
基于欧姆龙PLC的上药机械手研究
2015-07-11 07:43黄晓冉董小雷
制造业自动化 2015年14期
黄晓冉,董小雷,梁 超
(河北联合大学 机械工程学院,唐山 063009)
0 引言
伴随着我国经济的发展和医药技术的不断提高,合适各样的药品进入了我们的生活中[1]。同时机电一体化技术和计算机技术的也是突飞猛进,催生的自动化药房在很大程度上提高了医药服务水平,也在一定程度上缓解了紧张的医患关系。现有的大型自动化储药设备,对机械手自动上药的效率和准确性均提出了新的要求,也成为影响药房设备自动化水平的一个重要因素。
小型的自动化储药设备采用人工上药的方式即可,但对于已经投入应用的大型自动化药房而言,采用上述方法就不是很合理。大型自动化药房对上百种药品进行集中管理,药品数量达到几千盒,人工上药的方式就会降低上药的效率,增加医务工作人员的劳动强度,也增加了药品管理的成本。在我国市场上,现有的上药机械手存在单次上药量少、上药速度慢和适用范围有限等问题,所以为了解决以上出现的问题,设计了一种上药机械手,此上药机械手采用一套新的机械结构和控制系统方案,为解决大型自动化储药设备的上药问题提供了有效的方法。
1 上药机械手的机械结构组成及工作原理
上药机械手的机械结构主要由水平和竖直方向的直线导轨、带有滑条的上下双层发药槽、齿轮轴、上从动半齿轮、下从动半齿轮、光电对射感应器、电磁铁、“凹”型挡板等部分组成。机械手整体机械结构如图1所示,双层发药槽的主视图如图2所示。
1)为提高机械手上药的速度和灵活性,上药机械手在水平和竖直方向均采用双直线导轨,使得上药机械手能够按照工控机指令沿着直线导轨实现准确、快速的定位[2],以提高机械手上药的效率。

图1 上药机械手整体结构示意图
2)针对现有上药机械手存在单次上药量少的问题,设计了上下双层发药槽结构进行上药,可以提高了单次上药的数量。此外,发药槽上表面和侧面均铺设有三角滑条,实现药品与发药槽的线接触,减小了药品与发药槽之间的摩擦力,保证药品能够沿发药槽快速、顺利的滑落至储药柜。
3)上下双层发药槽两侧均安装有从动半齿轮,通过中间的一个主动齿轮轴连接,实现三个齿轮的啮合。每个齿轮和齿轮轴均通过轴承与移动架链接,既对发药槽起到了支撑和固定的作用,也使得发药槽、齿轮、齿轮轴和移动架成为一个整体,并且能够在竖直方向做直线运动。主动齿轮轴带动从动半齿轮转动实现发药槽的旋转,通过人工设置,其旋转角度可变,这样可适用于具有不同倾斜角度的斜坡式储药柜,使得机械手的应用更加广泛。齿轮传动机构具有传动精度高,工作强度大的特点[3],从而提高机械手的上药动作的准确度,并延长其机械寿命。
4)双层发药槽均与水平面成一定倾斜角度,如图2所示,倾斜的发药槽能够使得药品在重力作用下紧贴在发药槽的侧壁,以实现药品在发药槽中的定位。电磁铁通过与“凹”型挡板相连,实现对药品在沿三角滑条方向的定位。当发药槽转到设定好的角度时,电磁铁得电,“凹”型挡板向下收缩,药品摆脱挡板的束缚,在重力作用下,沿着发药槽滑落。
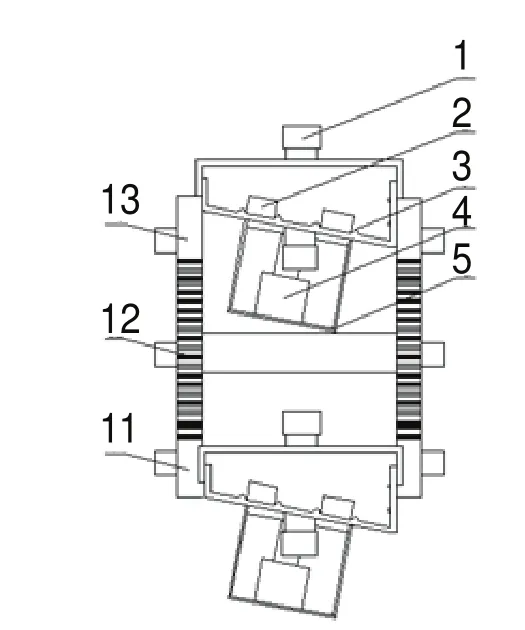
图2 双层发药槽的主视图
5)分别在双层发药槽出药口的位置打圆孔,并安装常闭型光电对射感应器。药品沿着发药槽滑落,当药品遮挡住光电对射感应器发出的光时,该装置会激发高电平,并通过总线将电信号传给PLC,当药品发送完毕,药盒不再遮挡对射光线,光电对射感应器恢复低电平[4]。光电对射感应器能够检测机械手中的药品是否发送完毕。
2 上药机械手的控制系统组成与工作过程
上药机械手的控制系统由硬件部分和软件部分组成。
2.1 控制系统硬件的组成与工作过程
上药机械手的控制系统硬件整体结构图,如图3所示。
由液晶触摸屏组成的上位机主要对上药机械手作业状态进行实时监控和对储药柜中药品信息进行实时管理,还能够对发药槽所需旋转的角度进行设置。下位机选用欧姆龙系列CP1H型的PLC,实现对伺服电机、光电对射感应器、电磁铁等硬件的控制。RS485总线具有结构简单、数据传输速率高、抗干扰性强等优点[5],所以控制系统中硬件组态之间通信采用该总线,从而保证信息交流和数据传递的及时性和准确性。
结合图3,上药机械手的具体作业过程如下:液晶触摸屏显示自动化药房储药柜中药品的信息,并提示医务工作人员对储药柜进行补药。人工将药品平放在上药机械手的发药槽中,启动上药机械手的工作启动按钮,PLC按照程序指令驱动伺服电机M1和M2,使得机械手沿着水平和竖直方向的直线导轨运动到指定的位置,此时PLC驱动伺服电机M3,使得发药槽在主动齿轮轴的带动下旋转至设定好的角度,一层发药槽电磁铁得电挡板向下收缩,药品沿着滑道滑向自动化药房的储药柜,此时光电对射感应器检测机械手中药品发送的情况,一层发药槽上药结束后,如果需要继续上药,PLC则发出指令控制另一层发药槽以相同的动作完成上药,之后机械手复位。

图3 上药机械手控制系统硬件整体结构图
2.2 PLC对伺服电机和电磁铁的控制
设计的上药机械手下位机控制系统需输入点数共12点,输出点数共10点,选用欧姆龙系列CP1H型的PLC,并且采用主单元和扩展单元相配合,即可满足上述设计要求。
上药机械手在上药动作过程中,PLC通过发送不同频率和数量的脉冲给伺服驱动器,伺服驱动器直接连接编码器,从而构成速度、位移的闭环控制,最终实现对伺服电机转速和转角的精确控制[6],保证上药机械手的准确定位。PLC主模单元可以发送三路脉冲信号给伺服驱动器,能够实现对三个伺服电机的控制。串接的扩展单元通过控制继电器的通断,来控制电磁铁得电和失电,从而控制“凹”型挡板的伸缩,实现药品的发送。PLC的输出地址分配如表1和表2所示。

表1 PLC主单元I/O功能分配表

表2 扩展单元I/O功能分配表
2.3 软件控制系统的结构设计
上药机械手的软件控制系统采用模块化设计,由通信模块、运行监测模块和发药模块三部分组成。如图4所示。

图4 软件控制系统结构图
通信模块主要用来实现机械手上位机与下位机之间的通信,保证机械手按照指令快速、准确的作业。运行检测模块主要实现机械手控制系统的初始化和开机测试,并对机械手整个工作过程进行实时检测,以保证机械手安全有效的工作。发药模块则严格按照程序控制机械手上药。三个模块相互配合,实现机械手有条不紊的运行。程序流程如图5所示。
3 结论
设计的上药机械手,机械结构简单可靠,提高了机械手的耐用性和应用广泛性,为其长期重复周期性工作提供了基础保障。基于PLC的机电控制系统和模块化设计的软件控制系统相结合,保证了上药机械手高效的进行作业。上药机械手能够解决自动化储药设备自动上药的问题,具有一定的实际应用价值。

图5 软件控制系统流程图
[1] 龚从扬,臧铁钢,袁金虎.药房快速自动发药机单元的研发[J].中国制造业信息化,2012,05:64-66,70.
[2] 张沈生.直线导轨的原理及其应用[J].洪都科技,2004,02:44-49.
[3] 李陆俊,吕新民.联合收割机割刀行星齿轮传动机构设计[J].农机化研究,2011,04:67-70.
[4] 姚正武.基于AT89S51的双红外激光对射开关实现智能照明控制[A].中国照明学会(China Illuminating Engineering Society).2014年中国照明论坛——LED照明产品设计、应用与创新论坛论文集[C].中国照明学会(China Illuminating Engineering Society),2014:9
[5] 谢剑,金永乔,白江,王宇晗.高档数控系统中的RS485串行总线接口研究与开发[J].组合机床与自动化加工技术,2010,05:22-25,30.
[6] 闫娓,陈忠提,赵安.PLC触摸屏直接控制伺服电机程序设计[J].机床电器,2009,04:37-38,41.
猜你喜欢
上海医药(2022年21期)2022-12-05
江苏安全生产(2022年2期)2022-04-19
中国金属通报(2020年13期)2021-01-04
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
航空维修与工程(2020年3期)2020-04-10
科技与创新(2020年4期)2020-03-12
健康大视野(2018年13期)2018-10-31
电子制作(2018年10期)2018-08-04
科学家(2017年20期)2017-11-10
