
数控车床加工特殊蜗杆的应用研究
2016-06-05 15:14韦筱斌
橡塑技术与装备 2016年6期
韦筱斌
(广东省机械高级技工学校,广东 广州 510450)
数控车床加工特殊蜗杆的应用研究
韦筱斌
(广东省机械高级技工学校,广东 广州 510450)
Application research of nc lathe machining special worm
直廓环面蜗杆是特殊蜗杆的一种,本文以直廓环面蜗杆为研究对象,分析直廓环面蜗杆成型原理,推导出直廓环面蜗杆轮廓曲线参数方程表达式,用宏程序编写直廓环面蜗杆数控加工程序,数控车床加工直廓环面蜗杆要点等方面进行一一叙述。
形成原理;参数方程;宏程序;数控加工
机械传动在机械工程行业应用非常广泛,机械传动的种类非常多,蜗轮蜗杆传动就是机械传动的类型之一,蜗杆是蜗轮蜗杆传动的主动件,蜗杆的类型有三种,分别是圆柱蜗杆、直廓环面蜗杆及锥蜗杆三种类型,然而直廓环面蜗杆的加工是机械加工的难点,直廓环面蜗杆在加工过程中主要有两大技术难题:一是环面蜗杆的粗加工;二是环面蜗杆的齿面修型精加工,针对直廓环面蜗杆的两个难点,分析直廓环面蜗杆成型原理,推导出形成直廓环面蜗杆轮廓曲线的数学表达式,采用宏程序编写数控加工程序,实现直廓环面蜗杆在数控车床上生产加工。
1 直廓环面蜗杆的形成原理
首先来分析直廓环面蜗杆齿面形成原理,蜗杆轴线平面内的一条成形相切的直线,在围绕成形圆心作等角速旋转运动的同时,又与成形圆围绕蜗杆轴线作等角速度的旋转运动,这条直线的空间形成的轨迹曲面就是直廓环面蜗杆的螺旋齿面,如图1所示。
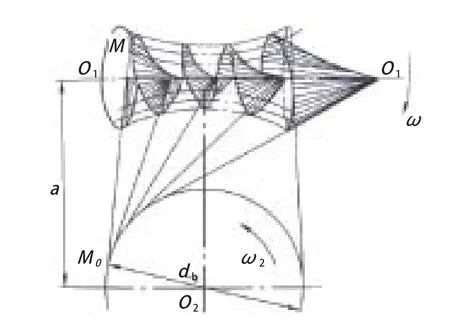
图1 直廓环面蜗杆的形成原理图
2 直廓环面蜗杆参数方程式的建立
2.1 直廓环面蜗杆粗加工参数方程
因为形成直廓环面蜗杆齿形的分度圆、齿顶圆、齿根圆都是规则的圆弧,则齿廓线上任意点都在圆上如图2所示,因此形成齿面轮廓的点可以通过圆的方程求出。
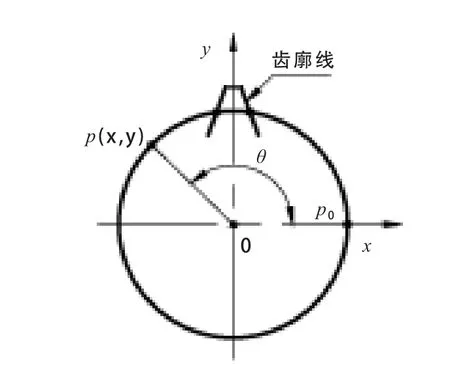
图2 圆的形成
通过公式(1)(2)、图2可以根据加工零件的特点合理的选择蜗杆成型车刀进行成形粗加工直廓环面蜗杆。
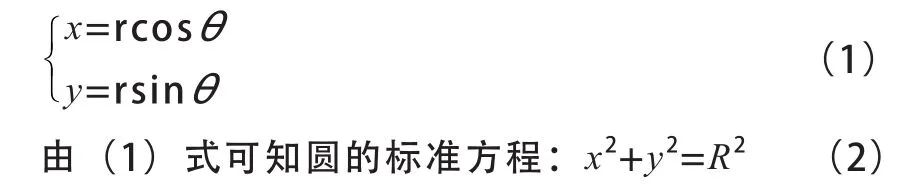
图2所示,圆的参数方程:
2.2 直廓环面蜗杆齿面修型精加工参数方程
图3所示,L1是过蜗杆分度圆圆心且与蜗杆轴心线的垂线,L2是过分度圆圆心且与蜗杆齿廓中心相交于点E的直线,L1与 L2的夹角为θ。因为直线L2是蜗杆车刀的中心轴线,可以求出齿廓线上任一点。则有:
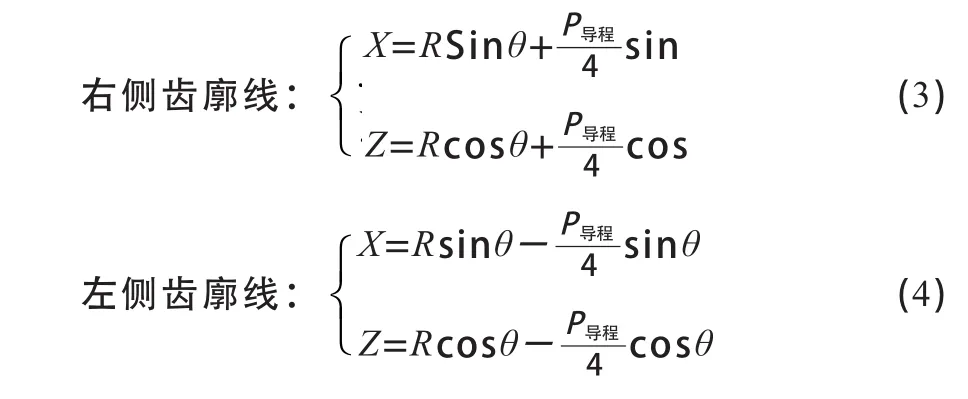
运用公式(3)、(4)可以通过左右偏刀对粗加工的直廓环面蜗杆进行齿面精加工以及齿面修型。

图3 直廓环面蜗杆齿形原理图
3 直廓环面蜗杆编程实例
以图4所示直廓环面蜗杆零件图为例,数控系统采用FANUC 0i系统,用宏程序编写直廓环面蜗杆程序。注:编程原点为右端面与轴心线的交点,直廓环面蜗杆零件加工程序如下:
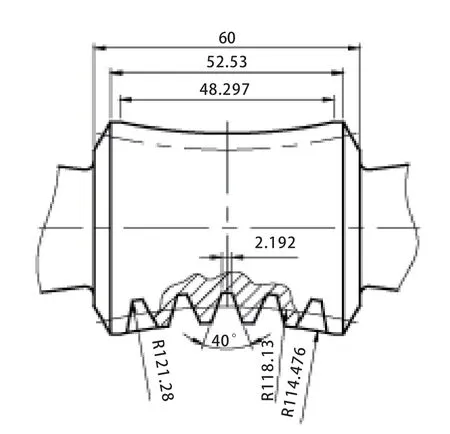
图4 直廓环面蜗杆零件图
3.1 粗加工程序(留余量0.3 mm)
O1234;
G90 G98 G40 G00 X100 Z100;
T0101 M08;(35°蜗杆车刀)
M03 S400;
G00 X48 Z-45.937;
#4=0.1;
WHILE [#4 LE 6.804] DO2;
#1=39.063;
#2=-39.063;
WHILE [#1 GE #2] DO1;
#5=9.891*#4/6.804;
#3=SQRT [114.476*114.476-#1*#1];
G32 X[2*#3-#4] Z[#1-85] F[#5];
#1=#1-#5;
END1;
G00 X50;
Z-45.937;
X48;
#4=#4+0.1;
END2 ;
G00 X100 Z100;
M09;
M30;
O2345;(右侧齿廓修型)
G90 G98 G40 G00 X100 Z100;
T0101 M08;
M03 S400;
G00 X48 Z-45.937;
#4=0.1;
WHILE [#4 LE 6.804] DO2;
#1=-70.69;
侵权责任的量变应以矫正正义的框架范围为限,尤其不得超出“平等关系”和“损害填平”两项质的基础性规定。局部量变是事物发展过程中的必然现象,也是事物在环境中持续生存的必要条件。但是,当量变超越某个临界点,就会引发事物属性的改变而产生质变。矫正正义的两极性决定了侵权责任仅存在于平等主体关系之内;矫正正义的实质内容是“损害填平”。损害认定是“损害填平”的前提,但由于因果关系的普遍性特征,损害认定同样不全然是一个事实问题,而必然伴随着价值判断。在矫正正义的两极框架内,整个侵权法在特定社会政策和价值的导向下动态地调整其具体制度的内容,以实现行为人与受害人双方利益的平衡。
#2=-109.245;
WHILE [#1 GE #2] DO1;
#5=9.891*#4/6.804;
#6=(114.476+#4)*sin[#1]+#5/4*sin[#1];
#7=(114.476+#4)*cos[#1]+#5/4*cos[#1];
G32 X[2*#6-#4] Z[#7-85] F[#5];
#1=#1-0.1;
END1;
G00 X50;
Z-45.937;
X48;
#4=#4+0.1;
END2 ;
G00 X100 Z100;
M09;
M30;
同理,运用公式(4)可以对粗加工的直廓环面蜗杆进行左侧齿廓线齿面精加工以及齿面修型。
4 直廓环面蜗杆加工方法及加工注意要点
直廓 环面蜗杆加工方法是在加工直廓环面蜗杆时是通过蜗杆的齿形参数方程,然后运用宏程序通过小段螺纹线逐渐拟合加工出蜗杆,因此在宏程序中的切削深度变量赋值的数值越小精加工的精度越高。运用宏程序数控车削直廓环面蜗杆时刀具根据赋值的参数变量始终以分度圆为母线,按照切削深度逐层递增车削加工蜗杆。应该特别注意的是直廓环面蜗杆在车削时是通过小段螺纹线逐渐拟合,所以在车削环面蜗杆时每层车削的导程随着切削深度的变化而变化。
在加工直廓环面蜗杆时注意要点,粗加工可以选择成型蜗杆车刀,在选择成型车刀粗加工时,车刀角度必须小于齿廓角度,否则将会产生过切和欠切现象如图5所示,同时齿廓要预留足够的精加工余量进行齿面修型。
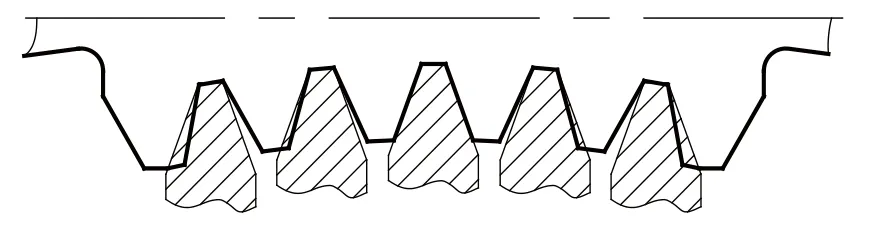
图5 过切和欠切现象
综上所述,针对直廓环面蜗杆的加工特点和难点,通过建立直廓环面蜗杆的齿廓形状数学模型参数方程,然后采用螺纹车削的原理通过宏程序实现小段螺纹线逐层拟合加工出齿廓形状。提出新的加工方法和加工工艺,成功实现直廓环面蜗杆在数控车床上加工,该方法和生产工艺不仅保证了工件的质量,还降低了生产成本。生产实践证明该方法在对于精度没有特别要求时加工直廓环面蜗杆的加工方法简单,符合实际生产要求。
[1] 吴迎春,白永明.一种数控车削斜椭圆的方法[J].新技术新工艺,2011,(6):27~29.
[2] 丁克会,席平原,周红斌.参数方程曲线的最优逼近算法及实现[J].机械传动,2008,32 (6) :57~63.
[3] 北京发那科机电有限公司.FANUC Series Oi Mate-MODEL D车床系统用户手册[M].北京:北京发那科机电有限公司,2008.
(P-02)
TG519.1
1009-797X(2016)06-0096-03
A
10.13520/j.cnki.rpte.2016.06.036
韦筱斌(1980-),男,大学本科,研究方向为从事数控专业教育。
2016-02-24
猜你喜欢
北京信息科技大学学报(自然科学版)(2022年6期)2023-01-12
金属加工(冷加工)(2022年9期)2022-09-20
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
时代农机(2020年2期)2020-06-02
机电工程(2020年1期)2020-03-04
制造技术与机床(2018年8期)2018-10-09
赢未来(2018年9期)2018-09-25
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年11期)2017-12-18
