汽轮机推力盘损坏原因分析及解决措施
2015-08-23 18:25世家伟高联欢董家磊
有色设备 2015年6期
世家伟, 高联欢, 杜 亚, 董家磊
(云南驰宏锌锗股份有限公司, 云南 曲靖 655011)
汽轮机推力盘损坏原因分析及解决措施
世家伟, 高联欢, 杜 亚, 董家磊
(云南驰宏锌锗股份有限公司, 云南 曲靖 655011)
针对饱和蒸汽轮机推力盘的频繁损坏,本文通过对其进行静力学分析找到了推力损坏的根本原因,并提出了两项解决措施:通过稳定蒸汽流量减小对推力盘的冲击力;通过更换推力盘并进行推力盘的激光焊接加固实现齿轮轴的再利用。
汽轮机; 推力盘; 损坏
0 前言
云南驰宏资源综合利用有限公司动力厂现使用的德国KK&K公司的10 MW饱和蒸汽发电机,自2007年1月正式投入运行以来,出现汽轮机低压轴推力盘损坏故障共6次,具体情况见表1所示。
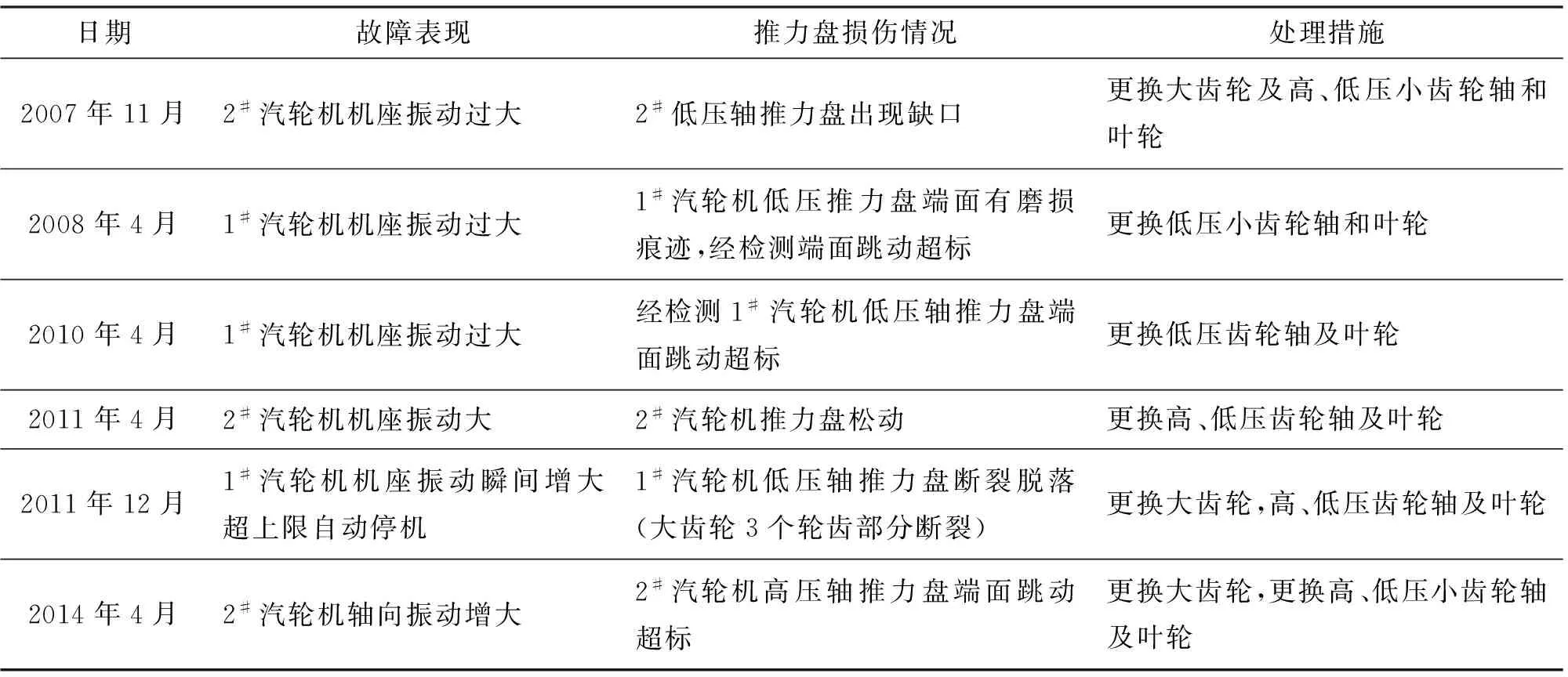
表1 汽轮机推力盘损坏记录
其中,推力盘损坏较为严重的有两次,一次是2007年11月推力盘出现缺口,如图1左侧所示;另一次是2011年12月推力盘发生断裂,图1右侧所示。
以上6次推力盘损坏是否存在相同的原因,应采取何种措施才能延长推力盘使用寿命,分析原因并寻求解决方案势在必行、亟待解决。下面将对几次故障进行综合分析,找出症结所在。
1 原因分析
为了找出推力盘损坏原因,避免此类事故再次发生,需要对汽轮机齿轮轴及推力盘的受力情况进行分析。
1.1 汽轮机齿轮轴轴向力分析

图1 推力盘损坏情况
汽轮机平衡运转中齿轮轴的受力如图2所示,其中FH为高压蒸汽对高压叶轮的轴向力;FaH为高压轴齿轮啮合产生的轴向力;FHT为大齿轮侧面对高压轴推力盘的轴向力;FL为低压蒸汽对低压叶轮的轴向力;FaL为低压轴齿轮啮合产生的轴向力;FLT为大齿轮侧面对低压轴推力盘的轴向力。

图2 汽轮发电机轴向力分析
如图2高压侧蒸汽流经蜗壳静叶膨胀对叶轮做功,高压叶轮所受的轴向力方向指向发电机,该力与高压轴齿轮啮合产生的轴向力反向,高压侧推力盘轴向力平衡后有:
FHT=FaH-FH
(1)
式中FHT—大齿轮侧面对高压轴推力盘的轴向力,N;
FaH—高压轴齿轮啮合产生的轴向力,N;
FH—高压蒸汽对高压叶轮的轴向力,N;
低压侧蒸汽对叶轮做功后进入凝汽器,射水抽汽器使低压出口蒸汽形成负压,低压叶轮所受的轴向力方向背离发电机,该力与低压轴齿轮啮合产生的轴向力同向,低压侧推力盘轴向力平衡后有
FLT=FaL+FL
(2)
据KK&K公司提供的数据,其中:
FH=3 252 N;FaH=9 150 N;
FL=455 N;FaL=7 444 N。
以上数据分别代入公式(1)、(2),得FHT=5 898 N,FLT=7 899 N。
可以看出,虽然高压侧小齿轮啮合产生的轴向力要大于低压侧小齿轮啮合产生的轴向力,但推力环的受力却是低压侧比高压侧大近2 000 N。这也是为什么低压侧推力环损坏频率高于高压侧推力环的原因。
1.2 推力盘接触变形分析
图3为低压齿轮轴的装配结构,推力盘是通过过渡卡环与齿轮轴进行装配,它们之间采用过盈配合。为分析推力盘受力后的变形与应力,采用有限元方法进行分析。
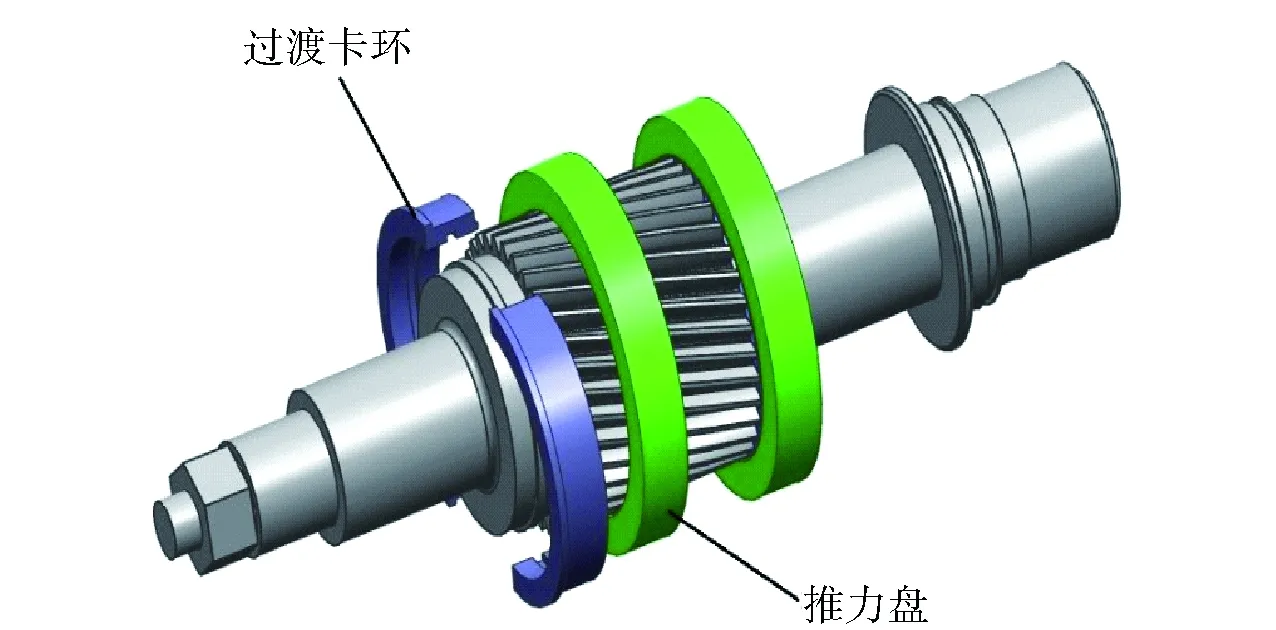
图3 齿轮轴装配结构
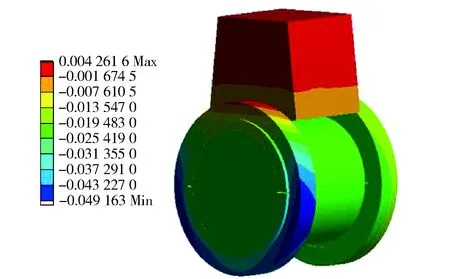
图4 推力盘接触变形云图(mm)
简化大齿轮和齿轮模型,并施加大齿轮端面对低压轴推力盘的轴向力FLT、小齿轮轴旋转角速度及约束,推力盘、过渡卡环及齿轮轴之间按接触问题求解。求解结果如图4所示。当推力盘受轴向力FLT=1 100 N(设计载荷)时,推力盘沿轴向的变形量已达到0.049 mm,此时推力盘已不能满足使用要求。也就是说,当大齿轮端面对推力盘的轴向力大于某一值时,会使推力盘发生倾斜或偏移,致使小齿轮轴振动增大。若汽轮机仍然继续运行下去,大齿轮端面与推力盘侧面某一点频繁接触,就可能引起推力盘局部点烧伤,降低推力盘强度,最终导致推力盘疲劳断裂(2011年12月故障)。若推力盘倾斜度再大一点,就会发生大齿轮端面碾压推力盘,导致推力盘出现缺口(2007年11月故障)。
2 解决措施
2.1 稳定蒸汽量
由烟化炉、艾萨炉冶炼工艺决定了进入汽轮机的蒸汽必然会发生较大波动,蒸汽大幅度突变,会使推力盘所受轴向力瞬间增大,从而导致推力盘损坏。因此稳定蒸汽流量也可视为延长推力盘使用寿命的一种解决措施。
由于无法从蒸汽源处稳定蒸汽流量,可行的办法是让从余热锅炉出来的蒸汽先进入蒸汽蓄热器[1],再从蓄热器出来进入汽轮机。蒸汽蓄热器作为一种储存热能的设备,可以有效的稳定蒸汽的波动。
2.2 推力盘修复与加固
由推力盘的装配结构可知,对其进行拆卸和更换是可行的,通过更换推力盘可实现小齿轮轴的再利用。从前面的受力分析可知,推力盘损坏表现在推力盘发生了倾斜或偏移。为了延长推力盘的使用寿命,必须增大推力盘与过渡卡环的连接刚度。待新加工的过渡卡环、推力盘与齿轮轴装配后,可采用激光焊接技术[2]在推力盘外侧(非工作表面)与过渡卡环凸缘进行焊接,焊接完成后再对推力盘内侧(工作表面)进行精加工。增大推力盘与过渡卡环连接刚度,可减小推力盘的受力变形量,使变形量在允许的范围内,从而延长推力盘使用寿命。
3 结论
推力盘的结构和受力特征决定了推力盘只能承受较小载荷,当蒸汽流量发生突变时,就可能导致推力盘损坏。
延长推力盘使用寿命可采取以下两种措施:
(1) 增设蒸汽蓄热器,在蒸汽进入汽轮机前,先进入储热设备蓄热器,从而缓冲蒸汽流量的突变。
(2) 采用激光焊接装配后的过渡卡环和推力盘,增大推力盘与过渡卡环的连接刚度。
[1] 张渝,段琼,彭岚.蒸汽蓄热器的原理及应用[J].节能,2006,(5).
[2] 苏宝蓉,姚建华.齿轮激光焊接技术与运用[J].电力机车技术,2002,25(4):20-21.
Reason Analysis and Solving Measures of Damage of Turbine Thrust Pad
SHI Jia-wei,GAO Lian-huan,DU Ya,DONG Jia-lei
Owing to the frequent damage of turbine thrust pad, the paper finds out the reasons of damage of turbine thrust pad, the paper puts forward two measures also, by installing a heat reservoir can reduce the force to thrust pad, and replacement and reinforce of damaged thrust pad can reuse the gear shaft.
turbine;thrust pad;damage
2015-08-26
世家伟(1979-),男,云南曲靖人,机械工程师,硕士研究生,主要从事设备管理工作。
TK26
B
1003-8884(2015)06-0038-03
猜你喜欢
中学生数理化(高中版.高二数学)(2022年4期)2022-05-25
初中生学习指导·中考版(2022年4期)2022-05-12
中学生数理化(高中版.高二数学)(2021年4期)2021-07-20
科学技术创新(2021年16期)2021-06-26
装备制造技术(2020年1期)2020-12-25
哈尔滨轴承(2020年2期)2020-11-06
重型机械(2020年3期)2020-08-24
航空维修与工程(2020年3期)2020-04-10
汽车实用技术(2019年1期)2019-10-21
中学数学杂志(初中版)(2019年4期)2019-09-18