
某车型货厢后圆角外板缩颈开裂问题改进
2015-06-21 11:35艾卫东梅曾辉陈文标赵道智马杰江铃汽车股份有限公司冲压厂
锻造与冲压 2015年14期
文∕艾卫东,梅曾辉,陈文标、赵道智,马杰·江铃汽车股份有限公司冲压厂
某车型货厢后圆角外板缩颈开裂问题改进
文∕艾卫东,梅曾辉,陈文标、赵道智,马杰·江铃汽车股份有限公司冲压厂

艾卫东,冲压厂厂长助理,高级工程师,6-Sigma黑带,主要从事汽车行业冲压工艺开发及质量管理工作,获多项集团公司科技进步奖,获实用新型专利2项。
本文通过对后圆角外板上的拉延工序进行分析,利用FLD分析确定产品拉延工序的成形裕度,利用CAE软件进行有限元仿真模拟,并结合一次回归的正交设计确定最佳的产品数模修正数值。按照分析结果进行模具整改,最后再利用FLD分析验证产品拉延工序的成形裕度。
江铃汽车股份有限公司冲压厂是江铃汽车股份有限公司的龙头厂,担负着全顺、五十铃、皮卡和驭胜四大系列车型1300多种大、中型冲压件的生产任务,大部分产品都需要冲压拉延成形。由于少量产品在拉延时有缩颈开裂问题,导致产品报废、待机调模,产生了大量的劣质质量成本。
缩颈开裂产生的原因
缩颈开裂多产生于拉延工序,也有少量产生于翻边或整形工序。拉延件缩颈开裂的主要原因有:⑴模具压边力过大或拉延筋配合不好,造成材料流动过慢;⑵模具R角过大或过小,阻碍材料流动;⑶材料原因造成开裂,则是由于材料成形性不好,即材料的抗拉强度不足;⑷如果是整形开裂,则是由于凹凸模配合不好造成。
本文主要是分享一种解决拉延件缩颈开裂问题的思路。在接下来的案例中将介绍如何利用FLD(成形极限图)和CAE分析,结合6-Sigma工具来解决实际生产中拉延件的缩颈开裂问题。
案例展示
后圆角外板上由于缩颈开裂问题导致的产品年均报废率为1.28%,每年产生待机调模时间为100h,劣质质量成本为302592元。
原因分析
通过鱼骨图分析,分别从人、机、料、法、环、测6个方面找出了11个影响因子,再利用因果矩阵的权重分值和柏拉图的80/20法则,最终确定了以下4个主要因子:⑴拉延工序压边力;⑵原材料成形性能;⑶拉延工序定位可靠性;⑷拉延工序润滑效果。对4个因子进行数据收集,并利用CPK分析,4个因子的分析结果如图1所示。

图1 CPK分析
从CPK分析数据中可以得出,导致后圆角外板上缩颈开裂的关键因子为拉延工序压边力过大。冲压成形过程中的压边力是板料塑性成形的一个重要的工艺参数。压边力的主要作用是用来增加板料中的拉应力,控制材料的流动,避免起皱。一般来说,压边力过小,无法有效地控制材料的流动,板料很容易起皱;而压边力过大,虽然可以避免起皱,但拉破的趋势会明显增加,同时模具和板料表面受损的可能性亦增大,从而影响到模具的寿命和板料成形的质量。所以压边力的合理控制就成为薄板冲压成形过程中一个十分重要的因素。
带拉延筋的压边圈,压边力可根据需要进行调节,生产时只需要较小的压边力,而产生的正压力较小,有利于保证模具的使用寿命和产品的质量。结合模具结构和现场生产跟踪情况,小组决定利用CAE对模具拉延筋分布进行分析。按照目前的拉延筋分布状态进行CAE分析,得出产品两侧材料变薄率分别为36.2%和34.0%(图2),而材料可接受的最大变薄率为20%。
在拉延工序对拉延件利用FLD(Forming Limit Diagram成形极限图)分析,如图3所示。分析结果为产品安全裕度为0,此产品不稳定容易缩破。

图2 CAE分析结果
结合CAE分析和FLD分析结果,模具的拉延筋分布不合理,导致两侧的料需要很大的压边力才能确保拉延成形时产品不起皱,而压边力过大又会导致产品缩破。

图3 拉延件FLD分析
整改措施
根据CAE分析,对拉延筋分布进行调整,结合一次回归的正交设计,确定拉延筋的整改方案。调整拉延筋布置后,通过CAE分析得出材料变薄率分别为8%~10%,产品不起皱且没有缩颈开裂风险。调整拉延筋后的CAE分析结果,如图4所示。

图4 调整拉延筋后的CAE分析结果
设定气压值为0.22MPa,拉延筋形状为圆筋(以凸模为基准),拉延筋形状尺寸为:进、出料圆角为R1~R3、拉延筋高为5~10mm、拉延筋宽为10~20mm。新增拉延筋为整改留下了余量,小组通过现场维修调试收集数据,进行回归设计分析。
⑴设定因子。z1:进、出料圆角,取值范围为R1~R3。z2:筋高,取值范围为5~10mm。z3:筋宽,取值范围为10~20mm。y:材料变薄率(要求小于20%)。
⑵试验目的。降低材料变薄率y,拟建立y关于z1、z2、z3的回归方程。
⑶确定因子水平和编码(表1)。

表1 因子水平表
对z1、z2、z3编码,令:x1=(z1-z01)/Δ1,x2=(z2-z02)/Δ2,x3=(z3-z03)/Δ3。
⑷利用二水平正交表(表2)安排试验。
⑸数据分析。
对回归方程作显著性检验:x1、x2、x3的P值在0.05水平上是显著的,得y关于z1、z2、z3的回归方程。数据分析如图5所示。
⑹寻找最优点。
通过CAE分析得出变薄率y值在8%~10%之间,产品没有起皱和缩颈开裂风险。将z1设定为R3,将z3设定为15mm,变薄率y值在8%~10%范围内,解回归方程得出z2最优点为7.19mm。
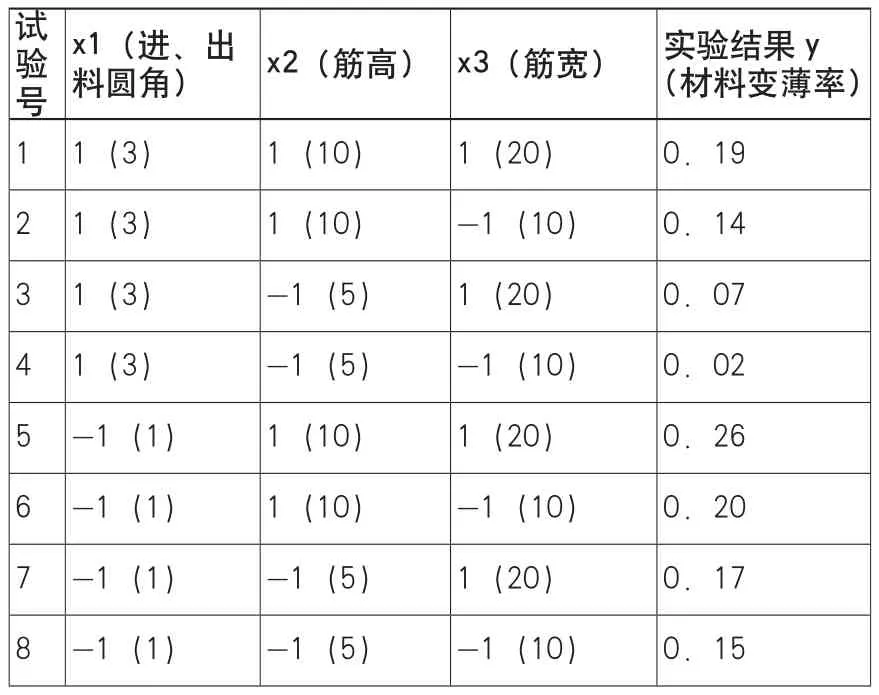
表2 二水平正交表

图5 回归分析结果
实施整改措施
按照CAE分析和回归设计结果,调整拉延筋分布以及尺寸。在拉延模上确定加筋的位置;对上模的凸筋进行堆焊;对下模的凹筋进行打磨挖槽;对凹凸筋进行手工研配;上机试模,对拉延筋进行最后研配。拉延筋调整结果如图6所示。
改善效果验证
整改完成后,产品缩颈开裂问题消除,报废率为0,由此问题导致的待机调模时间为0,节约劣质质量成本302592元。将整改完成后的拉延工序件进行FLD分析,通过FLD分析得出,产品成形裕度为15%,成形性安全稳定。整改后的FLD分析结果,如图7所示。

图6 拉延筋调整结果

图7 整改后FLD分析结果
结束语
本文主要针对拉延工序缩颈开裂问题进行了分析,展示了一个解决此类问题的思路,利用CAE、FLD结合6-Sigma工具对整改方案和整改效果进行确定和验证,对解决拉延工序出现的缩颈开裂问题具有一定的借鉴意义。
猜你喜欢
模具技术(2021年5期)2021-10-13
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
山东工业技术(2018年3期)2018-11-30
制造技术与机床(2018年8期)2018-10-09
锻造与冲压(2017年14期)2017-08-01
制造技术与机床(2017年2期)2017-05-04
锻压装备与制造技术(2016年3期)2016-06-05
