
基于激光跟踪仪检测安装现场基准点的新方法
2015-06-09 06:39张国际沈祥开
计量技术 2015年10期
向 阳 张国际 沈祥开
(中冶连铸技术工程有限责任公司项目管理部,武汉 430073)
基于激光跟踪仪检测安装现场基准点的新方法
向 阳 张国际 沈祥开
(中冶连铸技术工程有限责任公司项目管理部,武汉 430073)
介绍了工业设备安装现场永久基准点的精度要求,以及激光跟踪仪检测点位的基本原理。从永久基准点的检测手段方面对检测精度的控制进行了分析并提出了高精度检测永久基准点的新方法。目前该方法已经成功运用到工程项目检测中,效果良好。
安装现场;基准点;激光跟踪仪;检测
0 引言
目前,工业设备的安装主要通过经纬仪、全站仪等光学仪器测量放线、标定永久基准点的方式进行,其中永久基准点一般通过“样冲”点方式作保留,便于设备进行安装和调整时使用。随着科学技术的飞速发展,工业设备安装工程中的安装精度要求越来越高,而传统的测量方式因耗时长、操作复杂和误差较大等因素已逐渐被先进的测量方式所取代,激光跟踪仪就是其中的一种先进测量系统,它不仅能够用于设备安装时的测量,还可以作为传统测量方式的精度检验工具。但是,激光跟踪仪的靶标(反射球)无法直接精确地检测到“样冲”基准点,使整个测量工作难以有效开展,限制了激光跟踪仪测量优势的发挥。本文通过基准点检测难点的分析,设计加工出一种测量工装基座并成功运用到实践中,寻找到了一种检测基准点的新方法。
1 传统测量方式与激光跟踪仪测量系统
1.1 传统测量方式的基本流程
1)确定基准点的标板;2)必须精准地确定底层的横、纵向中心线;3)确定与底层纵向中心线相关的辅助中心线;4)标出辅助中心线上方各个控制点的起点位置;5)确定辅助中心线上方各个控制点的位置;6)投测其它层(即底层以外)的基准线网格[1]。
上述控制点即工业设备安装的永久基准点,它不仅是设备安装基准线的样点(直径小于0.5mm[2]),而且还是测量放线精度检验和日后设备检修的基准点,作永久保留。
1.2 激光跟踪仪测量系统原理
激光跟踪仪系统2个角编码器自动测量靶标(反射球),相对于跟踪仪的水平方位角和垂直方位角;靶标(反射球)与激光跟踪仪之间的距离由激光干涉仪测量。这些信息经传感器电缆传给激光跟踪仪控制机,整理计算后,一部分信息经马达电缆反馈回激光跟踪仪,控制伺服马达,使激光跟踪仪始终锁定移动中的靶标(反射球);另一部分信息经局域网传输给应用处理机,储存在数据库中[3]。
激光跟踪仪为一个球坐标测量系统,以其回转中心为坐标原点,建立测量坐标系,其测量原理如图1所示。P为被测点(靶标),通过激光干涉测距测量极径L,利用两个角度编码器分别测量水平方位角a 和竖直方位角β,即可通过如下公式确定被测点P的空间坐标(x,y,z)[4]。
x=Lsina sinβ,y=Lcosa sinβ,z=Lcosβ
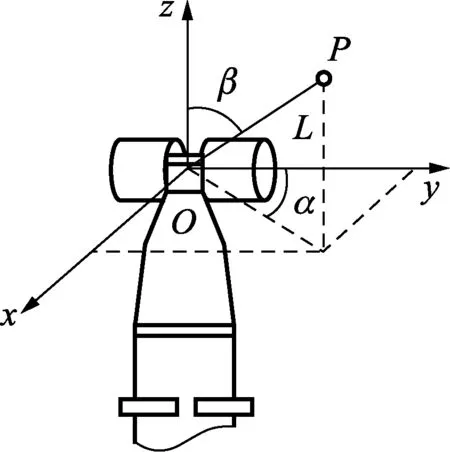
图1 激光跟踪仪测量原理
激光跟踪仪较电子经纬仪的优点是:测量结果与操作人员的技术水平无关(不需人员瞄准),可全自动跟踪反射装置,将反射球在被测物表面移动,可实现该表面的快速数字化测量。激光跟踪测量系统的测量速度是其它系统无法比拟的,特别适合于动态目标的检测,它的测量精度高、测量半径大,是目前工业高精度测量中的主要仪器[5]。
靶标—反射球按外径尺寸来分,有12.7、19.05、38.1及88.9mm等几种,其中直径38.1mm的空心球应用最为广泛[6],38.1mm反射球如图2所示。

图2 38.1mm反射球
激光跟踪仪测量系统效率高、精度高、可信度高,是未来工业设备安装测量的发展趋势。经过传统方式完成的设备安装,若使用激光跟踪仪测量系统进行检验及校正,将会大大提升设备安装的整体质量。
2 激光跟踪仪检测工业设备安装的永久基准点
2.1 基准点检测难点分析
不论采用哪种测量方式,都必须首先检测工业设备安装的永久基准点。运用激光跟踪仪,检测到这些点后建立三维空间坐标系,再对设备上的被测部位进行测量,最后通过处理机进行数据处理,就能快速得出目前设备安装的精度状况。然而,在实际过程中,通过反射球精确地检测到这些永久基准点存在很大的困难,一方面38.1mm的反射球、甚至12.7mm的反射球均无法准确定位到小于0.5mm的“样冲”点上,另一方面手持反射球因人为的微量抖动更无法精准地检测到基准点。所以,如何找到精确的方法检测到这些基准点,成为激光跟踪仪测量系统发挥其优势的首要问题。
2.2 基准点精确检测的新方法
这些基准点—“样冲”点一般为测量放线的横、纵向基准线的样点,操作者只需确定“样冲”点的横、纵向(X,Y)坐标值即可,无需考虑其高程。那么反射球无需直接接触“样冲”点,只需保证反射球球心与“样冲”点均在同一铅垂线上就能精确地检测到该点的横、纵向坐标值。
基于此,参考光学测量仪器的结构原理,设计出了基准点测量工装基座,该基座主要由基座本体、调平螺栓和高精度万向水准泡构成,其结构图如图3所示,其实物照片如图4。基座本体上加工出反射球放置位置、“样冲”点定位孔、万向水准泡装配位置、调平螺栓安装位置等,这些加工部位间的形位公差要求严格,特别是在反射球放置位置与“样冲”点观察及对准孔之间的同轴度加工上,必须保证设计所要求的公差值,才能减小反射球球心与“样冲”点不在同一铅垂线上的误差,达到检测的精度要求。目前笔者已同时申请了发明专利(专利号:201310636713.2)和实用新型专利(专利号:201320783541.7)。
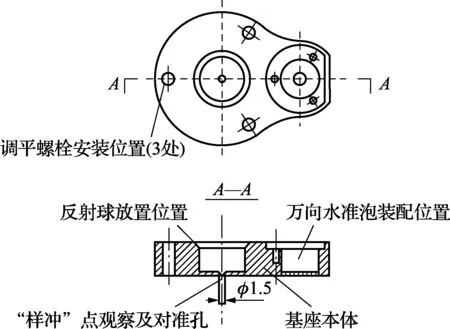
图3 基准点测量工装基座本体结构
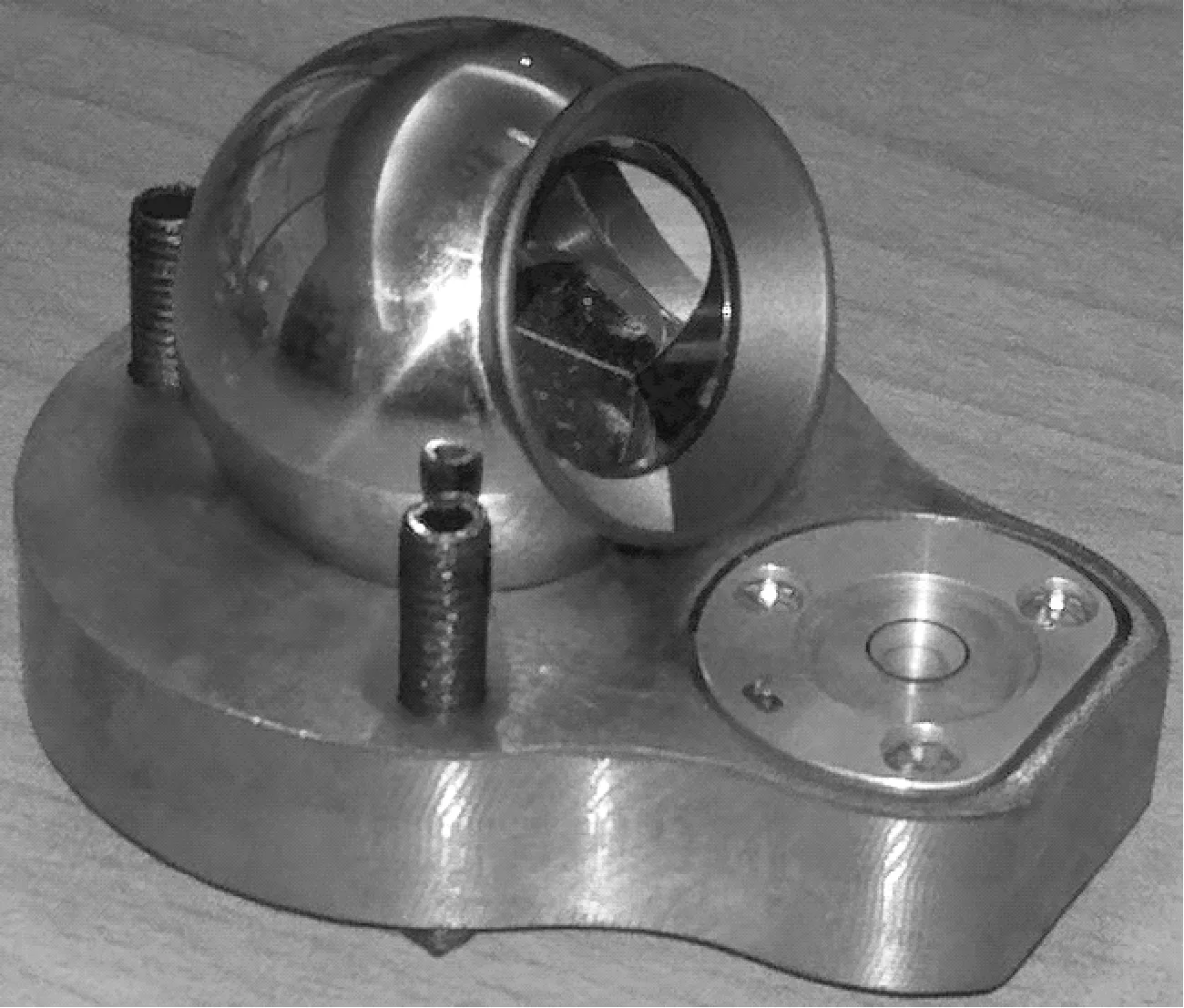
图4 基准点测量工装基座实物
使用该测量工装的具体步骤为:首先将调平螺栓支起基座本体并放置于“样冲”点之上,能够通过φ1.5mm的小孔粗略地观察到“样冲”点,然后运用划针插入与之紧密配合的小孔,划针尖端刚好对准“样冲”点,再通过调平螺栓、万向水准泡调平基座。重复操作,直至基座在水平状态下,φ1.5mm的小孔中心与“样冲”点保持在同一铅垂线上。最后小心地放置反射球于基座本体上(反射球棱镜窗口对准激光光束),再次核查基座的水平状态。至此,可以便捷地运用激光跟踪仪进行基准点的检测工作。
3 检测效果
笔者运用激光跟踪仪及基准点测量工装基座在设备安装现场对已标定的永久基准点进行了检测。在熟练程度下对4个永久基准点进行了检测,并通过激光跟踪仪配套的专用软件进行了每2个基准点所构成纵、横向基准线的正交精度的评价,总耗时不到20分钟。虽然与传统检测方式如经纬仪检测相比,在检测基准线的正交精度方面所耗时间要长,但是,激光跟踪仪是通过检测到永久基准点在水平面内的X、Y坐标值,来对基准点所构成的基准线进行相互关系的评价,而且这些基准点的坐标值,还可以通过专业软件计算出各个基准点在水平面内的相互位置关系,这是运用传统检测方式所无法实现的。
为了检测基座上φ1.5mm的小孔中心与“样冲”点不在同一铅垂线上的误差,笔者总共对这4个基准点进行了3次循环测量,每个基准点所测得3次测量值之间的最大误差均在0.3mm以内,其测量数据见表1,这说明该测量工装基座的设计与制造基于激光跟踪仪测量系统下能够满足工业设备现场安装精度的检测要求。
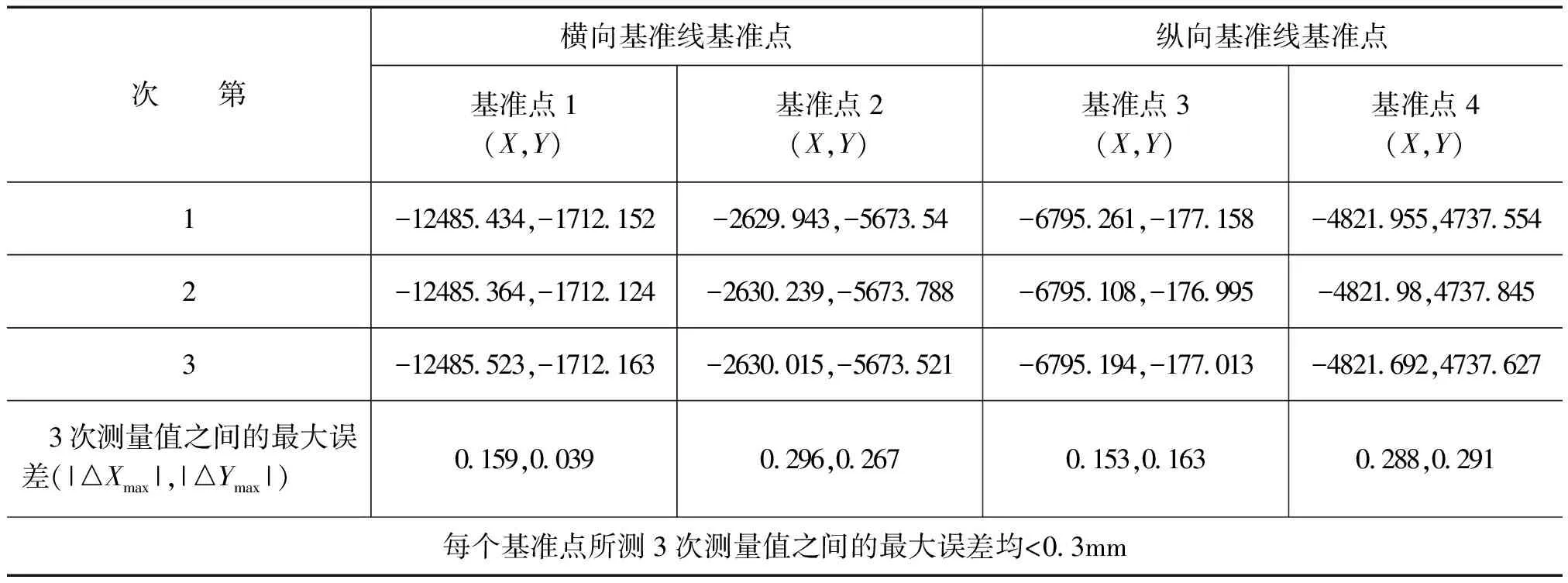
表1 4个基准点的3次循环测量值
4 结束语
在高精度工业设备安装过程中,必须首先建立标准永久基准点,一般情况是通过"样冲"点来保存,由於永久基准点是其它辅助基准坐标网的中心坐标基准点,所以如何保证该基准点位置的可靠、稳定非常重要。在此之前对永久基准点的精度测量采用经纬仪和全站仪等光学仪器,这不仅工作量大而且精度难以保证。
我们选用最新的激光跟踪仪测量系统对标准永久基准点进行测量,並设计了测量专用夹具,既保证了测量精度又提高了工作效率,经实测证明该方法与以往测量方法相比有一定的創新,在同行中有较大的推广应用前景。
[1] 余海敏. 浅议工业设备安装测量的方法. 中国建设信息,2012(15)
[2] 谢旭阳. 工业设备安装中高精度测量方法. 建筑工人,2010(03)
[3] 王彦喜,闵俊,刘刚. 激光跟踪仪在飞机型架装配中的应用. 航空制造技术,2010(19)
[4] 仝志民,等. 基于激光跟踪仪和坐标测量臂的工业测量系统. 计量技术,2008(5)
[5] 杨文彬. 激光跟踪仪与电子经纬仪在大尺寸工件测量中的比较. 锅炉制造,2008(06)
[6] 于成浩,柯明,赵振堂. 提高激光跟踪仪测量精度的措施. 测绘科学,2007(02)
10.3969/j.issn.1000-0771.2015.10.11
猜你喜欢
华中建筑(2022年4期)2022-04-14
防爆电机(2021年2期)2021-06-09
现代测绘(2021年1期)2021-04-28
军民两用技术与产品(2021年10期)2021-03-16
模具制造(2019年7期)2019-09-25
世界农药(2019年3期)2019-09-10
船舶标准化工程师(2019年4期)2019-07-24
光学精密工程(2016年4期)2016-11-07
肿瘤影像学(2015年3期)2015-12-09
振动、测试与诊断(2014年4期)2014-03-01
