注射成型金刚石绳锯硫化工艺优化
2015-07-27 06:25朱飞雷
超硬材料工程 2015年6期
朱飞雷
(桂林特邦新材料有限公司,广西桂林 541004)
注射成型金刚石绳锯硫化工艺优化
朱飞雷
(桂林特邦新材料有限公司,广西桂林 541004)
考察 “硫化三要素”对金刚石绳锯中橡胶与串珠之间的固定强度的影响,结果表明橡胶绳锯的极限硫化温度为165℃;不同温度在相同硫化时间节点对固定强度无明显影响;如果按tc90的时间来硫化绳锯,固定强度达不到最佳;在相同温度点,tc90+1/2ts2时间节点在硫化平坦时间节点的前半段,tc90+1/ 2ts2为最佳硫化时间点;合模力对固定强度有显著影响,合模力可采用设备能承受的最大压力。
金刚石绳锯;橡胶注射成型;橡胶与串珠固定强度
由于橡胶黏度大,流动性差,不易注射,高温时易焦烧,所以橡胶绳锯制作多采用模压成型法生产。但是随着绳锯产品的发展,传统的模压成型技术已很难满足目前绳锯生产的需求。注射成型技术具有以下优点:成型的制品质地密实、尺寸精确、物理化学性能好;自动化程度高、操作简单、劳动强度低、生产效率高,从而在国内各个绳锯厂家得到运用[1-2]。
橡胶绳锯由模压成型转化为注射成型,橡胶配方、模具结构等变化较大,那么硫化工艺也必须做相应优化[3-4]。时间、温度和压力是构成橡胶硫化工艺的三个主要因素,它们对橡胶绳锯质量有着决定性影响,通常称为“硫化三要素”,硫化工艺的设计是对这些硫化条件(因素)的确定和优化。绳锯橡胶与串珠之间的固定强度对绳锯使用性能有直接影响,如果固定强度较低,使用时易窜珠、断绳导致无法正常使用,过高则橡胶易开裂、串珠松动(转动)、钢丝绳进水生锈而导致断绳而无法使用[5]。本文通过考察 “硫化三要素”对绳锯中橡胶与串珠之间的固定强度的影响,来确定绳锯硫化三要素基本工艺。
1 试验
1.1 试验配方
NR 100、N220炭黑45、促进剂NS 1.8、不溶性硫磺HS-7020 3.5、硼酰化钴0.3、氧化锌8.0、防老剂4020 2.5、防老剂RD 1.5、其他7.4。
1.2 主要试验设备
GT-AI-7000S电子拉力试验机和GT-M2000AN无转子硫变仪(东莞高铁检测仪器有限公司)橡胶注射机(佛山伊之密精密橡胶机械有限公司)。
1.3 检测方法
橡胶与串珠固定强度按GB/T30470-2013检测,橡胶物理机械性能和硫变性能按相应国家标准检测。
2 结果与讨论
2.1 胶料硫化特性(不同温度下的稳定性对比)
测试同种橡胶在不同温度下的硫化特性,测试时间为30min,试验结果见图1和表1。
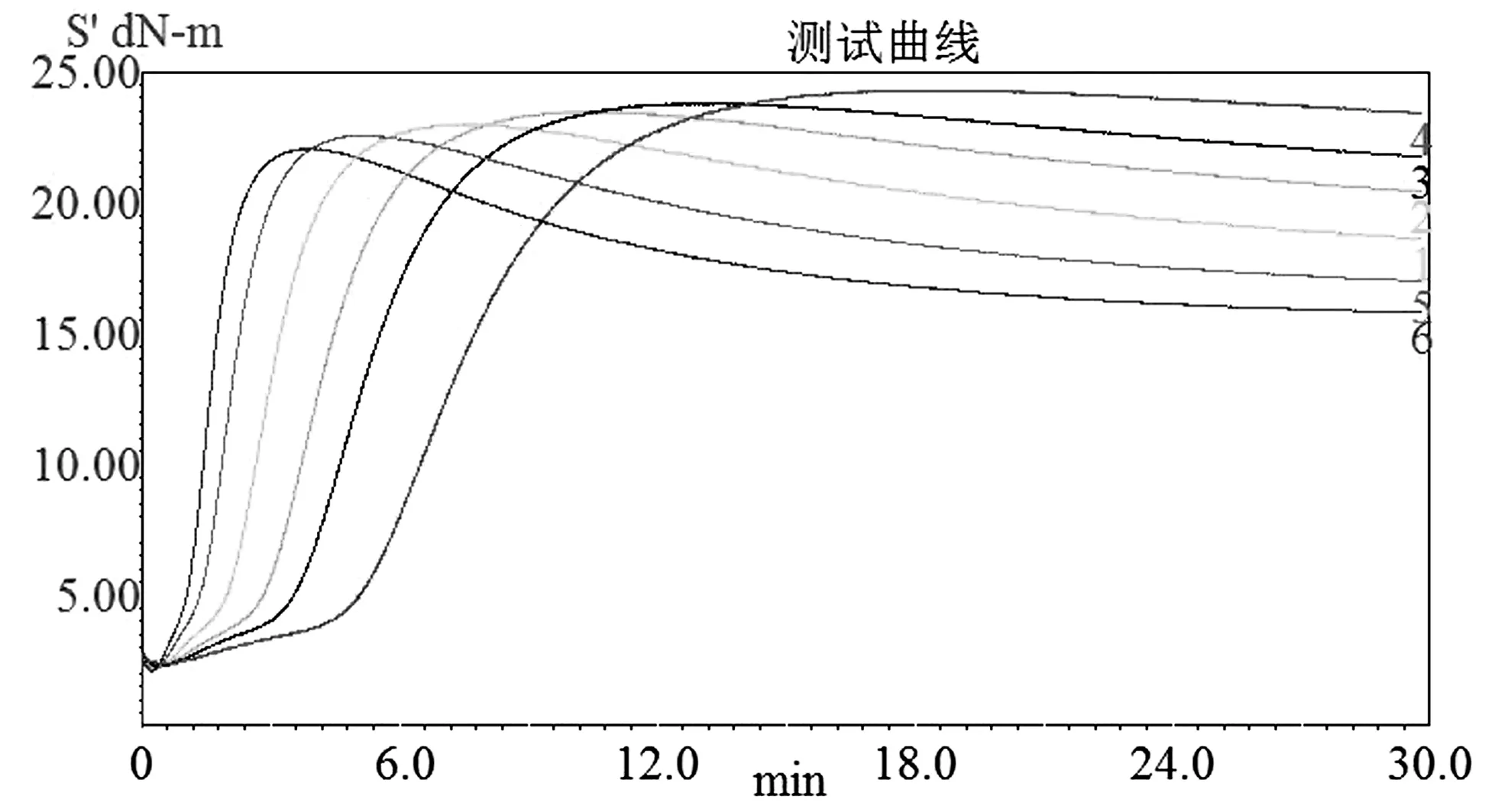
图1 同种橡胶不同温度下的硫化曲线Fig.1 The vulcanization curves of the same kind of rubber at different temperatures
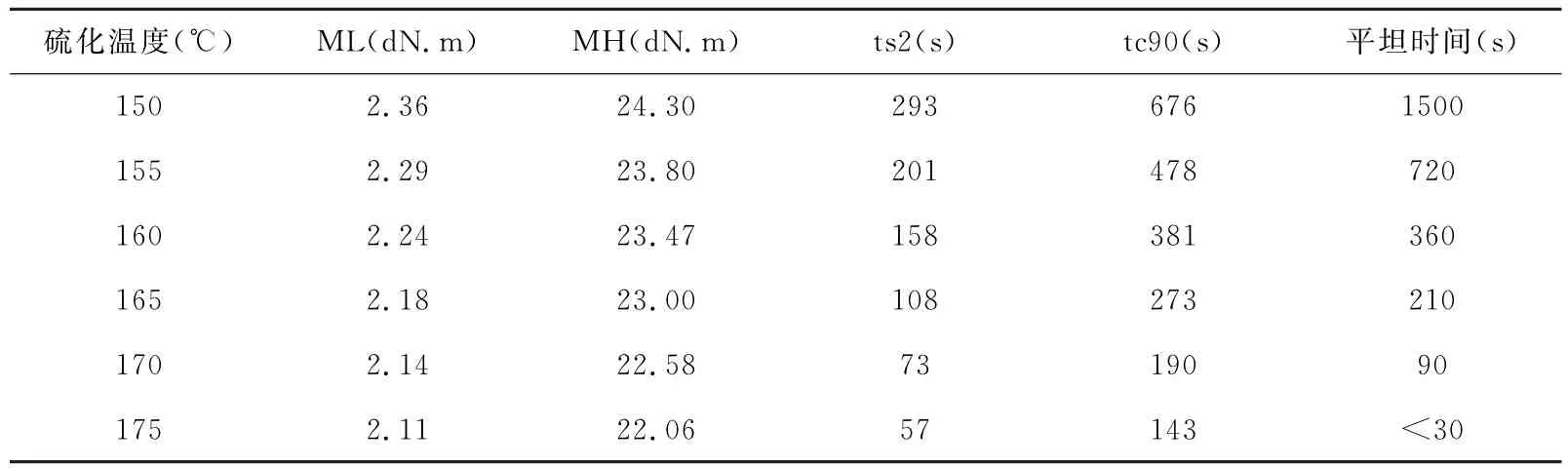
表1 同种橡胶不同温度下的硫化特性Table 1 The cure characteristics of the same kind of rubber at different temperatures
从表1和图1可以看出,随着硫化温度的提高,胶料的最小转矩ML和最大转矩MH都呈减小趋势;焦烧时间也缩短,硫化速度变快,每提高10℃硫化时间缩短约一半;硫化平坦时间在提高温度后急剧减少,在170℃以上时已很短,在实际生产时很难控制,同时温度高于165℃后,胶粘剂在此温度下开始发生降解,出现与金属表面和橡胶表面脱离的现象[6],所以橡胶绳锯的极限硫化温度为165℃。
2.2 不同温度点时不同时间点固定强度测试
硫化压力保持不变,不同温度、不同硫化时间对橡胶与串珠之间固定强度的影响如表2所示。
从表2可以看出,相同温度在3个不同时间点测得的固定强度相差较小,标准偏差在60~80N之间,不同温度在相同硫化时间节点测得的粘接力相差也较小,最大值标准偏差为50.11N,可以认为不同温度在相同硫化时间节点对固定强度无明显影响。
从表2还可以看出最大值一般出现在tc90+ 1/2ts2和tc90+ts2的时间点上,可能原因为硫化注射时,橡胶进入模腔时的温度比模具温度小很多,需要增加一定的时间升温,这说明如果按tc90的时间来硫化绳锯,固定强度则达不到最佳。
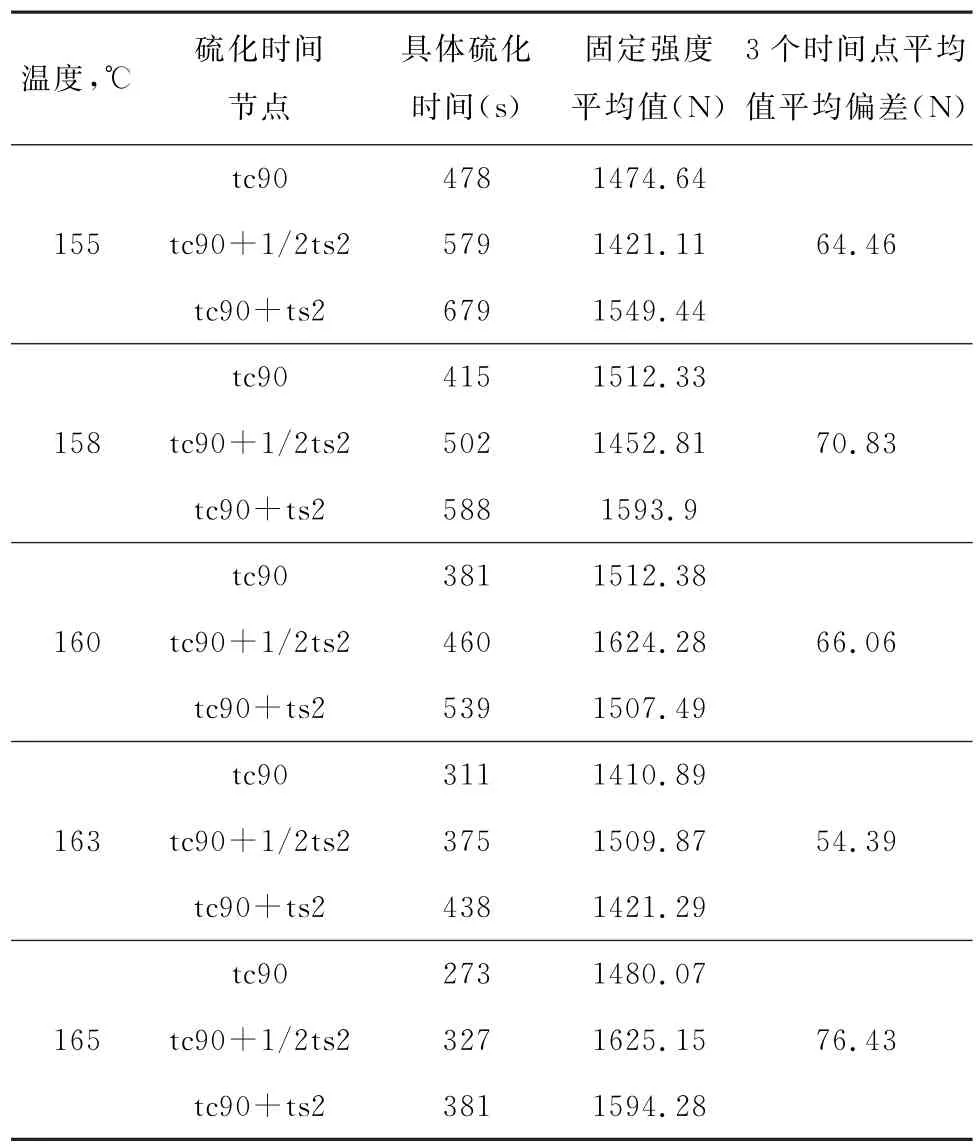
表2 不同温度点时不同时间点固定强度测试Table 2 Fixation strength test at different time nodes under different temperature points
从表1和表2综合可以看出在相同温度点tc90 +1/2ts2,tc90+ts2两个时间点比在tc90时间性能略高;tc90+1/2ts2在硫化平坦时间节点前半段, tc90+ts2时间一般在硫化平坦时间节点的后半段,工艺操作时平坦时间前半段节点比后半段节点更易控制(时间超过后半段节点橡胶性能开始下降),所以tc90+1/2ts2为最佳硫化时间点。
2.3 合模力对固定强度的影响
在硫化温度、时间不变的条件下,合模力分别为19、20、21、22MPa,这些变量对橡胶与串珠之间固定强度的影响如表3所示。
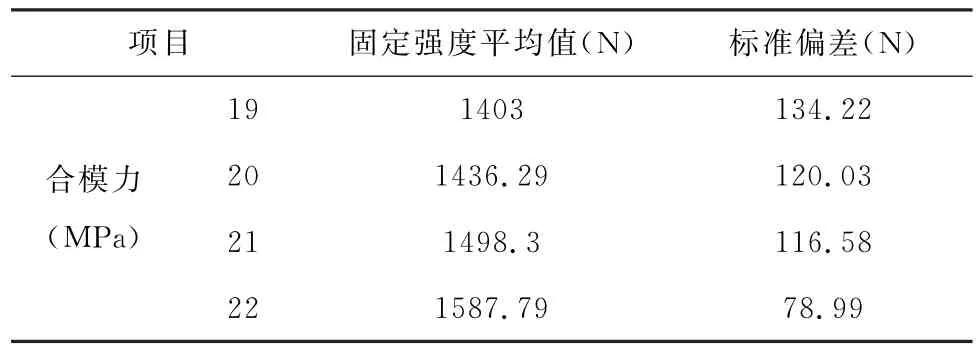
表3 合模力对固定强度的影响Table 3 Influence of mold clamping force on the fixation strength
从表3可以看出合模力对固定强度有显著影响,随着合模力的提高,固定强度提高,稳定性也越高(标准偏差越小),合模力可采用设备能承受的最大压力。
2.4 采用优化工艺注射测试结果
从表4可以看出,采用优化工艺(时间取整数便于实际操作)制作的绳锯测定固定强度高,且稳定性好。

表4 优化工艺后测定固定强度Table 4 Fixation strength test after process optimization
3 结论
(1)温度高于165℃后,胶粘剂在此温度下开始发生降解,出现与金属表面和橡胶表面脱离的现象,所以橡胶绳锯的极限硫化温度为165℃。
(2)不同温度在相同硫化时间节点对固定强度无明显影响。
(3)如果按tc90的时间来硫化绳锯,固定强度达不到最佳。
(4)在相同温度点,tc90+1/2ts2时间节点在硫化平坦时间节点的前半段,tc90+1/2ts2为最佳硫化时间点。
(5)合模力对固定强度有显著影响,随着合模力的提高,固定强度提高,稳定性也越高(标准偏差越小),合模力可采用设备能承受的最大压力。
[1] 黄娜斌,江波.橡胶注射成型技术及其设备[J].橡塑技术与装备,2007,33(7):32-37.
[2] 张慧敏.橡胶注射成型技术[J].特种橡胶制品,2005,26(5):33-36.
[3] 魏荣梅,严宏洲,张福智,等.天然橡胶注射成型工艺研究[J].特种橡胶制品,2011,32(4):34-37.
[4] 郑洪喜,毛智琛.橡胶注射模的设计程序[J].模具制造,2006 (10):70-72.
[5] 朱飞雷,江文佳,等.金刚石串珠绳锯橡胶配方设计研究初探[J].超硬材料工程,2012(4).
[6] 陈国栋,满敬国,钱伟国,等.硫化温度对橡胶和金属粘接力的影响[J].世界橡胶工业,2009,36(9):40-42.
Optimization of the Vulcanization Process of Diamond Wire Saw Prepared by Injection Molding
ZHU Fei-lei
(Guilin Tebon Superhard Material Co.,Ltd,Guilin,Guangxi,china 541004)
The influence of the three parameters of vulcanization on fixation strength between the rubber and beads of diamond wire saw has been studied.Result shows that the vulcanization temperature limit of the rubber wire saw is 165℃;temperature has little influence on the fixation strength under the same vulcanization time node;if the wire saw is vulcanized under time of tc90,the optimal fixation strength can not be obtained;under the same temperature,tc90+1/2ts2 time node locates at the anterior half segment of the plateau cure and the best curing time points is tc90+1/2ts2;mold clamping force has significant influence on fixation strength and the maximum pressure capacity of the equipment can be adopted as the mold clamping force.
diamond wire saw;rubber injection molding;fixing strength between rubber and beads
TQ164
A
1673-1433(2015)06-0027-03
2015-10-13
朱飞雷(1984-),男,江西南城县人,桂林特邦新材料有限公司工程师,主要从事金刚石串珠绳锯固定材料配方设计和工艺管理工作。63208016@qq.com。
朱飞雷.注射成型金刚石绳锯硫化工艺优化[J].超硬材料工程,2015,27(6):27-29.
猜你喜欢
军事文摘(2021年18期)2021-12-02
小学科学(学生版)(2021年6期)2021-07-21
石材(2020年10期)2021-01-08
中国特种设备安全(2019年3期)2019-04-22
橡塑技术与装备(2018年1期)2018-12-25
小学科学(学生版)(2018年6期)2018-06-26
创新作文(1-2年级)(2017年10期)2018-04-16
数学小灵通(1-2年级)(2017年5期)2017-06-05
创新作文(小学版)(2017年28期)2017-03-21
山东工业技术(2016年15期)2016-12-01