提高风电塔筒焊缝外观质量
2016-01-06 00:40吴海宏华绪银
水利建设与管理 2015年4期
吴海宏 章 鹏 华绪银
(广东水电二局股份有限公司, 广东 广州 511340)
提高风电塔筒焊缝外观质量
吴海宏章鹏华绪银
(广东水电二局股份有限公司, 广东 广州511340)
【摘要】近年来我国风电能源建设发展十分迅速,风电塔筒在工程中的应用越来越重要,而焊接工程是整个工程的关键。焊缝是塔筒的重要组成部分,焊缝的外观质量影响着产品的质量。本文重点介绍粤水电感城镇49.5MW风电场塔筒制造QC小组项目的活动情况。项目成员通过运用QC的手法,分析解决工程中发现的问题,提高了焊缝外观质量和产品品质,在为企业赢得工期和信誉的同时,创造了一定的经济效益。该项目的成功经验可为国内其他类似工程提供一定的参考借鉴。
【关键词】风电; 塔筒; 焊缝外观; 质量
1项目概况
粤水电感城镇49.5MW风电场塔筒制造(以下简称“海南感城风电项目”)项目位于海南省东方市感城镇,风电场总装机容量为49.5MW,共有33套风力发电机组。公司负责该项目33套风力发电塔筒的制造任务,力求在不断提高产品内在质量的同时,使产品外观质量也有所改进,以提高在风电装备制造领域的信誉。
焊接工程是整个风电塔筒工程的关键,焊缝是塔筒的重要组成部分,每套风电塔筒共有对接纵缝26条(纵缝总长61.830m),对接环缝29条(总长313.141m),全部焊缝采用埋弧自动焊接技术。焊缝的外观质量影响着产品的质量,因此公司在确保焊缝内部质量的基础上,采用QC的手法,优化工艺方法和提高制造水平,提高焊缝外观质量。
2施工现状
2010年1月10日,本QC小组成员对海南感城风电项目第01~04套塔筒共220条焊缝的外观质量检查记录表进行检查(抽样以“500mm/处”为单元,每套塔筒共抽检750处),统计结果汇总如下:
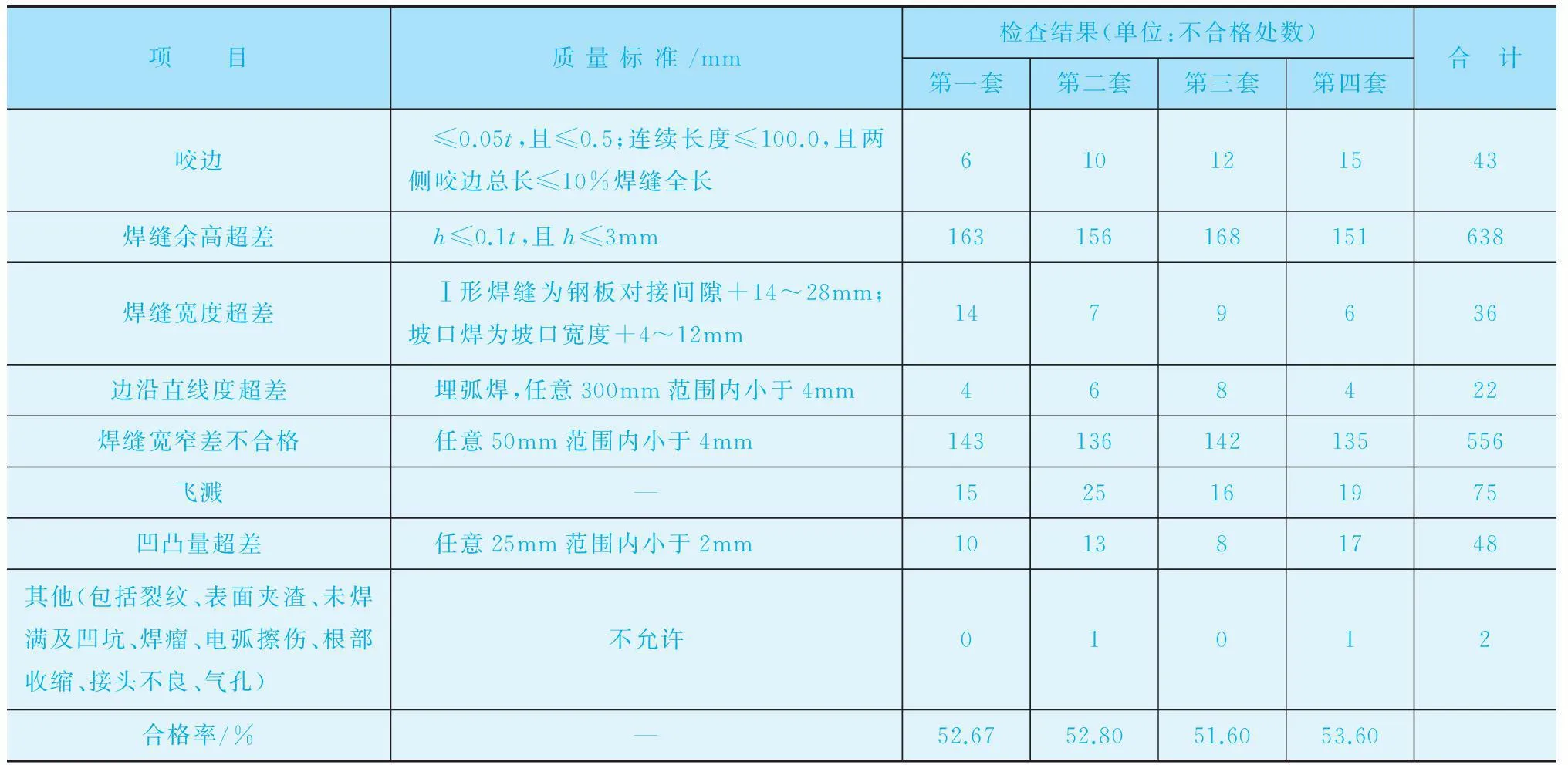
表1 第01~04套焊缝外观质量检查表汇总
根据表1抽样结果可知,塔筒焊缝外观的平均验收合格率仅为:(52.67%+52.80%+51.60%+53.60%)/4=52.67%。存在问题的详细情况可以归类如表2所列。
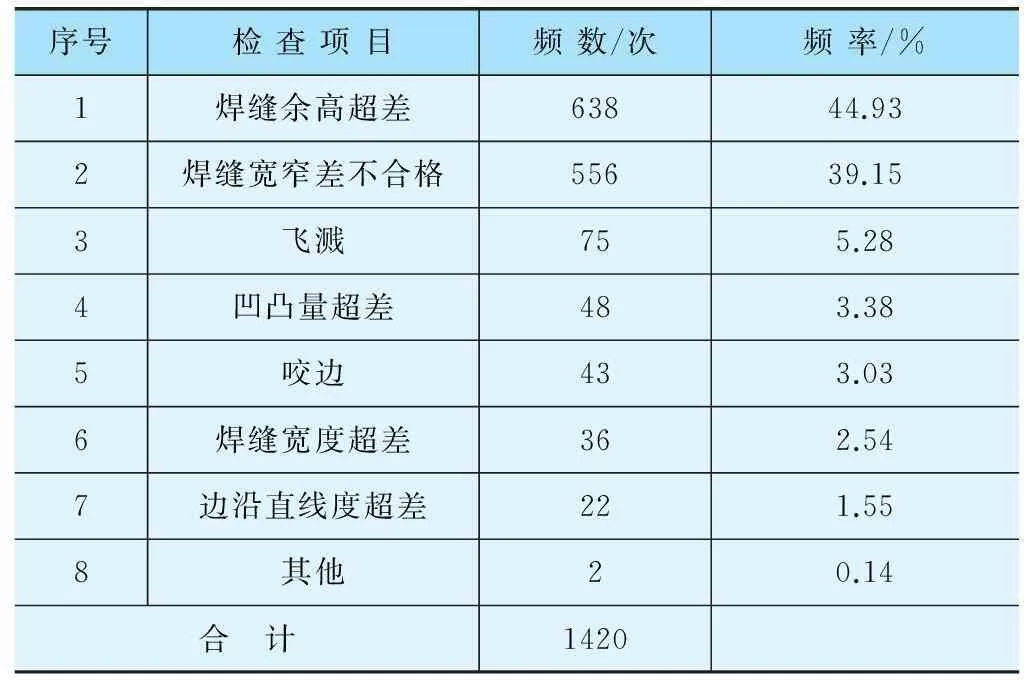
表2 第01~04套塔筒“焊缝外观质量”存在问题统计
从表2可知,风电塔筒焊缝外观质量存在的问题中,焊缝余高超差占44.93%,焊缝宽窄差不合格占39.15%,此两项是造成塔筒焊缝外观质量不合格的主要问题。
3设定目标
根据公司经验及历史数据进行测算,发现如能解决焊缝宽窄差不合格和焊缝余高超差这两项主要问题的九成,焊缝外观质量初次合格率可提高到52.67%+47.33%×(44.93%+39.15%)×90%=88.5%
4原因分析
2010年1月15日,QC小组成员对现场进行深入了解,召开会议,采用头脑风暴法进行充分讨论,从人、机、料、法、环五个方面进行了分析,最终确定以下3个主要原因。
4.1主要原因一:焊机特性差
小组成员对三台自动焊机的电压值进行跟踪检查,在焊接的20min内发现三台焊机的电压值波动情况有所区别,1号焊机、3号焊机的电压波动比较严重,统计结果如表3所列。
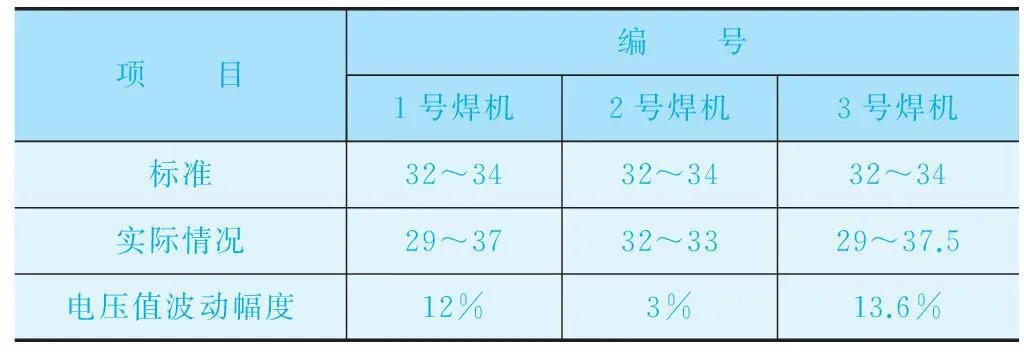
表3 焊接时焊机电压波动调查(电压值设定为33V时)
结论:通过对比焊道外观(如图1所示),自动焊机电压值不稳定,波动幅度>5%(标准要求波动幅度应在5%以内),导致焊缝宽窄差超差。

图1 三台焊机生产的焊缝效果对比(左为1号,中为2号,右为3号)
4.2主要原因二:筒体圆度超差
因钢管的管径变化会导致焊接过程的不稳定和焊接参数的变化,从而引起形状变化,造成筒体圆度超差。现场对4个塔架中出现焊缝余高超差的其中6个筒体管节圆度记录进行了检查,结果如表4所列。
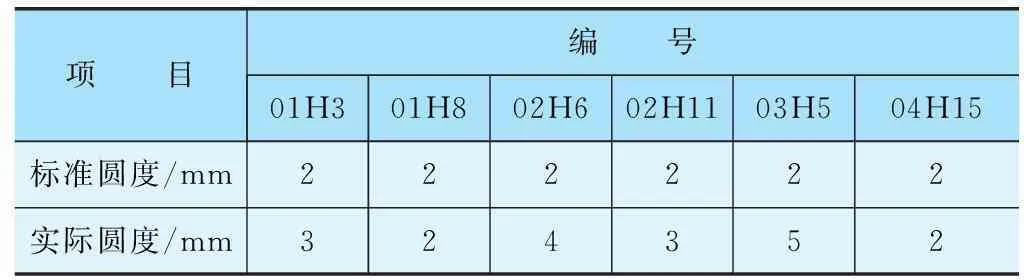
表4 筒体圆度调查
结论:根据制造规范要求,圆度必须小于等于2mm,而表4检查结果显示实际圆度大于等于2mm,超出标准要求。由于赶工和节省材料,焊接前筒体缺乏必要的矫正措施。
4.3主要原因三:盖面焊焊接速度不适合
现场对4个塔架中有出现焊缝余高超差的其中6个筒体管节环缝焊接时的速度记录进行了检查,发现盖面焊时速度偏小。根据焊接原理,焊缝成形较高导致整条焊缝的余高超高,如表5所列。

表5 盖面焊焊接速度
结论:从表5可知,焊接速度偏低,焊缝成形较高,导致焊缝余高超高。
6对策实施
通过以上的调查和分析,找到了问题的主要原因,制订了如表6所列对策,并逐一实施。
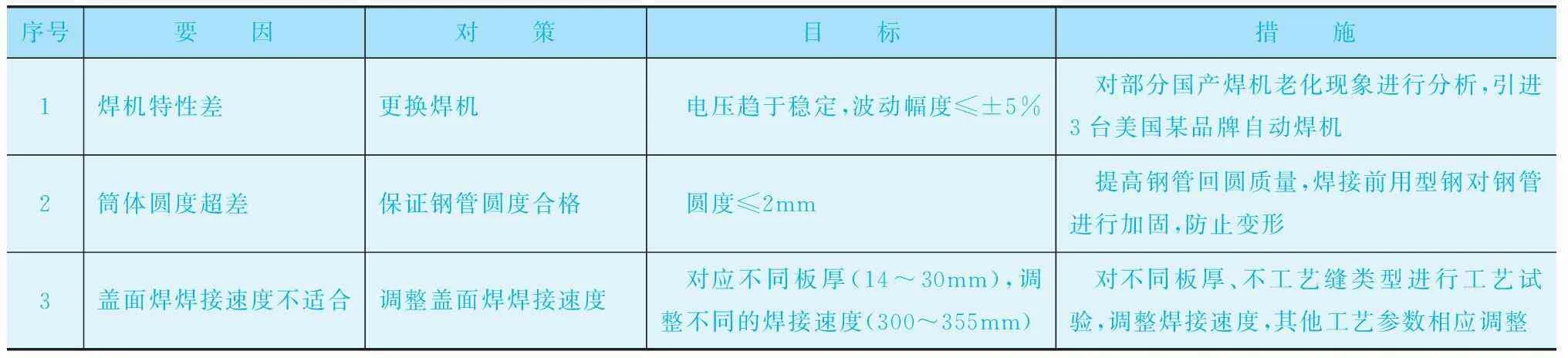
表6 对策实施
注此表省略人员、时间、地点。
6.1解决焊机特性差的问题
针对生产车间部分国产焊机出现设备老化,焊机特性差,导致焊缝宽窄差不合格和焊缝余高超差问题,对国产自动焊机和美国某品牌自动焊机进行特性分析,美国某品牌自动焊机虽然价格比国产自动焊机贵6倍,但稳定性好,焊缝外观整体均匀漂亮,因此公司引进3台美国某品牌自动焊机,为生产优质产品提供了保证,解决了焊接时焊机电压不稳定的问题。
实施效果:通过引进美国某品牌自动焊机,解决了电压不稳定的问题,稳定了焊接时焊机的电压后。将焊接电压设定为33V后,测量三台新焊机焊接时的电压值如图2所示。
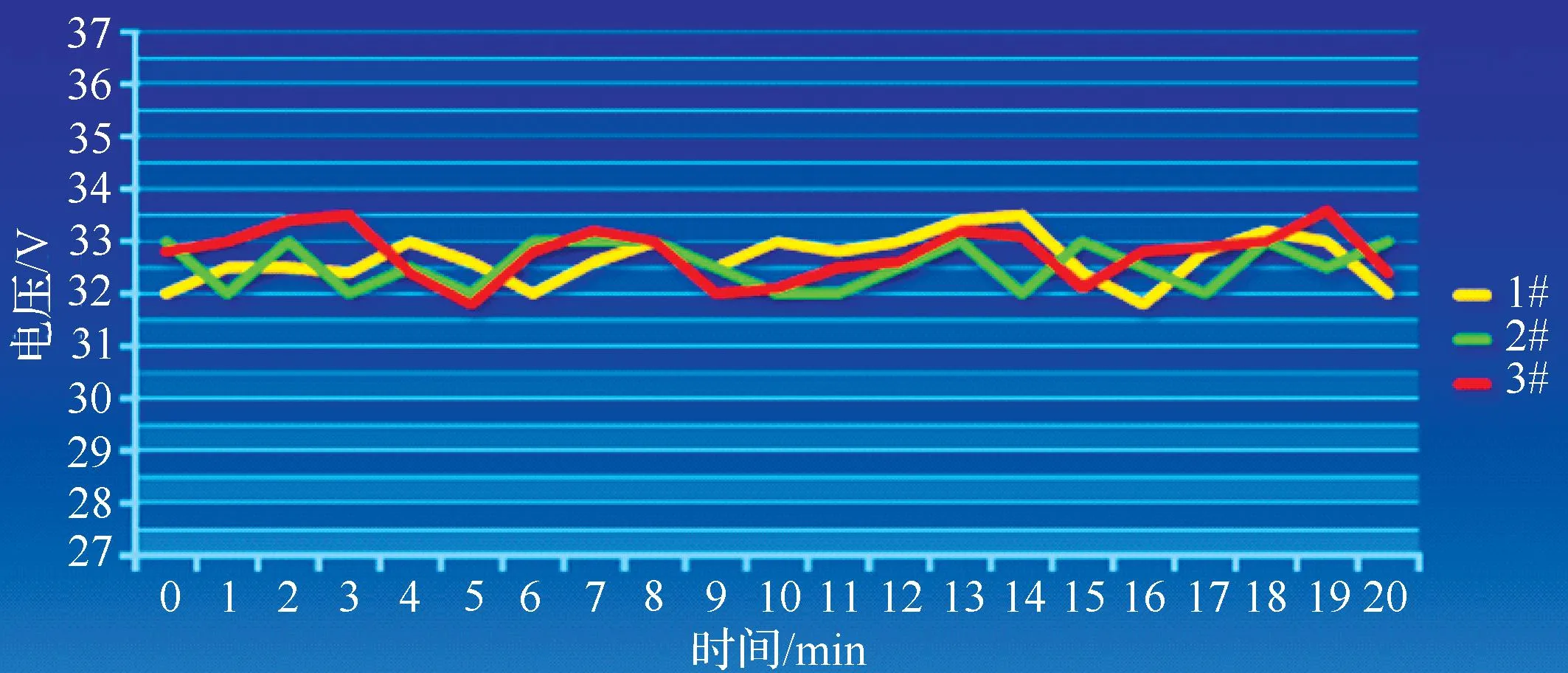
图2 三台林肯自动焊机20min内电压波动情况
从图2可以看出,焊接时电压值设定为33V后,电压波动幅度不大,趋于33V。可以算出此三台焊机焊接时电压波动范围分别为:±3.6%,±3.0%,±3.6%,都小于目标极限值5%,达到对策目标。
6.2解决筒体圆度超差的问题
a.在单节筒体纵缝焊完后,对筒体回卷板机进行回圆操作,找圆时用弦长600mm内卡样板检查筒体椭圆度和纵缝的棱角度,以样板与简壁的间隙不超过3mm为合格,并保证回圆的质量,如图3所示。

图3 筒体纵缝焊后回圆操作
b.在多节筒体环缝焊接前,对筒体用临时支撑加固,保证筒体在焊接过程中的圆度合格,如图4所示。

图4 临时支撑加固保证圆度
实施效果:对6个正在进行环缝焊接的筒体进行圆度复检,结果汇总如表7所列,筒体圆度满足标准要求,达到对策目标。

表7 实施后筒体圆度检验汇总
6.3解决盖面焊焊接速度不适合的问题
对不同板厚、不同焊缝类型进行工艺反复试验,并调整焊接速度,为保证焊接内部质量,根据线能量Q=ηIU/V,相应调整其他工艺参数(如表8和表9所列)。按照JB 4708—2000《钢制压力容器焊接工艺评定》进行焊接工艺评定,经第三方检验,焊缝力学机械性能合格,既满足了生产要求,又保证了焊缝内部质量和外观质量。
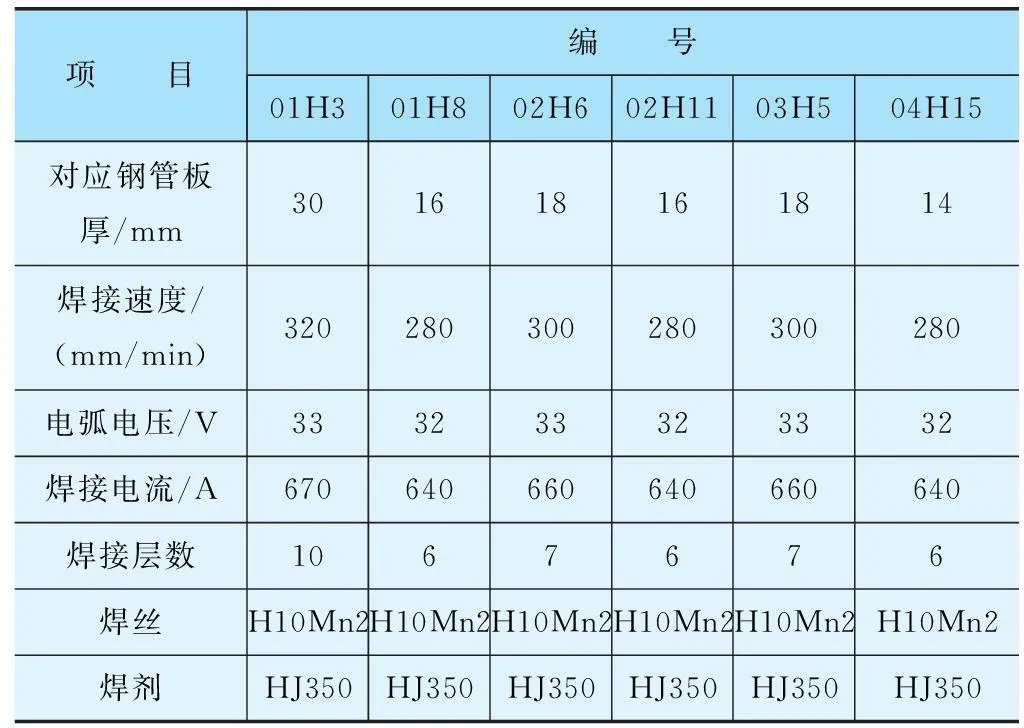
表8 实施前盖面焊焊接速度及其他工艺参数

表9 实施后盖面焊焊接速度及其他工艺参数
实施效果:实践表明,此项实施既调高了焊接速度(满足余高合格),又满足了焊接工艺要求(焊缝内部质量要求),达到了对策目标。
7结语
随后QC小组成员对该项目焊好的第26~33套塔筒的全部焊缝外观进行检查,结果如表10和表11所列。
结论:通过小组活动,焊缝外观质量验收平均合格率由活动前的52.67%提高到90.63%,比目标值85%高出5.63个百分点。从表11可知焊缝外观质量不合格的主要问题“焊缝余高超差”和“焊缝宽窄差不合格”已经得到有效解决,活动效果非常好。
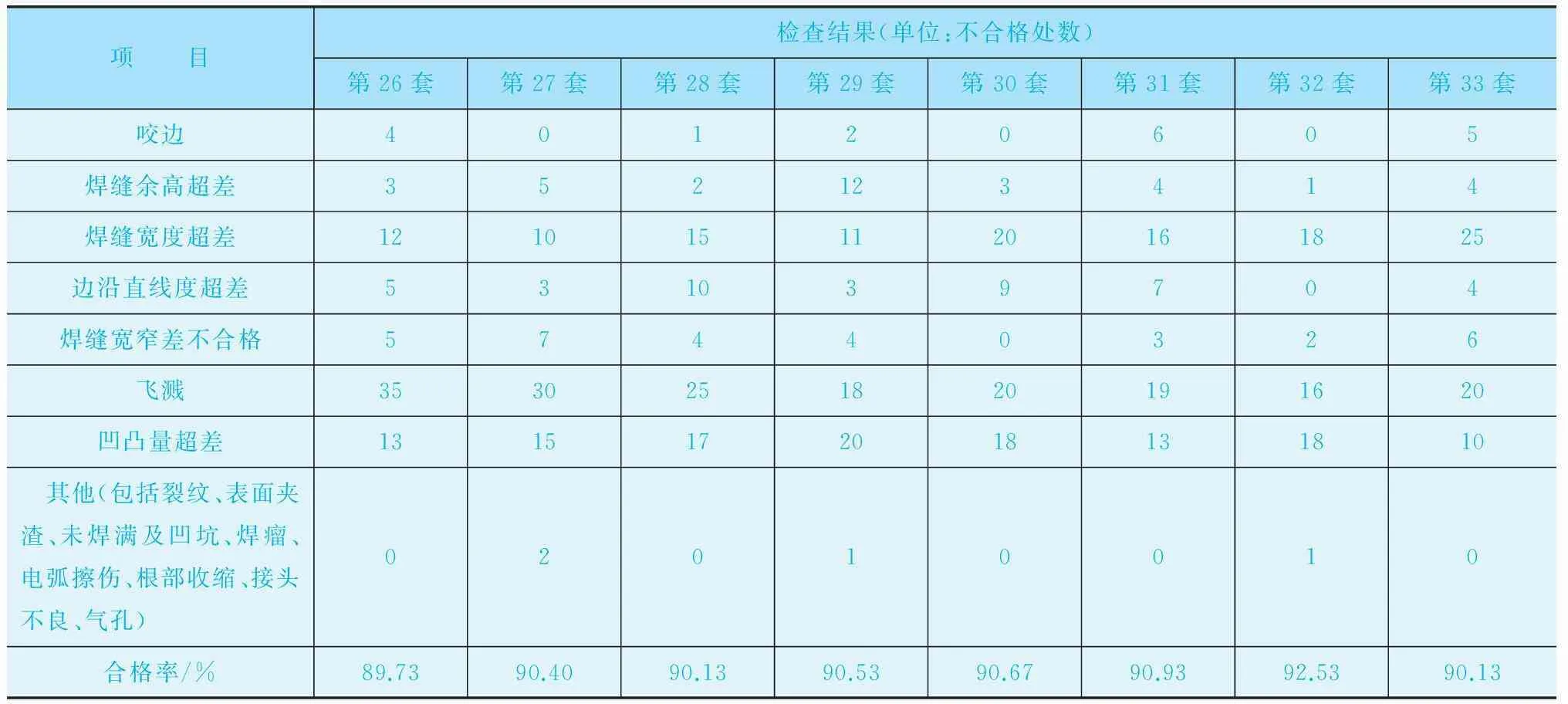
表10 焊缝外观质量检验汇总
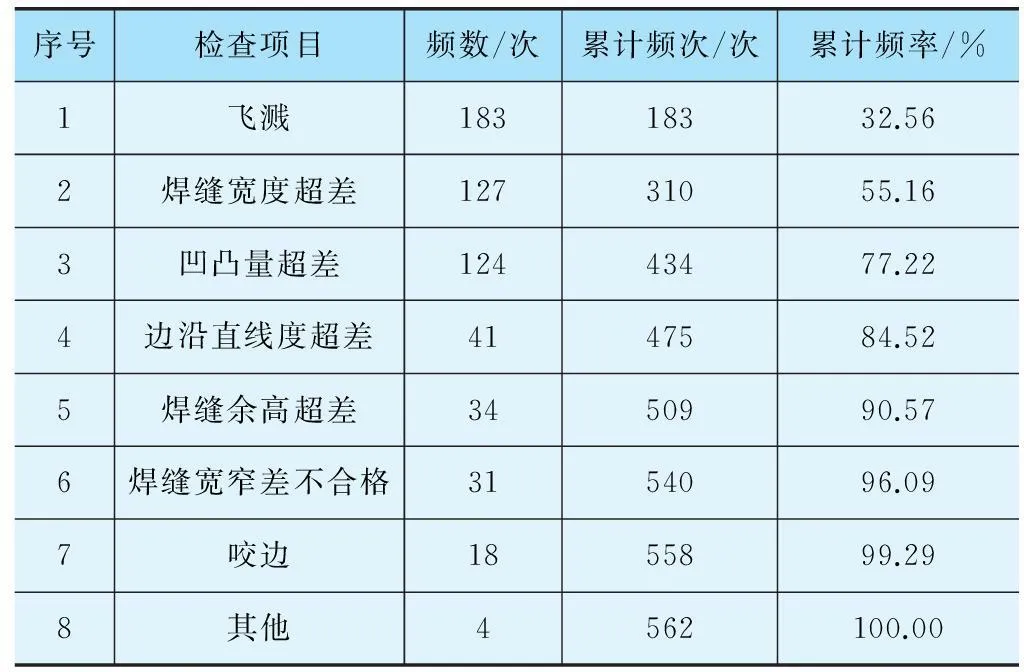
表11 活动后8套风电塔筒焊缝外观不合格存在问题统计
活动前焊缝外观质量一次验收合格率仅为52.67%(即47.33%返工),活动后焊缝外观一次验收合格率为90.63%(及9.37%返工),减少返工率为47.33%-9.37%=37.96%。根据经济师的估算和工程结算书得知,平均每条焊缝返工费(包括材料费、人工费等)约200元,该QC活动过程涉及焊缝共1595条。通过QC活动,节省返工费用约200×1595×37.96%=121092元。开展QC活动经费(包括焊工奖励、工艺试验等)约10000元。因此通过开展QC活动,该项目总共节省经费约111093元,取得很好的经济效益。该项目提高焊缝外观质量的成功经验和解决方法值得在行业内推广应用。
关于开展2015年度水利水电工程建设工法申报工作的通知
为鼓励企业科技创新,促进我国水利水电工程建设新技术、新工艺、新材料和新设备的推广和应用,提高水利水电工程施工水平和工程质量,根据《水利水电工程建设工法管理办法》(中水协〔2010〕20号),现中国水利工程协会组织开展2015年度水利水电工程建设工法评审工作,有关申报事宜请登录中国水利工程协会官方网站查询。
来源: 中国水利工程协会网官网 2015年2月11日

丹江口水库蓄水超历史最高水位 南水北调中线工程水源充足
中图分类号:TG445
文献标志码:B
文章编号:1005-4774(2015)04-0080-05
Improvement of wind power tower drum weld appearance quality
WU Haihong, ZHANG Peng, HUA Xuyin
(GuangdongHydropowerNo. 2BureauCo.,Ltd.,Guangzhou511340,China)
Abstract:China wind energy construction is developed very rapidly in recent years. Wind power tower drum becomes more and more important in project application, while weld project is critical in the whole project. Weld is an important part of tower drum, and the appearance quality of weld affects the quality of the product.In the paper, activity condition of Guangdong Hydropower Gancheng Town 49.5 MW wind power tower drum manufacturing project is mainly introduced in the paper. Project members analyzes and solves problems discovered in the project through QC method, thereby improving weld appearance quality and project quality. Certain economic benefits are created when project duration and credit are achieved for enterprise. Successful experience of the project can provide certain reference for other similar projects in China.
Key words:wind power; tower drum; weld appearance;quality
猜你喜欢
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
中学生数理化·中考版(2020年10期)2020-11-27
中国生殖健康(2019年2期)2019-08-23
能源(2018年6期)2018-08-01
能源(2018年6期)2018-08-01
价值工程(2018年7期)2018-02-08
能源(2018年8期)2018-01-15
现代电子技术(2017年23期)2017-12-20
汽车观察(2016年3期)2016-02-28
风能(2016年12期)2016-02-25