
粗纱工艺参数的优化配置研究
2015-08-27 08:02王聪聪高秀丽
河南工程学院学报(自然科学版) 2015年1期
崔 红,王聪聪,高秀丽
(1.盐城工学院 纺织服装学院,江苏 盐城224000;2.河南工程学院 纺织学院,河南 郑州450007)
除纤维原料的性能外,粗纱机的纺纱工艺参数是影响粗纱成纱质量的主要因素.Apurba[1]研究了不同牵伸阶段纤维摩擦系数、上臂压力和罗拉隔距对成纱质量的影响,得出的结论是纤维的摩擦系数越大,成纱强力越高,成纱CV值也越大,但是成纱毛羽比较少;上臂的压力设定不同,牵伸的效果也会不同,所以在设定时不能过高也不能过低;为保证成纱质量,罗拉隔距应保持中等.随着纺织行业的发展,人们也意识到了粗纱工艺参数对成纱质量有很大影响,李秋莽[2]在TJFA458A型粗纱机上进行了牵伸工艺参数配置对成纱质量的影响试验,最终得出的结论是粗纱主牵伸区罗拉中心距应该适当偏大,后区罗拉中心距应尽可能放大,采用1.08~1.15倍的低后区牵伸倍数.周学恩[3]用正交试验的方法进行了毛纺粗纱工艺参数的优选试验,最后成功选出了适合纺织纯化纤的粗纱工艺参数.Audivert和Vidiella[4]在双皮圈牵伸系统上研究了锭翼速度对成纱质量的影响,得到锭翼速度对纱线强力影响较大、捻系数的增大会降低纱线强力的结论.Sengupta和Kapoo[5]在3种牵伸系统上进行了试验,得出了相似的结论,即成纱强力会随锭翼速度的增加而增加.Balasubramanian[6]研究了皮辊加压、隔距块、皮辊隔距和粗纱捻度对成纱质量的影响,提出了纺中低支纱线时,比较小的隔距块、增加罗拉加压力或减少粗纱捻度都会使成纱均匀度提高,前上皮辊定位对成纱质量有显著影响,而其他皮辊定位和隔距块对成纱质量的影响要小一些.汤永棋[7]采用正交试验方法来优化棉纺粗纱工艺参数,何建和魏书英[8]也选择采用正交试验方法优化棉纺粗纱工艺参数,但他们在工艺参数的选择上范围较窄.本研究考虑所有影响粗纱成纱质量的相关工艺参数,制定了试验方案,力求找到对粗纱成纱质量影响最显著的工艺参数和工艺参数配置,为相关品种和机型的纺纱实践提供了参考.
1 试验方案与数据
影响成纱质量的粗纱工艺参数主要包括锭翼速度、前区隔距、主牵伸区隔距、后区隔距、后区牵伸倍数、上下销钳口隔距块与捻系数,共7项.
由于影响成纱质量的工艺参数较多,对产生的数据运用正交法进行极差和方差分析,优选出粗纱的最佳工艺参数,分析7个因素与上述指标的关系,即根据正交设计中的正交性原理(整齐可比性和均衡分散性)抓主要因素.采用L18(2×37)正交试验设计,因子与水平表见表1,表头设计见表2,各项试验数据见表3.对这些数据进行极差和方差分析,优选出粗纱的最佳工艺参数.
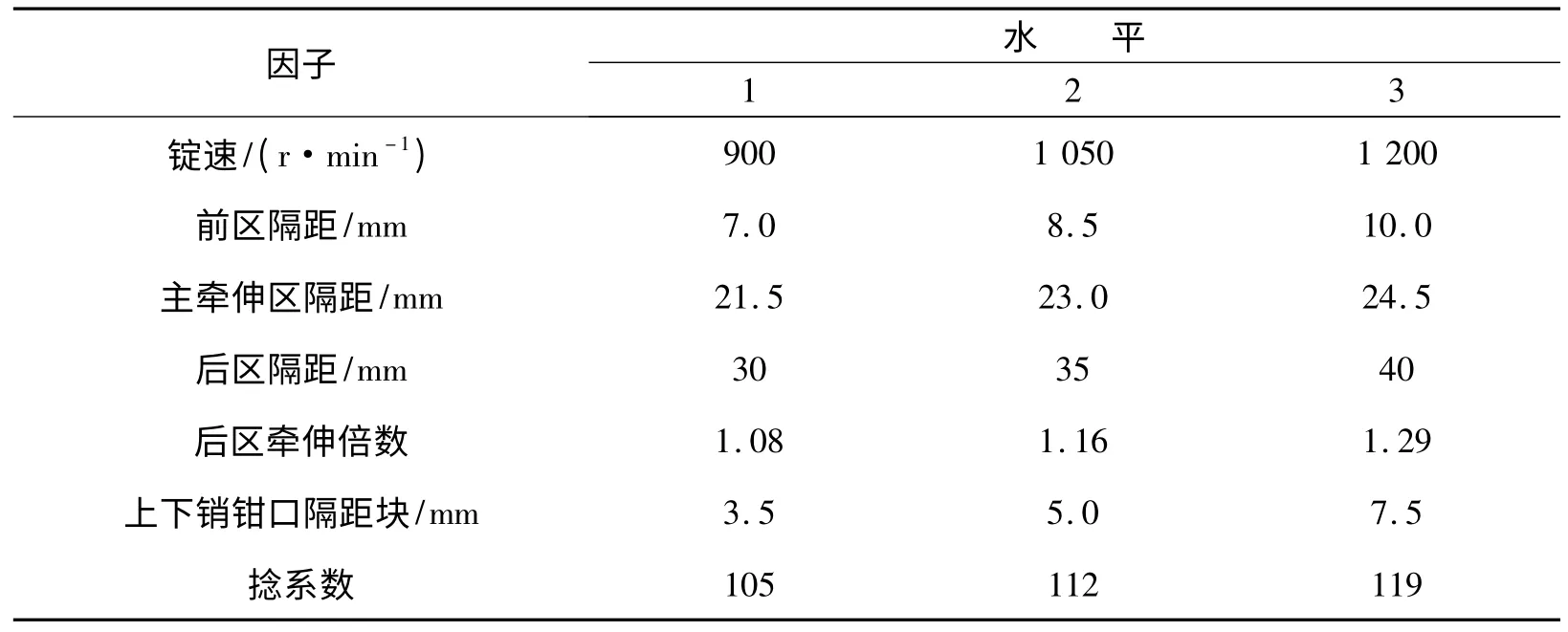
表1 因子与水平表Tab.1 Factor and level

表2 表头设计Tab.2 Header design
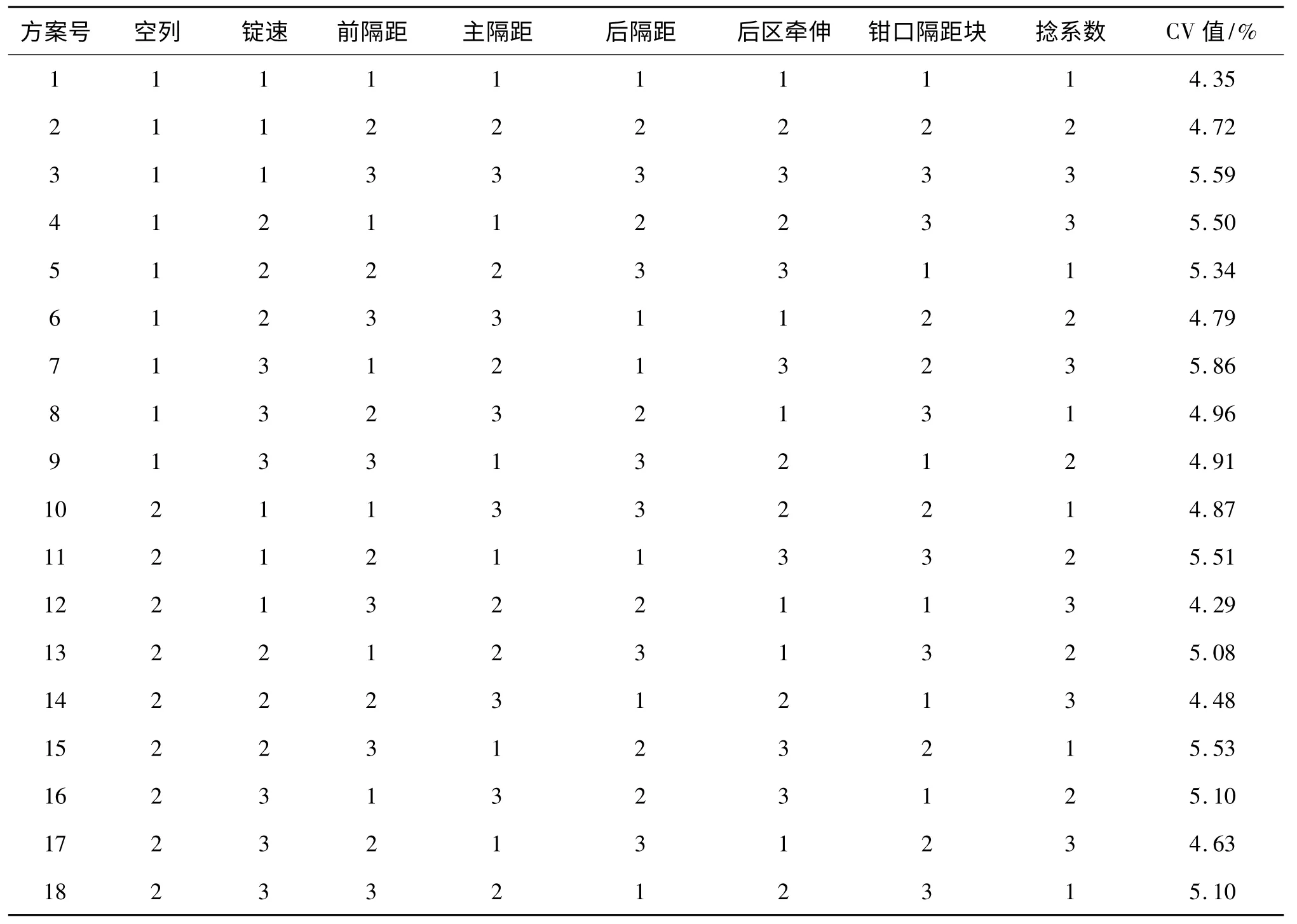
表3 粗纱工艺参数试验安排表Tab.3 The roving process param eters test schedule
此次实验所选取的纱线品种为普梳纯棉18.2 tex纱线.选定粗纱定量为7 g/10 m,首先通过纺纱调整张力,使伸长率保持在1%以下.确定张力参数之后进行试验,该试验在JWF1415型粗纱机上进行,相应的细纱纺制在FA506型粗纱机上进行.粗纱机采用弹簧摇架和SKF皮辊.每个试验粗纱取6锭三落,跟踪至细纱纺纱两落测量成纱质量.成纱质量测量在Uster 4-SX型条干均匀度仪和单纱强力仪上进行.
2 结果分析
2.1 极差分析法
极差法也被称为直观分析方法.极差指的是某个因素在不同水平下指标值的最大值与最小值间的差值,对试验数据进行极差分析,结果见表4.

表4 极差分析表Tab.4 Range analysis %
从表4可以看出,后区牵伸倍数和上下销钳口隔距块对试验结果的影响最大,其次是锭翼速度和前区隔距,而主牵伸区隔距、后区隔距和捻系数对试验结果的影响比较小.所得到的最优工艺参数配置为锭速900 r/min、前区隔距8.5 mm、主牵伸隔距21.5 mm、后区隔距30 mm、后区牵伸倍数1.08、上下销钳口隔距3.5 mm、捻系数112.
2.2 方差分析
极差法具有简单直观、计算量小等优点,但极差法不能估计误差的大小,也不能精确估计各因素对试验结果影响的重要程度,特别是对于水平数大于等于3且要考虑交互作用的试验,直观分析法不便使用.如果对试验结果进行前面提到的方差分析方法进行分析,就能弥补直观分析法的这些不足[9].方差分析法的实质是求出总的变差平方和、各个因素的变差平方和与误差的变差平方和,然后求出它们所对应的自由度和平均方差,计算出统计量F,根据显著性水平表查出临界值F的大小并把两个数据进行对比,判定数据对结果的显著性.方差分析方法的优点是能够充分地利用试验所得数据估计试验误差,因素效应的精度很高[10].对试验数据进行进一步的方差分析,结果见表5.
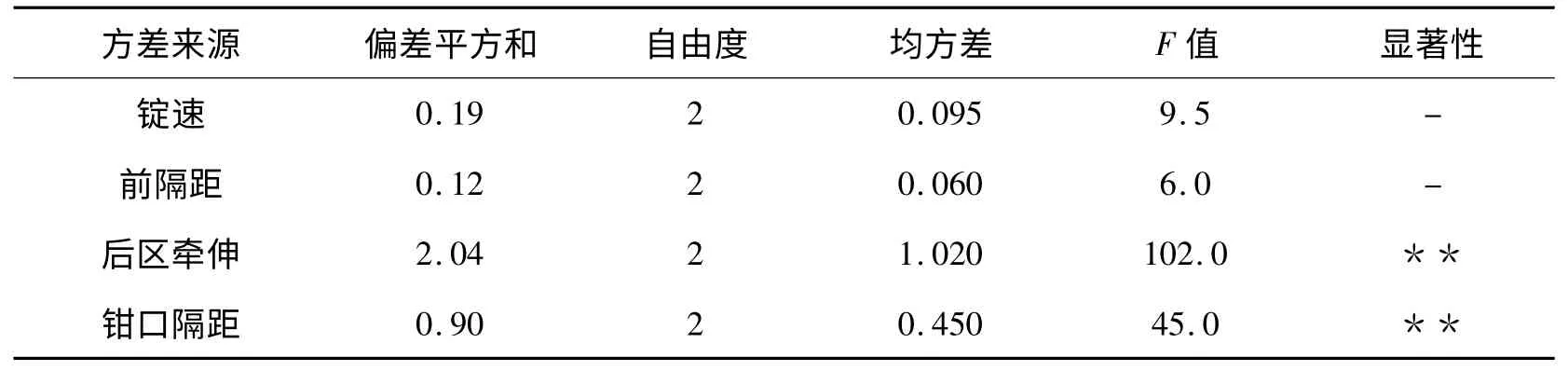
表5 方差分析表Tab.5 Variance analysis
临界值F0.01(1,8)=11.26,所以给定显著性水平α=0.01,粗纱后区牵伸倍数和粗纱上下销钳口隔距块的大小这两个因素由于其F值远远大于11.26,故对试验结果有非常显著的影响;锭翼速度和牵伸区前区隔距这两个因素,由于其F值均小于11.26,故对实验结果没有显著的影响.
3 上机试验
将优选出的粗纱工艺参数配置在JWF1415型粗纱机上进行上机试验,对所纺出的粗纱进行质量测试,测试其条干CV值为4.46%.进一步对该粗纱纺制18.2 tex细纱试验,所纺制的细纱条干CV值为14.21%、断裂强度为15.89 cN/tex、断裂强度CV值为7.8%.根据乌斯特2007年公报值可以发现该数值在公报值5%水平之内,属于先进水平,说明这些参数可以运用于生产.
4 结语
对粗纱工序影响成纱质量的工艺参数进行全方位分析,发现影响成纱质量的主要因素有锭翼速度、前区隔距、主牵伸区隔距、后区隔距、后区牵伸倍数、上下销钳口隔距块和捻系数.在JWF1415型粗纱机上进行上述粗纱工艺参数的正交试验,纺纱品种为18.2 tex纯棉普梳纱线,根据该方案进行试验,对产生的数据进行极差和方差分析,可得到粗纱工艺参数的最优配置.再对优选出来的粗纱工艺参数进行上机试验,把测试所得粗纱和细纱的成纱质量与乌斯特2007公报进行对比,所得结果处于乌斯特2007公报5%水平以内.由此可见,优选出的工艺参数配置可以用于生产,对生产企业探索其他品种的工艺参数配置有理论和实践指导意义.
[1]Saiyed M I,Apurba D,Ritesh N.Optimization of fiber friction,top arm pressure and roller setting at various drafting stages[J].Textile Research Journal,2006,76(12):913-921.
[2]李秋莽.并粗工序工艺优选试验[J].新纺织,2005(12):29-31.
[3]周学恩.粗纱机牵伸机构工艺优选的探讨[J].黑龙江纺织,1994(4):28-30.
[4]Audivert R,Vidiella JE.The effectof speed of drafting,in terms of spindle speed,on skein breaking strength of cotton yarns spun on the double-apron system[J].Textile Research Journal,1962,32(8):652-657.
[5]Sengupta A K,Kapoor M I.Effect of drafting speed at ring frame on yarn strength and irregularity[J].Textile Research Journal,1973,43(2):121-122.
[6]Balasubramanian N.The effect of top-roller weighting,apron spacing,and top-roller setting upon yarn quality[J].Textile Research Journal,1975,45(4):322-325.
[7]汤永棋.用正交因子试验优选粗纱机牵伸工艺参数[J].上海工程技术大学学报,1992,6(3):22-27.
[8]何建.魏书英.国产高速粗纱机工艺优化及纺纱效果分析[J].棉纺织技术,2005,33(8):493-495.
[9]李云雁,胡传荣.试验设计与数据处理[M].北京:化学工业出版社,2010:146.
[10]王侃枫,陆凯,黄秀宝.精梳毛纺纱线质量预报[J].纺织学报,2004,25(5):34-35.
猜你喜欢
毛纺科技(2022年11期)2022-12-05
纺织器材(2020年5期)2020-12-21
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
纺织器材(2020年1期)2020-03-24
纺织器材(2019年4期)2019-09-25
国际纺织导报(2019年2期)2019-05-30
纺织科技进展(2019年4期)2019-04-30
纺织器材(2019年2期)2019-04-15
棉纺织技术(2019年4期)2019-04-10
化纤与纺织技术(2016年3期)2016-10-28