浅谈电脑硬盘中磁盘架的成形与精冲
2015-06-22 14:18王祖华武汉华夏精冲技术有限公司
锻造与冲压 2015年24期
文/王祖华·武汉华夏精冲技术有限公司
浅谈电脑硬盘中磁盘架的成形与精冲
文/王祖华·武汉华夏精冲技术有限公司

王祖华,工程师,华夏精冲公司副总经理兼总工程师,从事精密模具的设计与制造、维修等工作十多年;对全自动液压精冲机、厚板精冲工艺及成型技术有一定的研究;主持并参与的一冶集团的项目中,获得2项三等奖,1项二等奖;参与一项省级科技项目并通过验收,拥有5项专利。
磁盘架(图1)是电脑硬盘零部件中重要的功能性零件,种类繁多,通常是由铝质或塑胶材料制成。为了降低硬碟内产生的热量,实际应用中以铝质零件为主。磁盘架的作用是减少空气的波动和噪音,降低音圈马达运转的阻力,确保并提升盘片运转的平稳性和可靠性,因此它是形状复杂的零件,对厚度公差、形位公差、表面粗糙度等都有较高的要求,局部锥度的加工难度大。

图1 电脑硬盘磁盘架
传统的加工磁盘架的方法是,采用机加工和拉延成形棒料锯切后镦形加工法,但效率低、原材料利用率低、成本高,且加工过程中零件产生内应力而导致变形、断口凸起、锯切屑粘连等原因,质量难保证,不适合大批量生产。因此开发一种合适的工艺生产磁盘架零件显得十分重要。
磁盘架的具体技术要求和材料选择
技术要求
以图2所示零件为例,磁盘架的技术指标要求为:尺寸厚度公差为±0.0125mm;平行度为0.025 mm;轮廓度为0.04 mm;表面粗糙度Ra为0.2μm;局部细节处存在3D立体成形锥度。
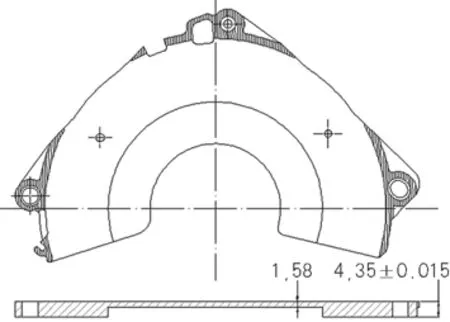
图2 磁盘架零件图
由此可见,它是一个形状复杂、精度很高、制造较难的零件。
材料选择
材料选用铝镁合金Al6061-T6(属Al-Mg-Si系合金),其主要性能为:抗拉强度σb≥195MPa;屈服强度σs≥56MPa;延伸率δ5≥25%;弹性系数为68.9GPa;泊松比为0.330;料厚S=5.0mm,成品件厚度尺寸S=(4.35±0.015)mm。
材料需做软化退火处理,硬度达到HV40~50。
工艺方案
以图2中所示零件为例,拟采用“精冲+镦压成形+机加工”的综合加工方法来生产,在保证生产质量、效率的同时,节约和降低了成本。其中镦压成形分三次进行,此过程采用一副适合于镦压成形的镦压模具,只需更换对应的成形凸模和成形凹模,实现多次镦压渐进式成形,保证成形形状和精度,降低模具制造成本。其工艺顺序如下:
精冲毛坯件
首先采用单件/模的精冲方法预冲毛坯件。如图3所示,毛坯件的轮廓度在0.1mm以内,冲裁面光亮,冲裁面完好率90%以上。精冲时,用煤油作润滑剂,这样有利于后道工序的清洗,生产效率可达到每分钟80件。精冲排样图如图4所示,步距为42mm。精冲模冲裁间隙单边SP=0.015mm;凹模刃口圆角R取值0.2~0.3mm;凸、凹模材质选用瑞典一胜百ASSAB88,热处理到HRC58~61,并且表面经TiN处理。
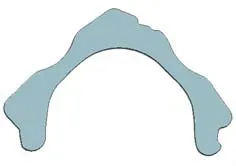
图3 精冲毛坯件示意图
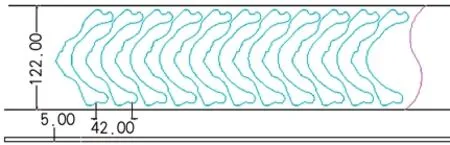
图4 精冲落料排样图
冷镦压成形1
在压力作用下,使毛坯件在模具形腔内挤压,而形成局部凸起;材料厚度为5.0mm,局部凸起的厚度是(5.4±0.10)mm,同时将毛坯件的平面面积增大,平面处的厚度(2.75±0.10)mm。
冷镦压模具冲裁间隙单边取值SP=0.05mm,凸模材质选用瑞典一胜百ASSAB88,热处理到HRC58~61,凹模选用瑞典一胜百XW42材料,热处理到HRC55~57,凸、凹模需做DLC表面润滑涂层(具有干式金属润滑膜)处理。生产过程中,每冲压10000次后,凸、凹模件要进行去应力退火处理,温度在(280±5)℃,保温时间是300min,达到提升模具使用寿命的目的,并且确保产品的质量。模具在每次去应力后需检测硬度,当硬度低于原值3HRC后需重新热处理,并进行模具形腔的精加工。
退火
冷镦压成形1后,零件需在热处理炉中进行退火处理,退火工艺如图5所示。目的是消除应力,降低硬度和镦压后的材料硬化,便于下道工序成形,提高材料的塑性。
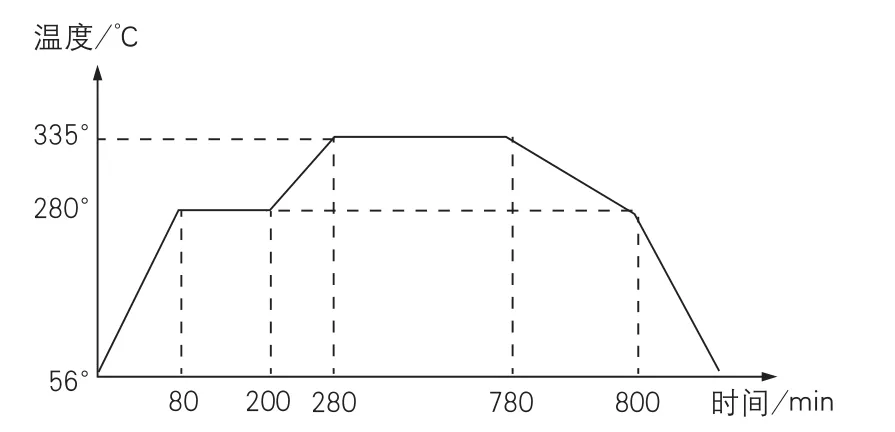
图5 冷镦压成形1后退火处理工艺示意图
冷镦压成形2
进行镦压成形的第二步,是退火后的粗成形件的局部增厚成形,局部凸起处的厚度由原来的5.3mm增加至5 .5mm,要求零件厚度均匀、平整,大平面处的面积进一步增大,其平面处的厚度在(2.25±0.06)mm。
冷镦压成形3
冷镦压成形3工艺之后,零件不允许有夹层、凹坑等出现,在平面处的厚度为(2.00±0.04)mm。
精冲孔、落料
精冲孔、落料的冲切光亮带需达到100%,同样,精冲时使用煤油作为润滑油,以便于后道工序清洗;精冲孔、落料后,零件需要进行去应力处理,温度在(235±5)℃,保温时间是100min。
机加工(数控加工中心机床)
采用高精度的数控加工中心进行精铣加工,得到成品磁盘架零件,满足各项技术要求。在数控精铣加工时,加工的刀具须采用双层刀组同时切削,推荐使用陶瓷刀片加工,效果更好,寿命更长。
结束语
通过对磁盘架的工艺分析,结合投入与产出的实际条件情况,采用“精冲→镦压成形→机加工”相结合的成形工艺方法加工磁盘架零件,达到了零件的技术要求,具有投入低、效率高、操作安全、标准化程度高的特点。该方法还可应用于其他高精密件的设计、制造中,能够创造更高的社会经济效益。
猜你喜欢
模具制造(2022年2期)2022-03-25
铝加工(2020年3期)2020-12-13
电脑爱好者(2019年2期)2019-10-30
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年11期)2018-11-23
网络安全和信息化(2018年2期)2018-11-09
制造技术与机床(2017年7期)2018-01-19
网络安全和信息化(2017年3期)2017-03-10
网络安全和信息化(2016年8期)2016-11-26