
盲孔深度尺寸的精密测量量具
2015-05-09 01:40山东红旗机电集团有限公司潍坊261031刘国臣聂兰启
金属加工(冷加工) 2015年4期
山东红旗机电集团有限公司 (潍坊 261031) 刘国臣 聂兰启
山西金永固人防工程设备有限公司 (太原 030008) 刘宗俊
1. 测量要求
在机械加工过程中,经常碰到盲孔,其深度尺寸精度要求较高。例如封头(见图1)。
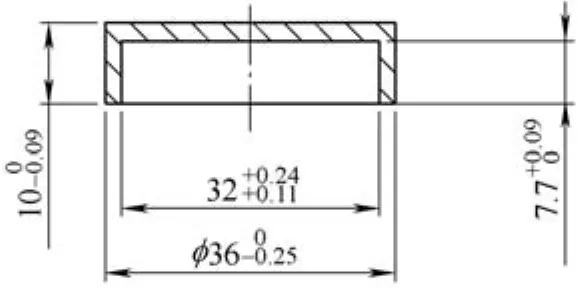
图1 封头
对于该类零件,一般采用深度游标卡尺、深度千分尺来测量。测量基准选择零件的内端面。测量人员要有较高的计量素质。由于测量头与被测孔的接触端变动大,所以测量数据变动大,重复精度低,读数示值误差大,数据测量不准确,难以适应大批量、快速精密测量的生产要求。
2. 设计思路
为提高尺寸测量的准确性和操作时的可靠性、方便性,提高零件的加工合格率及加工效率,利用安装在定位轴上的内径百分表,测量零件盲孔深度,即设计专用盲孔深度测量工具,用于该类零件的测量。
3. 量具结构及工作原理
设计的专用盲孔深度测量工具如图2所示。其中,标准件又由校对圈和盖板组成。量具座与定位轴之间为H7/h6配合。
在测量前,用标准件校正百分表零位刻度,按照被测零件盲孔标注的深度尺寸7.7+0.09+0mm,确定标准件的基本尺寸。设计的标准件如图3所示。
为保证校对圈具有较好的耐磨性和尺寸稳定性,校对圈采用45钢制造,热处理48~52HRC。
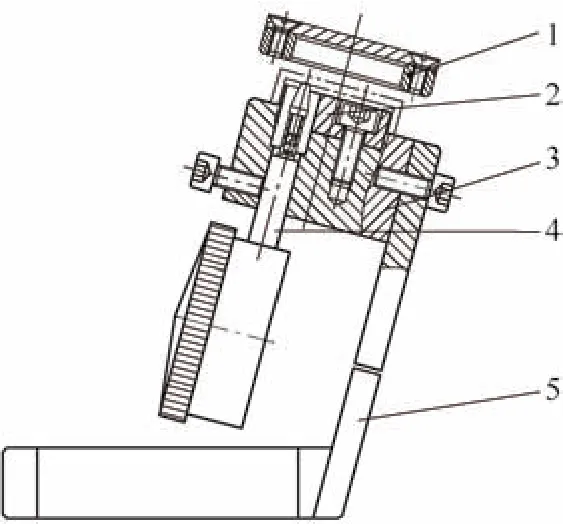
图2 盲孔深度测量工具
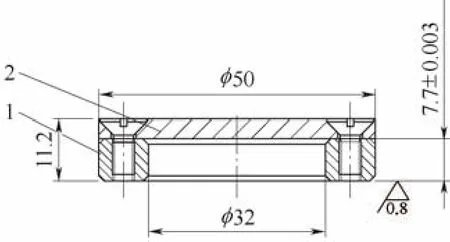
图3 标准件
校对时,将标准件套在定位轴2上,量杆的测头顶压在盖板上,拨动百分表的刻度盘,使指针对到零位线。
测量时,将零件按压在定位轴上,量杆测头接触在工件内端面,此时,百分表的指针显示的读数值即为工件盲孔深度尺寸偏差。在操作和搬运过程中,要注意轻拿轻放,防止量具磕碰变形。
4. 使用效果
该量具操作简单、使用方便,可以直接读出盲孔深度尺寸,尺寸控制准确,工件合格率得到大幅提高,减少了工件的返工,提高了加工效率,受到操作人员的一致好评。
猜你喜欢
机械工业标准化与质量(2022年4期)2022-08-12
装备制造技术(2020年4期)2020-12-25
物流技术与应用(2020年3期)2020-03-27
测井技术(2019年4期)2019-12-25
制造技术与机床(2019年8期)2019-09-03
科技视界(2018年8期)2018-06-08
印制电路信息(2015年6期)2015-12-30
印制电路信息(2015年3期)2015-02-05
汽车零部件(2014年5期)2014-11-11
机械工程师(2014年4期)2014-07-01
