自动喷漆设备在托辊生产线上的应用
2015-10-21 18:43刘香等
科技与企业 2015年16期
关键词:自动控制
刘香等

【摘要】通过对喷漆设备喷涂时间的调节,喷涂过程的自动控制,从而设计出喷漆均匀标准的的喷漆设备,达到生产自动化、机械化、标准化的目的。
【关键词】检测装置;时间调节;自动控制
1、绪论
在托辊喷涂的生产过程中,我们发现传统的手工喷漆工艺尤为繁琐和复杂,存在劳动强度大,生产效率低,工作环境恶劣,严重影响劳动者的身体健康等诸多问题,以至于从事此项工作的人员越来越少,流失严重,同时传统手工操作也存在不标准化、无法满足大批量生产质量要求等弊端,在愈演愈烈的行业竞争中,我们迫切需要一种新型的喷漆方式。
自动喷漆设备是针对目前托辊喷漆工艺设计的,其是代替人手持喷漆枪自动将涂料分散成雾状喷涂在托辊表面的全涂装设备,包括控制柜和自动喷枪两部分,不论是在漆膜均匀度,还是外观质量上,以及防腐效率上,都能满足高端市场的需求。同时避免了漆尘对操作者产生的不利影响,降低原料消耗节约成本、改善员工工作环境、保障员工身体健康、解决对外界环境污染问题;体现了优质、高效、节能、环保的特点。
2、自动喷漆设备的工作原理
托辊自动喷漆设备是在生产车间现有的悬挂输送设备的基础上研制开发的。自动喷漆设备主要由喷枪,喷枪架、隔膜泵、空气压缩机、控制箱、检测装置等几大部分组成。
自动喷漆设备采取几组喷枪沿上下垂直轴线进行作业,托辊则悬挂在吊挂架上做3600旋转,利用喷枪组的喷枪角度或喷幅变化实现托辊的立体喷涂。
悬挂输送设备(如图一、二)的吊挂间距为300mm, 输送速度为0-2.5m/min可调,工作时,可根据托辊的直径适当减小或增加输送速度。同时,根据托辊的直径、输送速度容易计算出每种型号托辊旋转一周的时间,即为可设定的喷涂时间(0-9999s可调)。
本设计中所用喷枪的最大喷幅为350mm且喷幅可调 ,日常生产托辊长度多为600mm,因此两把喷枪上下排布足可满足生产要求。同时我也可根据生产托辊型号的不同,适当增减喷枪数量。根据托辊的长度,适当调整喷枪的喷幅,准备计算出喷涂范围,以节省油漆。
3、自动喷漆设备的工作过程
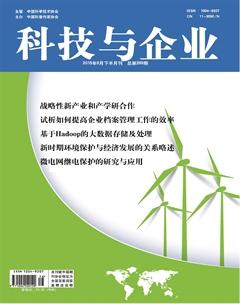
首行打开悬挂输送设备,根据输送带的速度,吊挂托辊的直径,首先设定好喷涂时间,开启自动喷漆控制设备。喷漆系统的托辊进口处装有检测装置能够将托辊的喷涂指令传送到时间继电器,当托辊运行至开始旋转喷涂位置时,检测到托辊,(手动左右调整检测装置至合适位置,注:同型号托辊左右调整一次即可),检测装置检测到达喷漆位置所发出指令,开始喷涂,直到定时器定时时间到,自动停止喷漆。喷漆完成后发出完成信号,完成整个喷漆过程。如下图三,工作人员正在进行喷漆调试。
4、自动喷漆设备的电气控制
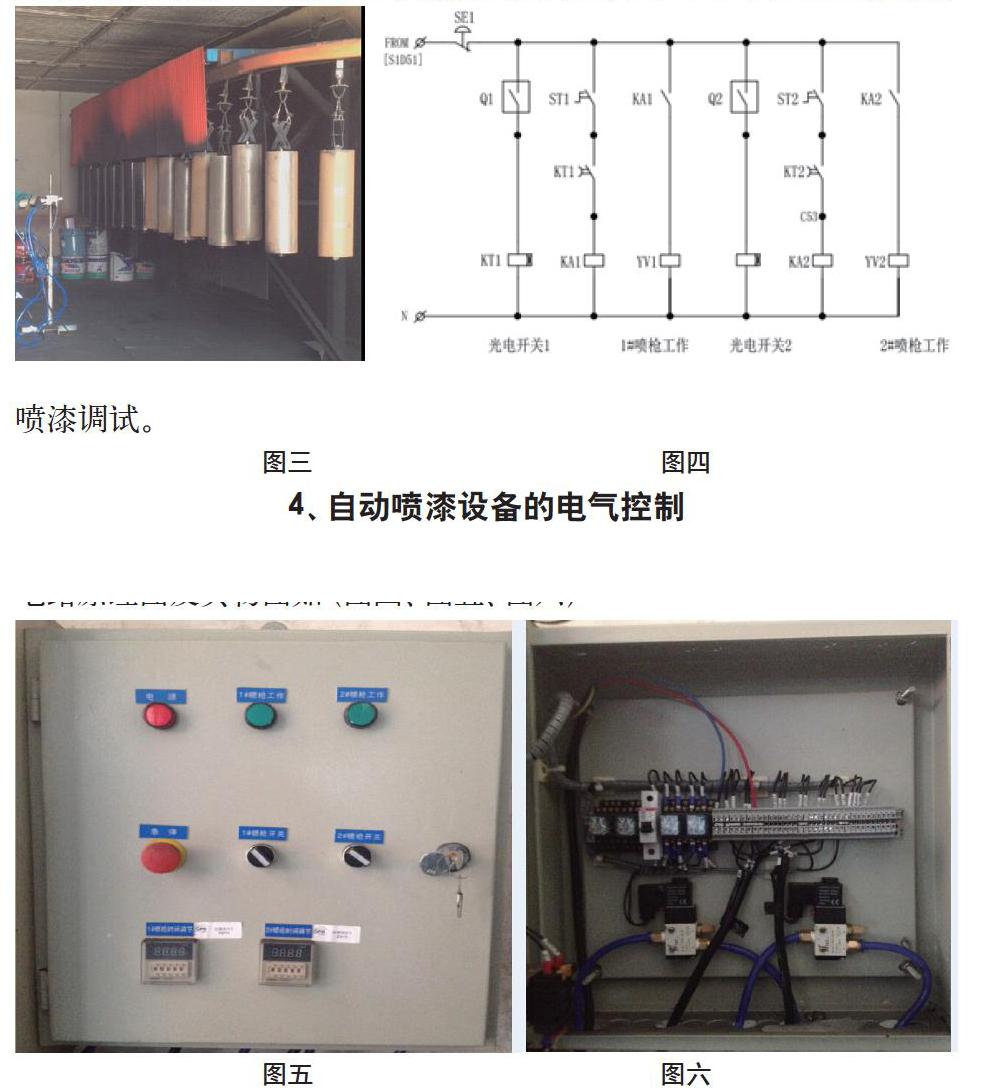
控制电路由光电开关、时间继电器、电磁阀等主要控制器件组成。电路原理图及实物图如(图四、图五、图六)
检测装置选用的是一种漫反射光电开关,其是一种集发射器和接收器于一体的传感器,当有被检测物体经过时,将光电开关发射器发射的足够量的光线反射到接收器,于是光电开关就产生了开关信号。
时间继电器选用的是断电延时型,即它的常开或常闭触点在继电器的线圈通电时会迅速动做,如常开触点会迅速闭合,当线圈断电时则会经过调整的时间后恢复,如常开触点会恢复断开状态,其延时主要是通过气囊对空气的阻尼作用达到延时的效果的。
电磁阀通电时,电磁力把先导孔打开,上腔室压力迅速下降,在关闭件周围形成上低下高的压差,流体压力推动关闭件向上移动,阀门打开;断电时,弹簧力把先导孔关闭,入口压力通过旁通孔迅速腔室在关阀件周围形成下低上高的压差,流体压力推动关闭件向下移动,关闭阀门。
电磁阀的控制如下:接通电源,打开旋钮开关ST1之后,若检测到感应信号,检测装置Q1吸合,中间继电器KA1得电,其常开触点吸合,带动电磁阀YV1阀门打开;无感应信号,检测装置Q1断开,KT1常开触点延时断开(延时时间可设定),电磁阀YV1阀门关闭。
5、自动喷漆设备带来的经济效益和社会效益
经济效益:托辊自动喷漆设备能够根据设定的参数自动进行大产量喷涂,解决了人工喷涂劳动强度大、喷漆工健康保障的问题,可提高喷涂效率,改善喷涂稳定性和均匀性,并能避免原材料浪费,节约生产成本。参照2013年港机公司生产情况,可节约喷漆人工费8万元/年;节约油漆等原材料1.5万元/年合计节约生产成本9.5万元/年。是公司实施节能减耗又一有力举措,今后随着公司托辊产量的逐年提高,生产成本节约额度将会更大。
社会效益:本项目实施可大幅度提升产品质量、极大地提高生产效率、降低原料消耗、节约成本、改善员工工作环境、保障员工身体健康、解决对公司喷漆对港城环境污染的问题,实现了设备高效、节能、环保的统一,对建设环境友好、节约型港口,具有较好的示范作用。
6、结论
本文所设计的自动喷漆设备是建立在以傳统托辊喷漆工艺的生产流程基础上,结合控制器件在自动化设备中的应用,通过光电开关控制时间继电器的通断,来完成托辊的自动喷漆。本文只是从手工到机械进行的初步设计,在诸如在喷涂设备往复运动实现长度托辊的喷涂等问题上还有待进一步完善,同时该设备自动化的程度也有待进一步提升。
参考文献
[1]中国航空工业规划设计研究院.工业与民用配电设计手册第三版
[2]王进野,张纪良.电机拖动与控制.天津大学,2008.
[3]宁汝新,赵汝嘉.CAD/CAM技术.机械工业出版社
[4]张建中,周家驿.机械设计基础.高等教育出版社
[5]濮良贵.机械设计 西北工业大学机械原理及机械零件教研室
[6]郗安民.机电系统原理及应用(第二版)
[7]马永林.机械原理
猜你喜欢
中国科技纵横(2016年20期)2016-12-28
电子技术与软件工程(2016年22期)2016-12-26
电脑知识与技术(2016年27期)2016-12-15
学苑创造·C版(2016年10期)2016-11-19
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
企业导报(2016年12期)2016-06-17