或深孔钻床上装夹钻孔,如炼钢连铸机上大批量使用的细长连铸辊轴,长度均在2m以上,就属于此种类型的工件。本文重点介绍了如何使用卧式车床来高效钻削细长轴上的偏心深孔,实现低成本制造。
1. 在卧式车床上钻削偏心深孔的难点分析
用车床钻削偏心深孔时,要求偏心深孔的中心线必须与车床主轴回转中心线完全一致,然而由于轴的外径中心和深孔中心的偏离,如直接将深孔与车床主轴对中,其结果必然造成轴的外径与车床的回转中心线也产生偏离,当细长轴在高速回转时将产生巨大的离心力,造成工件和车床剧烈振动而无法钻孔,此情况下,常规采用在镗床主轴上安装枪钻进行钻孔,但镗床转速较低,须增设枪钻专用的增速器以提高主轴转速,这与卧式车床相比,镗床的生产成本远高于卧式车床,形成“大马拉小车”的局面,极大地增加了制造成本,很不经济,一般企业难以承受。
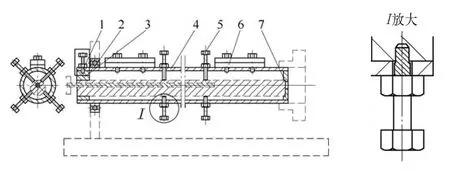
偏心夹具结构示意图
2. 偏心深孔夹具的用途
本着提高钻削效率和降低产品制造成本的原则,我们设计了在卧式车床上使用的一种夹具,将细长轴安装在夹具内,一起夹持到车床的卡盘上,并通过夹具的独特结构来平衡细长轴高速回转时的偏心力,能够顺利地在卧式车床上完成细长轴上的偏心深孔钻削加工。
3. 偏心深孔夹具结构原理
该夹具的基本原理是制作一个空心夹持套,将细长轴偏心地安装于夹持套内,并使轴上的偏心深孔中心线与夹持套的回转中心线一致,尽管此时细长轴自身的中心线与夹持套回转中心线不一致,但夹持套的外部预先设置了配重块,可抵消细长轴在高速回转时产生的离心力。
该夹具的基本结构(见附图I放大图),夹持套的前、后两端各设置1个偏心法兰,其偏心量与深孔的偏心量须完全一致,且2个偏心法兰内孔中心线须在同一轴线上。取下前偏心法兰,即可快速地把细长轴穿入夹持套内,再安装并紧固前偏心法兰,则细长轴的两端部外圆进入到前、后偏心法兰内孔中自动快速地定位,此时,夹持套的中心线和偏心深孔的中心线均与车床主轴中心线一致,即可把组装好的夹持套直接安装在车床上卡盘上,钻头可以沿着车床主轴中心线进给,实施高速钻削。为抵消细长轴自身在夹持套内的偏心所造成的巨大离心力,在夹持套的外圆上预先设置了用螺栓或焊接方式固定的配重块,可保持夹具与细长轴组合体在高速回转时能够处于平稳状态。
为获得夹持套高速回转灵活的效果,在夹持套远离车床卡盘的一端外圆上设置了轴承。为进一步固定好安装于夹持套内的细长轴,在夹持套中部的外圆上设置了夹紧螺钉。偏心深孔钻削加工完毕后,拆下前偏心法兰,松开夹持套中部外圆上的夹紧螺钉,即可取出细长轴工件。
4. 夹具的具体结构和使用方法
(1)夹具的组成部分中定位螺钉、轴承和夹紧螺钉属于普通标准件。
(2)夹具制作要求。夹持套4可采用钢管制作,其两端的内孔须进行机加工并保证两端内孔的同心度,以实现与前、后偏心法兰的外圆配合良好,安装轴承的外径部位可按轴承内孔的配合需求加工。在制造前、后偏心法兰时,需将2个法兰结合成一体后同步加工其外圆和内孔,以保证2个偏心法兰的外圆直径一致、内孔偏心量一致,且该内孔的偏心数值必须与细长轴上深孔的偏心量相同。
(3)夹具组装要求(见附图)。①将后偏心法兰7采用焊接或螺钉径向顶紧的方式固定于夹持套4的后端内孔中。②安装前偏心法兰3,并精确调整和检测前、后偏心法兰7的内孔同心度,该同心度的指标十分重要,将直接决定着细长轴在夹具内的安装精度,故这是关键的组装步骤。检测和调整同心度时,一般调整至0.01~0.03mm之内,推荐如下方法:一是利用数控回转工作台,很方便地用千分表拉表检测;二是在划线平台上由钳工拉表检测;三是当具备条件时用三坐标仪检测最为准确。用以上方法确认同心度后,从夹持套4的前端外圆上与前偏心法兰3一起配钻定位孔(附图的放大部位),这样在安装前偏心法兰3时,定位螺钉1首先拧入夹持套4上的螺纹孔内,进而进入前偏心法兰3的光孔中准确定位,以后每次拆卸或安装前偏心法兰3时,该法兰可始终保持稳定的位置,始终与后偏心法兰7保持稳定的同心度。③安装轴承2、夹紧螺钉5和配重块6,本夹具组装完成。
(4)夹具的使用。使用夹具时,可快速拆下前偏心法兰3,把待加工的细长轴安装于夹持套内,再安装前偏心法兰,细长轴的两端部外圆即进入前后偏心法兰3与7的内孔中自动快速地定位,并使得细长轴上的偏心深孔中心正好与夹持套4的中心线一致,并一起对准车床主轴线,拧紧夹紧螺钉5后,钻头即可沿着车床主轴中心线进给钻削。轴承2的外圈与车床中心架接触,用以支撑夹持套4轻松灵活地高速回转。配重块6的质量可以通过精确计算获得,也可以根据平衡试验的实际数据确定。
偏心深孔加工完毕后,拆下前偏心法兰,可方便地取出加工好的细长轴,然后装入后续待加工的其他细长轴,重复上述步骤再钻削另一个偏心深孔。
5. 使用效果与结论
使用该夹具,可以在卧式车床上实现对细长轴上的偏心深孔加工,能够充分利用车床资源,取代镗床或专用深孔钻床等价值较高的设备;细长轴上偏心孔的位置能够自动对正车床主轴中心线,不再需要对刀找正的辅助时间,减轻车床操作者的劳动量,特别是在大批量钻削偏心孔时,更能显现该夹具装夹方便、高效钻削的特点。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2] 王先逵.机械加工工艺手册[M].北京:机械工业出版社,2006.
[3] 赵如福.金属机械加工工艺人员手册[M].上海:科学技术出版社,1990.
[4] 杨黎明.机床夹具设计手册[M].北京:国防工业出版社,1996.
猜你喜欢
一重技术(2021年5期)2022-01-18
北京航空航天大学学报(2021年7期)2021-08-13
装备制造技术(2021年1期)2021-05-21
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
机械制造与自动化(2014年1期)2014-03-01
河南科技(2014年16期)2014-02-27
