环面蜗杆加工方法的研究
2015-11-24 03:37黄应勇
大众科技 2015年12期
黄应勇
(柳州职业技术学院,广西 柳州 545006)
环面蜗杆加工方法的研究
黄应勇
(柳州职业技术学院,广西 柳州 545006)
首先介绍了环面蜗杆的形成原理,然后介绍加工环面蜗杆机床应具备的基本运动、传统加工环面蜗杆的方法;最后介绍应用两轴数控车床加工环面蜗杆的方法。
环面蜗杆;加工方法;数控车床
环面蜗杆(如图 1所示)具有较高的承载能力和较长的使用寿命,广泛用于冶金工业、石油化工工业、轻工工业、造船工业、兵器工业、建筑工业、通用机械[1]等各机械行业当中,环面蜗杆与圆柱蜗杆比较有如下特点:(1)蜗杆包围蜗轮,同时参与工作的蜗轮齿数多(一般是圆柱蜗杆传动的2~3倍),有较大的重合度;(2)环面蜗杆传动的接触形式有利于共轭齿面间动压油膜的形成,具有良好的润滑状态,磨损小,传动效率高;(3)最小接触长度增大,传动诱导曲率半径大,故共轭齿面间接触应力明显减小;(4)与承载能力相同的圆柱蜗轮蜗杆相比其体积更小,所占的空间小,在设计选型中更方便应用于各机械行业。鉴于以上的特点,环面蜗杆广泛用于承载能力大,传动效率要求高,工作要求平稳,振动较小的机械中,因为环面蜗杆的加工难度较大,这就制约了环面蜗杆的广泛使用。因此本文讨论应用二轴数控车床来加工环面蜗杆的方法。

图1 环面蜗杆结构示意图
1 环面蜗杆加工方法
1.1环面蜗杆形成原理
环面蜗杆的形成原理,如图2所示,蜗杆绕其轴心线O1以角速度ω1自转,与此同时在其轴心线平面内直线L以角速度ω2绕O2回转,直线L在空间形成的包络轨迹面,就是环面蜗杆的螺旋齿面。当螺旋齿面的母线是直线(或平面曲线)时,此为直线齿弧面蜗杆(常称球面蜗杆);当螺旋齿面的母面是平面(或曲面)时,则为平面齿包络弧面蜗杆(简称包络蜗杆)。直线齿弧面蜗杆难以用砂轮做成符合形成原理的精确磨削。因此,当蜗杆齿面淬火后,无法进行齿面磨削,影响其制造精度。包络蜗杆是由平面包络而成的,只要母面选择得当,便可方便地对蜗杆齿面进行精确磨削,从而提高蜗杆蜗轮副的传动精度。由于包络蜗杆可以进行热处理淬火后精确磨削,国内大部分厂矿都采用包络弧面蜗杆。

图2 环面蜗杆形成原理
1.2加工环面蜗杆应具有的基本运动
不管采用何种加工方法,根据环面蜗杆的形成原理,加工环面蜗杆的机床要有以下基本运动[2](见图 3):(1)被加工环面蜗杆的旋转运动ω1,即为机床的主切削运动。(2)刀架旋转运动ω2,当环面蜗杆以ω1旋转时,刀盘要以ω2速度相进行旋转,且ω1和ω2之间应有准确的传动比,即u=ω1/ω2=Z2/Z1,Z1为环面蜗杆的线数,Z2为蜗轮的齿数,被加工环面蜗杆和刀盘的旋转方向应符合蜗杆蜗轮副的啮合关系。ω1和ω2也可称为齿廓形成运动或展成运动,ω1由主电动机来控制,ω2由进给伺服电动机来控制。(3)横向切入运动为S1,即X轴进给切入运动。(4)调整运动S1、S2,分别用来调整刀具与蜗杆的纵向、横向位置。

图3 加工环面蜗杆机床基本运动
1.3常采用的加工环面蜗杆方法
目前国内加工环面蜗杆的方法[3]有:在经过改装的普通车床或滚齿机上加工。基本上不采用专用数控机床来加工。
(1)用经过改装的普通车床加工环面蜗杆的方法。具体改装方法是:将原小拖板及转盘拆掉,在中拖板上装一个回转刀架,刀盘装在回转刀架上,在大拖板后端面加装一减速箱,还要配装一个挂轮架,挂轮架固定在床身左端,分齿运动由主轴前端大齿轮经挂轮架上的挂轮、减速箱、蜗轮蜗杆带动回转刀架旋转。被加工环面蜗杆装在主轴顶尖与尾座上的顶尖之间,由主电机通过主轴带动旋转;如被加工环面蜗杆参数有所变化,仅需更换挂轮齿轮就能满足加工要求。回转刀架的纵向调整运动通过调整机床大拖板左右移动来实现,回转刀架的横向进给运动由机床中拖板进给运动来实现。由于普通车床的主轴最低的速度一般是14r/min,而加工环面蜗杆一般需要 4r/min,故在主电机与床头箱这间还要加装一减速箱,才能满足加工需要。这种加工方法改造机床工作量大,使机床整体结构复杂化。
(2)用滚齿机加工环面蜗杆的方法。首先滚齿机具有加工环面蜗杆所需要的各项基本运动,但是,滚齿机不能用来直接加工环面蜗杆,因为其切削过程的一些相对运动操作及调整不适合加工环面蜗杆,要用其加工环面蜗杆,必须对其进行一定的技术改造。而且还要将环面蜗杆毛坯安装在滚齿机刀架上,刀盘装在滚齿机工作台上才能加工环面蜗杆。这种加工方法改造机床工作量不大,机床整体结构变化也不大。
以上两种加工环面蜗杆的精度都不太高,其加工精度存在不能解决的缺陷,因为优良的环面蜗杆传动要以较高制造精度与安装精度来保证,随着数控机床成为现代制造业中不可缺少的加工设备,环面蜗杆的数控加工方式[4]将会替代传统的加工方式。
2 应用两轴数控车床加工环面蜗杆方法
具备一定基本运动关系的专用数控车床才能加工环面蜗杆[5],两轴数控车床只有X轴与Z轴,不具备加工环面蜗杆所需要的基本运动关系,因此对其必须进行必要的改装设计,否则无法满足加工环面蜗杆。
具体改装方法是:将原机床电动四方刀架拆掉,在中拖板上装上一个特制数控回转刀架,刀盘装在特制数控回转刀架上,把原控制Z轴运动的数控装置用于控制特制数控回转工作台,且大拖板的左右位置运动改为手动调整,被加工环面蜗杆装在机床主轴顶尖与后顶尖之间。被加工环面蜗杆参数改变了,只需改变编程参数就能满足加工要求。特制数控回转工作台的纵向位置调整运动由大拖板手动调整移动来实现,回转工作台的横向进给运动由X轴进给运动来实现。
特制数控回转工作台如图 4所示,该装置用于两轴数控车床上,并经一定电气线路改接,把Z轴的控制用于此装置的回转控制。伺服电动机1带动同步带轮7运动,同步带轮7通过同步带6带动同步带轮5运动,同步带轮5带动转盘3转动,转盘 3带动装在刀具夹持器上的车刀转动,即可加工环面蜗杆。调整螺钉用于调整车刀的旋转半径以满足加工要求。
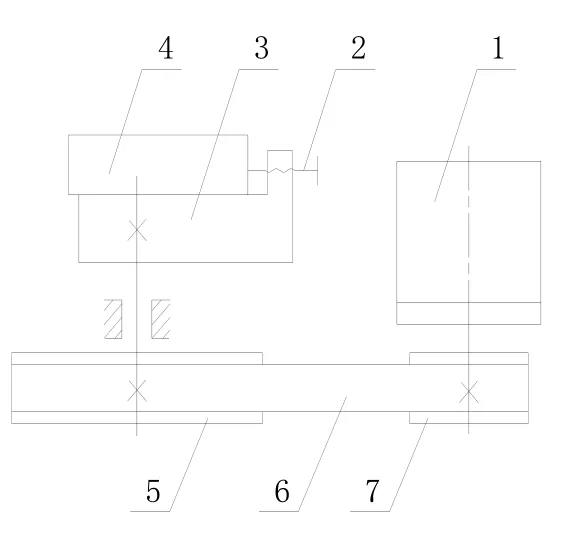
图4 数控回转工作台原理示意图
3 结语
多轴数控车床且要带有回转刀盘的设备才能加工环面蜗杆,但是这种设备的投入大,很多企业都没有这种多轴数控车床。
因此,应用两轴数控车床加工环面蜗杆尤其重要。由于采用高精度、低摩擦的滚珠丝杆作为主要传动件及采用灵敏的伺服电动机驱动作为控制,且传动路线短,可大大提高加工机床的控制精度;在数控回转刀架装上刀具,可对环面蜗杆进行粗加工、半精加工;在数控回转刀架上装精密磨削头,可磨削经淬火后的环面蜗杆齿面,这样可对环面蜗杆进行精加工,因而大大提高这种环面蜗杆的制造精度。应用两轴数控车床加工环面蜗杆因设备投入少,所以还能大大降低环面蜗杆的加工成本,使环面蜗杆能更广泛地应用于各行机械行业当中。由此可见,应用两轴数控车床加工环面蜗杆具有很好的使用价值,可为广大机械工程设计人员及技术人员提供一种加工环面蜗杆的方法及参考使用。
[1] 齐麟.蜗杆传动设计[M].北京:机械工业出版社,1987.
[2] 颜松桦,张迎卫,颜柏桦.环面蜗杆加工专用数控机床设计研究[J].机械研究与应用,2006,19(3):25-26.
[3] 杜厚金.平面二次包络环面蜗杆传动制造工艺[M].成都:四川科技出版社,1988.
[4] 赵近宜,管文华.弧面蜗杆加工数控专用机床设计[J].现代制造工程,2005, (5):139-140.
[5] 张建钢.数控技术[M].武汉:华中科技大学出版社,2000.
Study of annulus-worm and its processing method
In this paper, the forming principle of the annulus-worm is introduced, then the basic movement of the machine tool for the machining of the annulus-worm and the method of traditional machining annulus-worm is introduced. Finally, this paper introduced the application of two axis CNC lathe machining annulus-worm method.
Annulus-worm; processing method; CNC machine
TG71659
A
1008-1151(2015)12-0046-03
2015-11-10
黄应勇(1962-),男,广西宾阳人,柳州职业技术学院高级工程师,研究方向为数控机床应用技术。
猜你喜欢
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15
设备管理与维修(2020年23期)2021-01-04
装备制造技术(2020年4期)2020-12-25
设备管理与维修(2020年20期)2020-11-17
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
组合机床与自动化加工技术(2018年3期)2018-04-03
制造技术与机床(2017年3期)2017-06-23
橡塑技术与装备(2016年6期)2016-06-05
云南师范大学学报(自然科学版)(2015年5期)2015-12-26