
齿轮内孔磨夹具
2015-10-21 17:24江静
科技与企业 2015年24期
前言
热处理后齿轮齿圈径向跳动允差的控制,在没有齿轮磨床的情况下,控制齿圈径跳的方法通常有二种。其一,是在热处理前提高齿轮加工精度和减少齿轮热处理变形。但这种方法受齿轮加工设备及热处理过程等诸多因素影响,最终误差难以绝对控制;其二,就是以热处理后的齿轮齿面为定位基准,磨削齿轮的定心内孔,以保证齿圈径向跳动的允差。下面介绍我所设计的两种结构简单、操作方便、实用的齿轮节园定位磨内孔夹具。
1.弹簧套式节园磨夹具
1.1结构与操作方法
结构如图1。手持保持圈,将3个滚柱插入齿槽内,再把齿轮放入弹簧套内,拧动内六角螺钉,使弹簧套通过滚柱夹紧齿轮,即可开始磨孔。本夹具适用于分度园直径小于φ120的齿轮。用这种夹具在普通磨床上磨齿轮内孔,齿圈径跳可控制在0.05mm范围内。
1.2主要件的设计加工要点
(1)夹具体:夹具体选用能热处理淬火到HRC55以上的优质碳素钢或合金钢。内锥面淬火到HRC55~62。借助于连接法兰,将夹具体安装于磨床主轴,用磨床本身磨夹具体内锥孔,使其锥面跳动允差不大于0.01mm,粗糙度值不大于Ra0.8um。(2)弹簧套:弹簧套选用65Mn。淬火硬度HRC45。以内孔定位磨外锥面,并与夹具体内锥面配磨,接触面不少于百分之八十。内孔和外锥面粗糙度Ra0.8um。由于夹紧后,孔径收缩,故在锥面沿轴向开有5mm宽通槽,此槽待外锥面及内孔磨好后再铣成。(3)滚柱:滚柱选用T8材料,淬火硬度HRC58~62,圆柱度允差0.005mm,粗糙度Ra0.8um,三件滚柱外圆直径需一致,相差不得超过0.005mm.滚柱在保持器环上的位置:若齿轮齿数为3的倍数,则滚柱在保持器上均布。若不是3的倍数,则布置于三分之一齿轮圆周处就近齿槽的位置上。
1.3滚柱直径dp值的确定
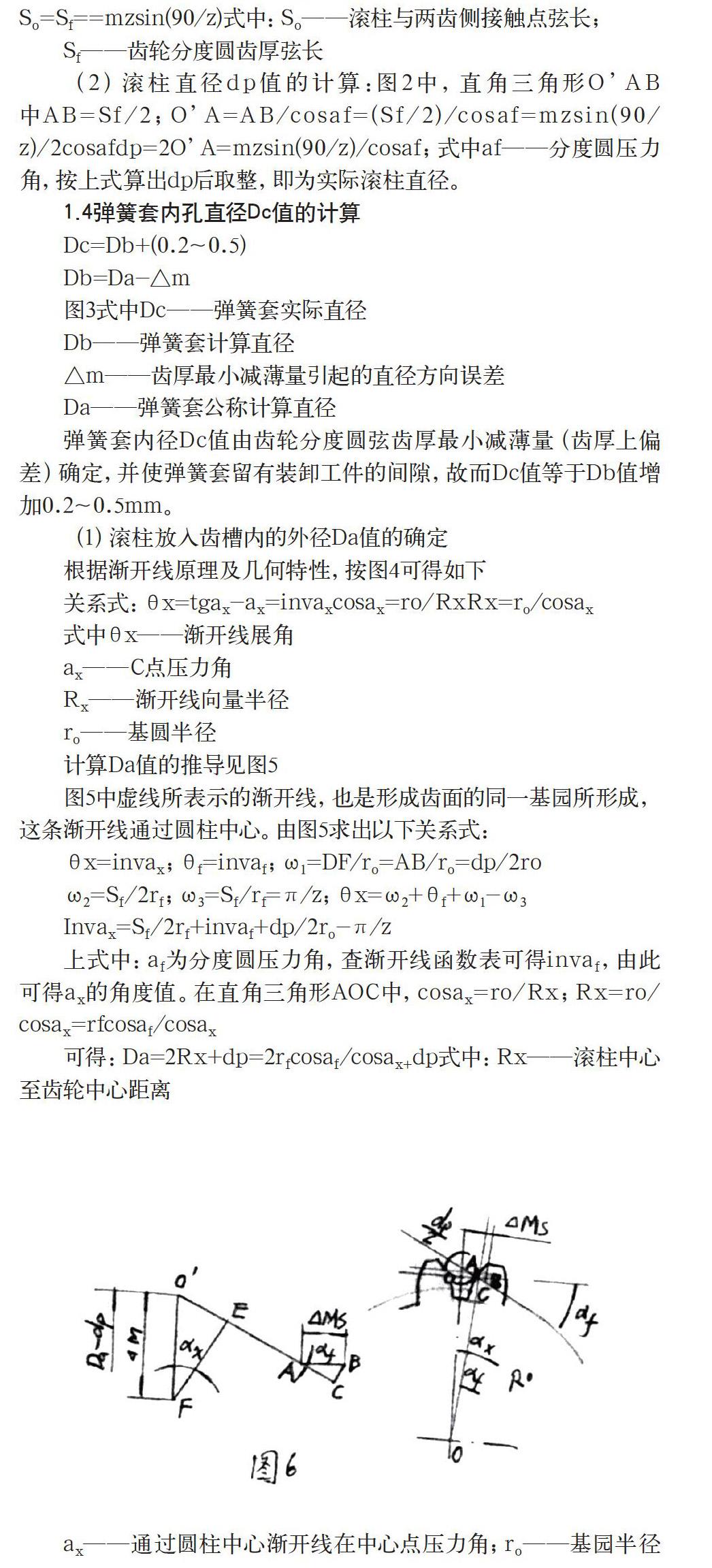
(1)滚柱直径dp值应满足:滚柱放入齿槽后要高出齿轮的外圆,否则不能夹紧分度圆,而滚柱的中心位置必须高于齿轮分度圆,用滚柱模拟齿形,滚柱与两齿侧的接触点应位于齿轮分度园的附近。如不考虑齿侧间隙,则两接触点的弦长等于分度园齿厚弦长,则So=Sf==mzsin(90/z)式中:So——滚柱与两齿侧接触点弦长;
Sf——齿轮分度圆齿厚弦长
(2)滚柱直径dp值的计算:图2中,直角三角形OAB中AB=Sf/2;OA=AB/cosaf=(Sf/2)/cosaf=mzsin(90/z)/2cosafdp=2OA=mzsin(90/z)/cosaf;式中af——分度圆压力角,按上式算出dp后取整,即为实际滚柱直径。
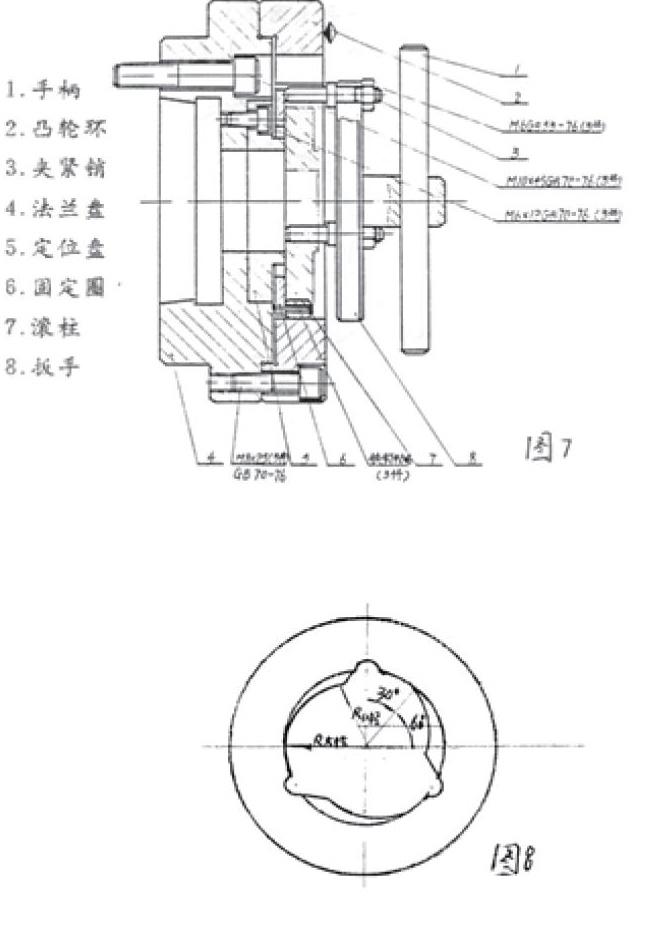
2.凸轮式节园磨夹具
2.1结构与使用方法
结构如图7。将保持器上的滚柱插入齿槽,然后把齿轮放入凸轮环,轉动齿轮使滚柱进入凸轮面,再把扳手上的夹紧销插入齿槽,转动扳手,使齿轮夹紧。本夹具适用所有齿数、模数的齿轮,其精度主要取决于凸轮环上三凸轮面的同轴度。
2.2凸轮环的设计加工要点
凸轮环选用能热处理淬火至HRC55以上的优质碳素钢或合金钢,三凸轮面淬火硬度为HRC58~62。三凸轮面对应点直径必须一致,允差为0.005mm,凸轮面粗糙度Ra0.8um。夹具安装于磨床上后,校正三凸轮面,对应点跳动允差0.01mm。
2.3凸轮面大径、小径的确定
2.4其余零件的设计、计算、加工与弹簧套式节园夹具一致
3.结语
经过多年使用的实践证明,只要保证夹具的制造和安装精度,以齿面节圆定位磨削齿轮内孔以保证齿轮齿圈径跳允差这种方法可行且精度稳定。
(作者单位:安徽工业经济职业技术学院)
作者简介
江静(1962——),女,高级工程师,曾多年在企业从事机械零件加工工艺设计、工装设计、专用机床设计、汽车设计;目前主要从事机电类专业课和专业基础课的教学工作.
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
河南科技(2020年36期)2020-06-10
科技视界(2018年21期)2018-12-10
有色金属材料与工程(2018年3期)2018-11-25
文艺生活·中旬刊(2017年4期)2017-05-25
卷宗(2016年11期)2017-03-24
卷宗(2016年1期)2016-03-21
建筑工程技术与设计(2015年26期)2015-10-21
中小企业管理与科技·中旬刊(2014年8期)2014-09-22
公务员文萃(2014年7期)2014-09-21
