
刚柔结合的发动机缸体生产自动线设计
2015-11-02 06:34刘殿有
组合机床与自动化加工技术 2015年2期
刘殿有
(大连机床集团有限责任公司经营处,辽宁大连 116620)
刚柔结合的发动机缸体生产自动线设计
刘殿有
(大连机床集团有限责任公司经营处,辽宁大连 116620)
文章阐述了用刚柔结合的发动机缸体生产自动线加工缸体的设计依据和工艺方案,并对自动线的布局及自动线中采用先进的数控桁架机械手输送的卧式加工中心、高速加工中心、可换箱柔性机床及高精度组合机等设备做了详细的介绍。该柔性生产自动线的研制,能够提升我国汽车工业的自主化设计和制造能力,替代进口产品。
缸体;刚柔结合;自动线;加工中心
0 引言
目前,随着我国汽车工业的迅猛发展和相关环境保护要求的提高,为适应市场需求,各企业都在加速发动机新技术的研发并对老产品进行改进,间接加快了产品的更新换代,同时也加大了对原有生产线技术改造的力度,以实现发动机机体等主要零件的多品种共线生产[1]。如何实现发动机机体、缸盖等主要零件的多品种共线生产一直是发动机生产企业技术人员研究的一个课题。生产线被改造的可能性与产品的生命周期、市场预期发生变化和产品本身发生变化等决定了选择柔性线有着明显优势,并在业界内得到广泛的推广和应用[2]。
ZD30缸体加工自动线是由大连机床集团为某公司设计、制造的国内第一条采用先进的数控桁架机械手输送的集卧式加工中心、高速加工中心、可换箱柔性机床及高精度组合机专机为一体的刚柔相结合的生产自动线,其特点生产线的柔性化及自动化,技术已日臻成熟,目前已进入实用化阶段[3]。
1 方案制定
本缸体加工自动线为某公司缸体合箱后加工线设备,提供全套工艺设计、设备设计及制造、设备安装,直至调试、联线、投产的整个交钥匙工程。
1.1工艺要求
工件材料为铸铁-FCA+Ni(近似HT250);硬度为HB174~255;重量:约80kg。工件外形尺寸为478× 454×329.6(成品)。
铸造平面及孔加工余量名义值3.5~5mm,公差一般为±2;加工面余量一般为0.5~2mm,余量公差为±0.3。节拍:设备加工循环时间(包括上、下料时间)≤3.5分钟/件
1.2加工方法
以底面及2个φ12.7的孔采用一面两销定位方法进行工件的定位。工件定位后采用气检进行定位确认并清洁定位面。夹紧方式采用顶面及底面定位块对应点,液压夹具,自动夹紧、松开。夹具、刀具设计/选用充分考虑工件变形、加工振动、加工成本和加工效率,工件装夹合理、精度稳定。自动线有工件出料检查工位,方便工件检测。
2 自动线工艺流程
生产线由5条自动线外加1台半精加工平衡轴孔、曲轴孔专机组成,为某公司缸体合箱后加工线设备,提供全套工艺设计,具体列表如表1所示。这条生产线在关键工序采用专机化的自动线,以保证加工精度和稳定性,而其它工序则采用CNC加工中心。见图1。

图1 生产线工艺流程图
这种方式也是属于刚柔结合性串行生产线,是国内外领先的加工方式,在保证满足精度要求的前提下,最大程度地增加了柔性[4]。在资金投入上,自动线一般是根据产量纲领一次投资到位,而CNC加工中心则根据产量的爬坡计划进行分期投入,降低了初期项目投资过大的风险,刚柔生产线可以充分发挥组合机床和加工中心的各自优势,实现了组合机床的高效率与加工中心柔性化的统一[5]。

3 关键技术
3.1珩架机械手
本条自动生产线是国内首条输送、上下料均采用珩架机械手的自动线,图2为桁架机械手结构图,具有以下技术特点:
①简化了输送方案,实现每一条自动线有一套桁架机械手进行工件输送。
②简化了输送过程中姿态要求,全线只需一种姿态,保证工件以最佳的方式装入夹具。
③高速敏捷的输送,该机械手的输送速度Y轴可达100m/min,Z轴可达60m/min,大大缩短了辅助时间,而且使该线结构更加紧凑。
学生的提问涉及学生的理解能力,根据学生的提问进行分层解决,不同组的学生对问题的理解能力不一样,需要保证控制在学生的认知水平范围内进行分层提问,并针对学生的回答及时给予评价,从赏识教育的角度出发,在回答的问题上,多挖掘学生的闪光点,让其对积极思考,回答问题产生兴趣,久而久之,对学习就培养成一种积极探究的精神,深入思考的意识,逐渐能提高自己的学习能力,解决问题的能力,从而达到学习效果的提升,质量的提高。在分层异步教学中对整个班级涉及不一样难易程度的问题进行讲解,让学生自己选择,充分调动学生的积极性。
④高精度输送,桁架机械手采用全伺服驱动,并且有位置测量反馈装置,传动部件采用消除间隙机构以消除传动中的机械误差,定位精度±0.05,重复定位精度±0.01,精度更加准确,增加了机床的稳定性、可靠性及安全性。
⑤柔性化,可实现自动线上任意位置的工件输送及局部调整夹手满足多品种工件输送。

图2 桁架机械手结构图
3.2刚性与柔性相结合技术
作为柔性线的基本单元—HD50A卧式加工中心和HDS630卧式高速加工中心,使得该线除了加工汽车发动机缸体外,还能用于加工其他种类的箱体零件,从而大大的提高了机床的利用率。另外此项目首次将加工中心三个坐标均配备光栅尺,以保证缸体顶面销孔的位置精度,同时该加工中心配有A轴或B轴回转式夹具,用于完成气缸体顶面剩余孔、左右侧面及其面上任意角度孔的加工,以满足该自动线的加工内容要求。
3.3可换主轴箱柔性组合机床
在自动线DKX022-C1、DKX024-C1中采用了可换主轴箱式组合机床(图3为可换主轴箱柔性组合机床),可换主轴箱采用了数控回转式换箱,使其在加工缸体时共进行4次交换主轴箱,完成左右侧面、顶面的钻孔、攻丝及孔检工序。在一次装夹中完成多个工位的加工,保证了零件的加工精度;更换主轴箱可实现多品种工件加工,提高了机床的柔性化程度。
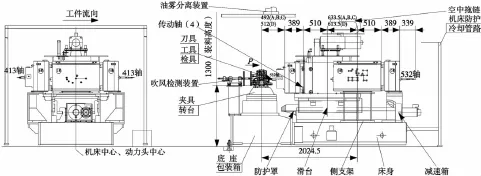
图3 可换主轴箱柔性组合机床
3.4高精度组合机床

图4 DK075高精度组合机床图
3.5工件识别装置
每条自动线前设有一个二维码工件识别装置,自动识别工件,自动选择和切换加工程序,并实现工件可追溯性。
3.6物流装置
上下料、自动线及DK075专机之间用机动滚道联接,工件过线采用自动搬送地轨小车。全线设置挡料装置及信号,实现自动上料、下料和加工,不需人工干预。自动线及DK075专机之间设置机动滚道缓冲储料。各段自动线间通过机动滚道连接及各线末端设检查出料装置(机动滚道、电气互锁)和量检具存放架。
4 结论
刚柔结合生产线突出了加工中心机床工序集中的优势,在同一机床一次装夹工件完成铣、钻、扩、铰、镗、攻丝、锪平面、枪钻的加工,每道工序可以选择最佳的切削参数,加工精度高于刚性自动线;产品改进周期短,增加工序可用编程来实现,同样取消某个工序也可从加工程序中取消,十分方便;同时应用了组合机床在加工气缸孔、主油道长孔、主轴承孔等特殊工序时的高精度、高效率的优势,极大地提高了生产效率。
本条线所采用的先进数控桁架机械手输送的集卧式加工中心、高速加工中心、可换箱柔性机床、高精度组合机床以及上排上供等设备的刚柔结合的发动机缸体生产自动线,解决了国内用户应用该类设备依赖进口的关键技术难题。
[1]房长兴,罗和平,高志永,等.发动机缸体加工工艺研究[J].机械设计与制造,2013(3):262-264.
[2]许建中.浅析发动机缸体、缸盖柔性加工线方案设计[C].2007年中国机械工程学会年会论文集,2007.
[3]张浩,张曙.柔性制造系统的规划设计方法[J].组合机床与自动化加工技术,1995(1):22-32,38.
[4]倪俭.柔性生产线工艺设计[J].现代制造工程,2002(3):33-34.
[5]Marc Peeters,Zeger Degraeve.An linear Programming based lower bound for the simple assembly line balancing Problem[J].European journal of Operational Research,2004:716-731.
(编辑 赵蓉)
Design of Rigid and Flexible Hybrid Automatic Transfer Line for Cylinder Block Production
LIU Dian-you
(Business Department,Dalian Machine Tool Group Corp.,Dalian Liaoning 116620,China)
This article states the design basis and process scheme for processing cylinder block by the rigidflexible hybrid automatic production line.It presents the layout of transfer line and the machines integrated in the line such as horizontal machining center,high-speed CNC machining Center,box-changeable flexible machine,high precision combined machine tools which are transferred by CNC gantry robotare presented in detail.The development of this production line can improve the customized design and manufacturing capability of China′s auto industry and replace the imported products.
cylinder block;rigid-flexible hybrid;automatic production line;machining center
TH165;TG65
A
1001-2265(2015)02-0148-03 DOI:10.13462/j.cnki.mmtamt.2015.02.042
2013-12-05;
2014-05-05
刘殿有(1963—),男,河北泊头人,大连机床集团有限责任公司高级工程师,主要从事组合机床及柔性线项目承接工作,(E-mail)13478421701@163.com。
猜你喜欢
建材发展导向(2021年9期)2021-07-16
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
电子制作(2019年13期)2020-01-14
制造技术与机床(2019年11期)2019-12-04
建材发展导向(2019年5期)2019-09-09
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
