
55MN双动正向铝挤压机中固定穿孔针挤压控制
2015-12-16 07:17张冬梅
锻压装备与制造技术 2015年6期
张冬梅
(太原重型机械集团有限公司 技术中心,山西 太原 030024)
0 引言
双动铝挤压机作为一种重型机械设备,一般用来挤压无缝管。单动挤压机挤压时是挤压杆前进,通过挤压杆把铝棒压向模具,从而成形。双动挤压机则是在针随挤压杆前进到达工进位置时,杆内的穿孔针不继续前进而是在铝棒中间打成空洞,穿孔针到达模具位置,模具和针会合成一个管型模具,再通过挤压杆挤压把铝棒从模具和穿孔针的缝里挤出,从而制成无缝型材。用单动挤压机挤出的圆管是有缝的。而双动挤压成形时的纤维组织没有被破坏,管的强度明显提高。
合格的无缝管材要求管壁厚度精度高,内壁表面质量好,因此生产无缝管材对设备定针系统要求极高[1],即对设备固定穿孔针的控制精度要求极高,所以挤压机的定针控制系统具有响应快、精度高及自动化程度高等特点。
本文主要介绍一种基于液压定针方式的液压系统设计,把穿孔针尖固定在挤压模具前端,并从控制角度,结合工程实践,设计液压定针的自动控制系统。55MN双动铝挤压机穿孔系统结构如图1所示,采用先进的中心机械定针系统,允许穿孔针和挤压杆之间无应力地相对移动。穿孔针定位采用液压方式。此结构适用于管材挤压的随针工艺和定针工艺,可方便调整穿孔针的精度。

图1 穿孔系统
1 双动铝挤压机工艺流程
自动启动开始后,供锭器将加热好的铝锭送到挤压杆与挤压筒中间,挤压杆前进,供锭器返回,开始镦粗时穿孔针从空心挤压垫中穿过到达定针带,挤压筒始终在锁紧位置,挤压杆将空心锭镦粗定位,同时穿孔缸前后腔同时加压,开始液压定针,挤压循环开始。如图2所示为压机工作流程简图。
2 电气自动控制系统构成
双动铝挤压机的电气控制系统由上位工业控制计算机(IPC)和可编程序控制器(PLC)两级控制构成。PLC对铝挤压机及其辅助设备动作进行逻辑控制,IPC实现铝挤压机设备的参数设置、人机对话操作和故障检测显示。通过计算机和PLC系统的协调工作,实现对挤压机工作过程的在线智能管理和控制。
系统PLC采用德国西门子SIMATIC S7-400系列产品,软件为STEP7模块化编程。网络由一个主站、六个分布式从站和PROFIBUS DP网线构成,如图3所示。

图2 压机工作流程简图

图3 PLC网络图
2.1 主站
主站以S7-400系列产品为核心,包括电源模板、中央处理单元和基板。CPU为S7-412-2DP,程序存储容量大,运算速度高,适用于大量编程和高速指令处理的大系统。
2.2 分布式从站
分布式从站按照就近原则同电气元件及电磁阀、按钮、接近开关、压力继电器、压力传感器、温度传感器、编码器、比例阀控制阀连接,过程信号就近即被转换或处理,降低了布线缆线的成本,减少了查线维护的工作量。主站和从站经过总线系统的通讯,通过可编程控制器的程序存取。满足挤压机的位置、压力、速度以及各主、辅助机构动作的可靠控制和安全联锁。
3 控制程序设计
双动铝挤压机中液压定针控制系统的主要特点是响应速度快和定针精度高,为了满足要求,必须采取相应的控制策略。
挤压时流动的金属与模具之间存在着接触摩擦力,其中挤压筒上的摩擦力对金属流动的影响尤其大。当挤压筒内壁上的摩擦力很小时,变形区范围小且集中在模孔附近,金属流动比较均匀。而当摩擦力很大时,变形区压缩锥和死区的高度增大,金属流动则很不均匀,产生很大的附加应力,这是造成金属制品扭拧、弯曲等缺陷的主要原因。铝合金型材高温挤压时,由于工件与模具具有十分强烈的粘结作用,会产生很大的接触摩擦力,此应力近似相当于金属的剪切屈服强度,使工件的表面层和中心层之间剪切变形量产生很大的差异,从而加剧了金属流动的不均匀性,所以铝合金挤压要调整金属的流速,以便得到较为均匀的流速[2-3]。
液压定针时,穿孔针从空心挤压垫中穿垫,到达定针带,挤压杆开始挤压,穿孔缸前后腔同时加压,保持定针状态。穿孔针相对于挤压杆按相同的速度反方向移动,而绝对位置则在挤压模具前端固定保持不变[4]。
3.1 编程要求
由工艺要求和控制特性知:
(1)液压定针时,穿孔针相对于挤压杆按相同的速度反方向移动,而绝对位置保持不变。在实际的挤压过程中,由于挤压筒温度、铸锭温度及材质和变形率的不同,导致挤压时流动金属与针之间的摩擦力是会变化的,这种变化会影响穿孔针相对于挤压杆的返回速度,从而使针在模具中的绝对位置发生变化,这样就需要对液压定针进行位置控制,以保证±1mm的控制精度。当针尖实际位置距离给定位置2mm以内,则启动定针位置控制器。
(2)压力控制。穿孔针到达定针带,穿孔缸前后腔开始同时加压,以保持定针的状态。当压力传感器检测到穿孔缸前后腔压力差大于设定值时,开始按0.2mm/s的速度降低挤压速度,从而降低金属的流速造成的摩擦力对液压定针力的影响,有效控制定针位置。
3.2 程序设计
采用拉线式绝对值光电编码器,分别对挤压杆和穿孔针的位置进行检测,检测到的SSI位置信号通过西门子的SM338模块采集到CPU。
计算穿孔针针尖在模具中的实际位置:
针尖在模具中的实际位置=挤压杆位置-穿孔针位置
针尖在模具中的定针给定位置通过上位机设定,是正数。当针尖实际位置距离给定位置2mm以内,则启动定针位置控制器FC36。定针位置控制器中调用PI控制器,如图4所示,再减去穿孔缸前腔的实际压力值,得到定针比例换向阀的最终给定值。
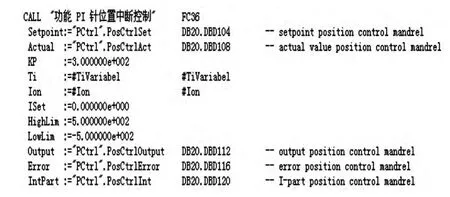
图4 STEP7控制程序
4 结论
该液压定针控制系统已在55MN双动铝挤压机中得以应用。在上位机上设置定针给定位置,现场数据证明,定针给定位置与定针实际位置误差在0.1mm。该液压定针控制系统响应快,定针控制精度高,系统具有很高的可靠性,完全满足工艺要求。从2013年初试车联调运行至今,生产实践表明,该系统运行稳定,控制精确,满足工艺要求。该项控制技术充分发挥了液电合一功能,使系统更稳定,更快速,可以应用于不同规格双动铝挤压机中液压定针系统的控制研究。
[1] 刘静安.铝合金挤压工业及技术装备发展现状与趋势[J].中国金属通报,2007,41:8-11.
[2] 韩 泓.双动铝挤压机液压定针控制技术[J].锻压装备与制造技术,2012,47( 3):71-73.
[3] 于沪平,彭颖红,阮雪榆.平面分流焊合模成形过程的数值模拟[J].锻压技术,1999,( 5):8-11.
[4] 李东和.热挤压的一次成形技术概述[J].辽宁省交通高等专科学校学报,2007,9( 1):41-43.
[5] 廖常初.S7-300/400PLC应用技术[M].北京:机械工业出版社,2004.
[6] [美]Frank D.Petruzella 著.侯世英,译.Programmable Logic Controllers[M].北京:人民邮电出版社,2007.
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
计量学报(2022年11期)2022-12-20
学校教育研究(2022年13期)2022-07-13
计量学报(2022年4期)2022-05-26
一重技术(2021年5期)2022-01-18
重型机械(2020年3期)2020-08-24
电子制作(2019年14期)2019-08-20
数学大世界(2017年31期)2017-12-19
少年文艺·开心阅读作文(2017年7期)2017-08-05
数学学习与研究(2017年14期)2017-07-20
