
PFMEA技术在机加工工艺过程中的应用
2015-05-09 01:39南车南京浦镇车辆有限公司江苏210031李立华
金属加工(冷加工) 2015年21期
南车南京浦镇车辆有限公司 (江苏 210031) 李立华
PFMEA(Process Failure Mode and Effects Analysis)——过程失效模式及后果分析是针对产品在生产过程中每个工艺步骤可能发生的故障形式、原因及其对产品造成的所有影响,按照故障模式的风险顺序数(RPN)值的大小,对工艺薄弱环节制定改进措施,是提高产品可靠性的一项重要技术。
转向架是车体最重要的部件,而构架是各种零部件联接的主体,起着承受并传递力的作用,构架的加工质量直接影响车辆的动力性能和安全性能。本文重点介绍PFEMA技术在CRH1动车组构架加工工艺过程中的应用,通过PFEMA分析对工艺薄弱环节实施改进,从而提高产品质量和可靠性。
1. PFEMA分析
国内某动车组动车构架结构如图1所示,主要由弹簧筒、节点座、电动机吊座、制动吊座、齿轮箱吊座、空簧座及排石器座等部件组成。
对所有部件进行PFEMA分析,得到关键工序的风险顺序数(RPN)值,其结果如表1所示。从表1中可以看出,动车构架加工工艺过程中的部分工序RPN值相对较大,节点座加工过程RPN值高达120。
对节点座加工工序进行详细的PFEMA分析,得到表2分析结果。根据表2可知:高严重度和高发生度同时存在于这道工序中,该部分工艺存在薄弱环节,需要实施改进。
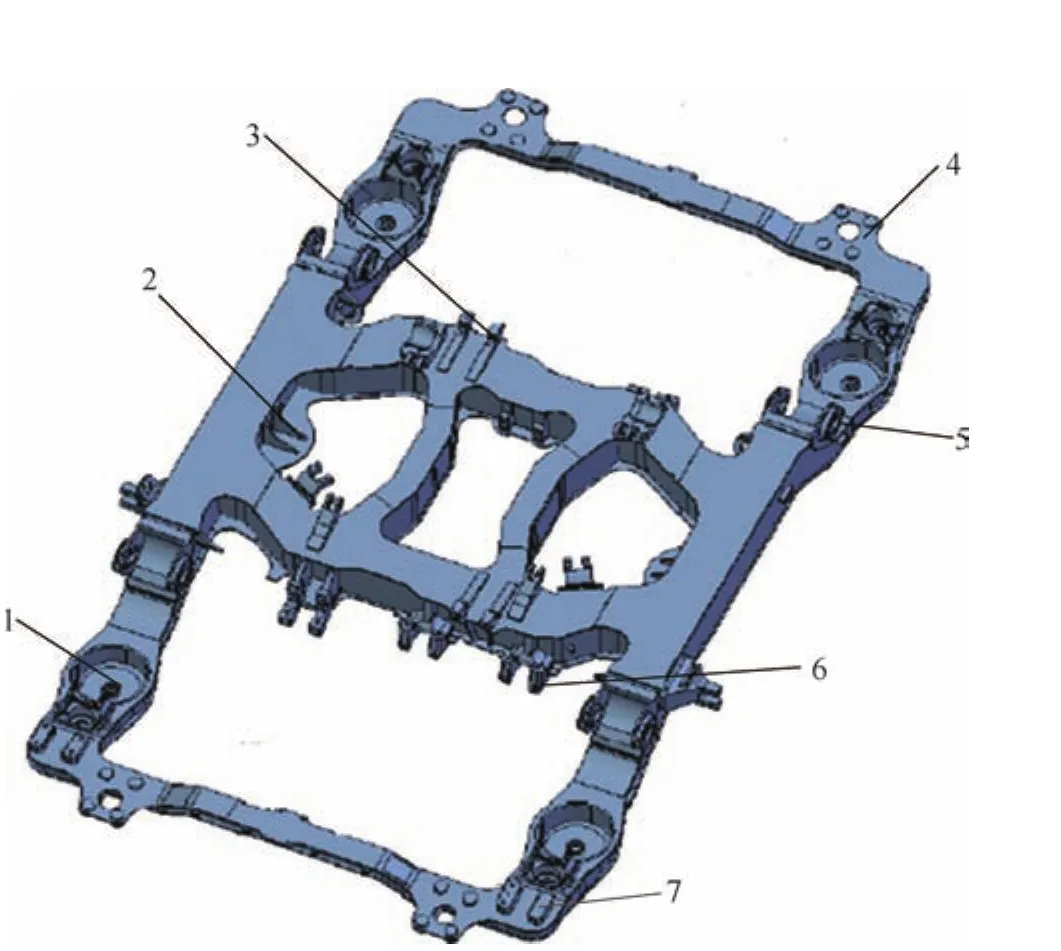
图1 动车构架
2. 工艺改进
节点座部位的加工如图2所示。为了有效降低节点座加工工序的RPN值,优化加工工艺,针对潜在失效起因,提出以下改进方案:①工装改进,加强构架装夹后的抗振强度,减少加工过程中的振动。②刀具改进,提高刀具刚性,减小加工过程中的抖动,降低加工表面粗糙度值。

表1 动车构架关键工序RPN值统计
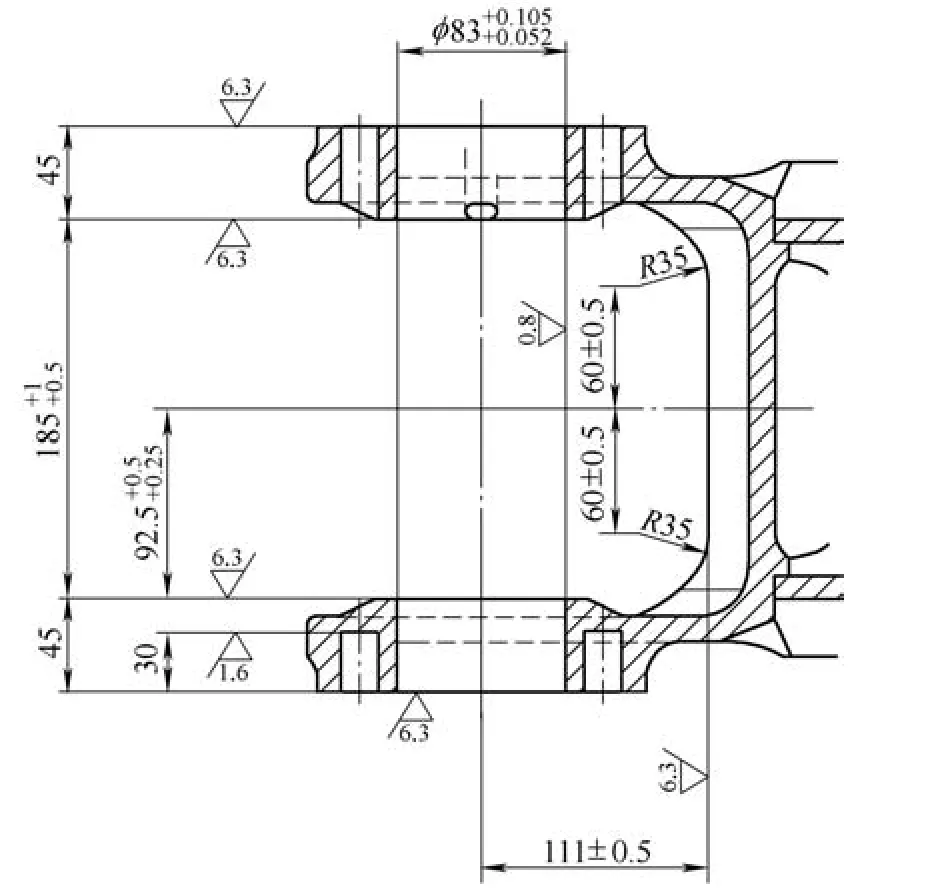
图2 节点座加工示意图

表2 节点座PFEMA(部分工序)

图4 压紧装置

图5 浮动支撑装置
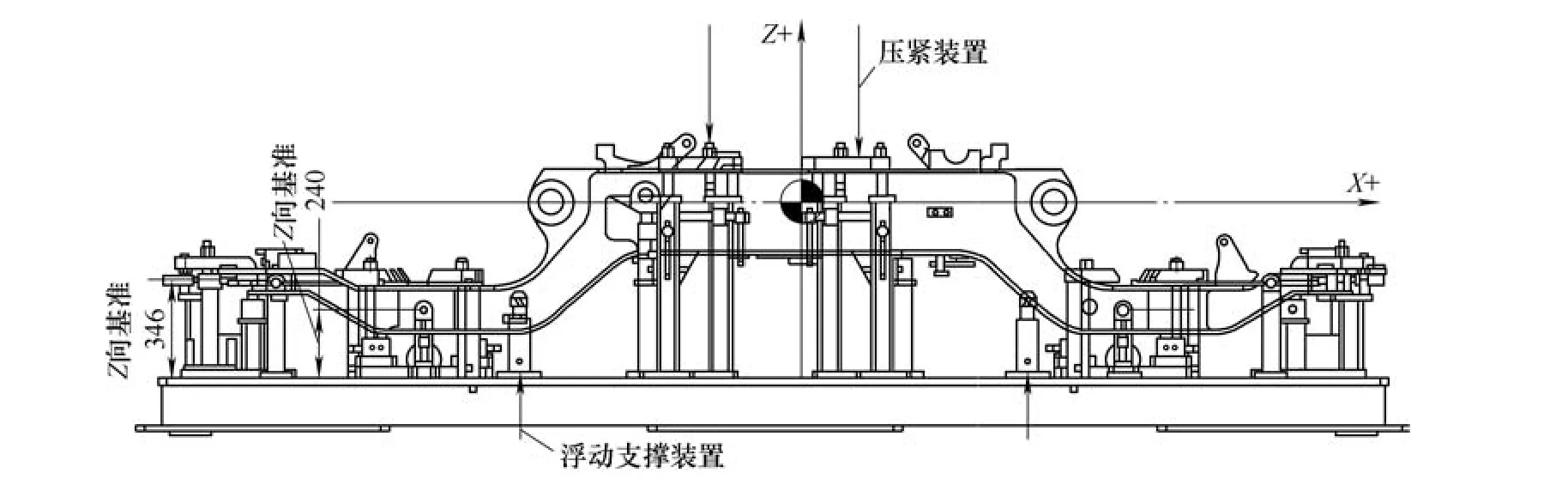
图3 构架装夹示意图
(1)工装设计。由于构架自身结构特点,加工受力后节点座部位抖动明显,严重影响φ83mm孔加工质量。对此考虑在构架侧梁中部增加压紧装置(见图3、图4),增强节点座部位抗振性,并在侧梁外端增加浮动支撑装置(见图5)。现场试验采用150N∙m的力矩,加工过程中可以有效消除振动,快速而有效地改善了节点座加工工况。
(2)刀具设计。针对节点座φ83mm孔的镗孔加工提出以下方案:①同一位从两个方向镗孔,采用短刀柄提高刀具刚性,降低φ83mm孔表面粗糙度值,存在同一位两φ83mm孔同轴度难以保证的问题。②同一位从一侧进刀同时镗两孔,刀长须在350mm以上,现有模块式镗刀刚性较差,高速切削颤振严重,无法保证孔表面粗糙度。综合考虑两种方案,采用将模块式刀柄设计成非标整体式刀柄,如图6所示,整体式刀柄与模块式刀柄相比,不受联接精度和联接刚性的影响,动平衡性较好。精镗加工刀片刀尖半径选用0.2mm,经现场试验,节点座φ83mm孔同轴度及表面粗糙度满足工艺要求。
针对节点座内外侧面加工,改变传统工艺方法,将节点座内外侧面粗加工刀具φ63mm玉米铣刀改为φ63mm插铣刀,有效减小工件变形,降低作用于铣床的径向切削力;外侧面精加工φ63mm棒铣刀改为φ125mm面铣刀,刚性好,能采用较大的进给量,经现场试验,加工质量及效率显著提高。
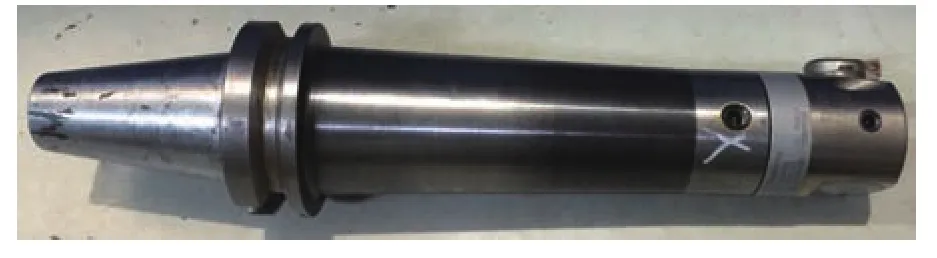
图6 非标整体式刀柄
3. 实施效果
通过上述改进措施,重新对节点座加工相关工序进行PFEMA分析,分析结果如表3所示。

表3 节点座PFEMA(部分工序)
对比表2、表3可以看出,节点座加工工序的RPN值从原来的120降到了60,在严重度较大的情况下降低了故障的发生度,成功地控制了该工序的风险顺序数(RPN值),达到了工艺改进的目的。
改进工艺后,对该动车组项目构架批量生产实施的随时监控表明,该产品质量稳定性得到很大提升,生产效率得到显著提高。
4. 结语
实践证明,利用PFMEA技术能够更早发现问题并提出预防措施。合理运用PFEMA技术指导生产现场工艺改进,在降低产品风险顺序数、提高产品成品率及保证产品质量可靠性等方面效果显著,值得推广。
[1] GB/T 7826―2012 系统可靠性分析技术 失效模式和影响分析(FMEA)程序[S].
[2] 王绍印. 故障模式和影响分析(FMEA)[M]. 广州:中山大学出版社,2003:2-130.
[3] 李兆山. FMEA生产潜在失效模式分析[M/CD]. 北京:东方音像电子出版社,1970.
猜你喜欢
建材发展导向(2021年7期)2021-07-16
装备制造技术(2021年1期)2021-05-21
中华养生保健(2020年3期)2020-11-16
模具制造(2019年10期)2020-01-06
电子制作(2018年17期)2018-09-28
中华诗词(2018年1期)2018-06-26
金属加工(冷加工)(2018年3期)2018-03-26
计算机测量与控制(2017年6期)2017-07-01
制造技术与机床(2017年3期)2017-06-23
金属加工(冷加工)(2014年21期)2014-12-02
