某型飞机胎压自动卸载问题分析及解决方案
2016-02-16 02:12徐俊仕江建东刘斯飞刘浩
教练机 2016年1期
徐俊仕,江建东,刘斯飞,刘浩
(驻320厂军事代表室,江西南昌330024)
某型飞机胎压自动卸载问题分析及解决方案
徐俊仕,江建东,刘斯飞,刘浩
(驻320厂军事代表室,江西南昌330024)
针对某型飞机胎压自动卸载的问题,对机轮和热熔塞结构原理进行研究,分析并建立机轮热设计流程图和胎压自动卸载故障树,确定导致问题发生的根本原因并逐一进行计算分析,结合试验飞行故障统计数据,给出问题结论以及解决措施,可为该型飞机后续的试验使用提供参考。
飞机刹车系统;自动卸载;故障分析
0 引言
飞机的刹车系统是保证飞机正常滑跑、起降的重要系统,也是飞机战斗力生成的基础系统。随着航空工业技术的不断发展,刹车系统已经由传统的囊式刹车发展到效率更高的盘式刹车,在实现飞机动能向刹车系统热能转化过程中,为保证系统不失效的安全底线,盘式刹车对系统温控要求也须更高。因此,在刹车装置结构和材料上做到温度调节的同时,还要建立自保功能设置,防止温度过高造成的爆胎、损伤机件等问题的发生。
某型飞机刹车系统由盘式刹车机轮LS-147C、无内胎轮胎和电子防滑刹车系统LSX33C组成,供飞机起飞、着陆滑跑及其他模式下刹车制动用。该型飞机在一次试验飞行过程中,连续滑行后出现右主起落架机轮胎压自动卸载现象,经分解拆装后发现,右机轮刹车装置因两个活塞未完全回位,导致动、静刹车盘不能完全分开,致使机轮刹车盘摩擦增大,机轮温度过高,引起胎压自动卸载。
1 机轮结构与工作原理
1.1 机轮机构及工作原理
LS-147C盘式刹车机轮由机轮和刹车装置两大部分组成见图1。机轮由轮毂、轮缘、半卡环、轴承、密封圈、盖板组件、调隙衬套、热熔塞等零组件组成;刹车装置由缸体组件、指示杆、隔热组件、液压活塞组件、气压活塞组件、承压盘、静盘、压紧盘、动盘组件、放气阀组件和刹车壳体等零组件组成。
当飞机在地面滑跑时,机轮转动并带动刹车装置中的动盘一起转动,而压紧盘、静盘、承压盘静止不动。飞机着陆刹车或地面滑行刹车时,液压油输入液压活塞腔,使活塞向外移动,推动隔热组件、压紧盘、静盘、承压盘压紧随机轮一起转动的动盘组件,动盘组件和压紧盘、静盘、承压盘之间相对转动产生制动摩擦力,从而刹停飞机。
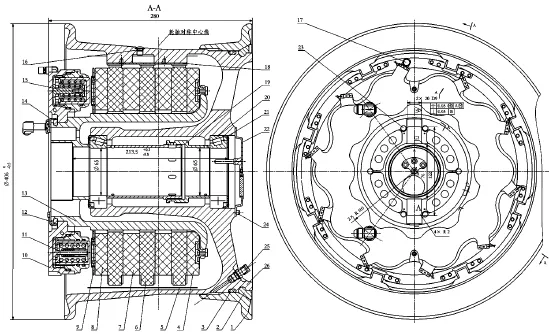
图1 LS-147C机轮结构
刹车过程中,飞机动能和发动机推力产生的动能,通过刹车盘的制动摩擦转化为热量,一部分热量由热库吸收,一部分热量扩散到热库周围空气中或相关零件。热库包括压紧盘、静盘、承压盘和动盘组件等。飞机总能量和热库重量决定了刹车温度,热库重量一定时,飞机总能量越大,刹车温度越高。
1.2 热熔塞作用及原理
现代飞机轮胎都是由橡胶制造的,当胎脚温度过高时,轮胎将发生爆破。为了避免轮胎发生爆破,在机轮安全设计时,根据国内某技术标准1184A-2010《航空机轮和刹车装置通用规范》要求,无内胎刹车机轮应安装热熔塞,用以防止在中止起飞或刹车能量过大时,轮胎胎脚温度过高引起爆破,是保证飞机安全的必要措施。
热熔塞属于热敏感压力释放装置,由金属壳体和低熔合金材料组成,通常装在机轮轮毂毂缘壁上(如图2)。低熔合金一般应为共晶体合金材料,其温度特性是由固相转变到液相有一个急剧状态变化,当温度达到合金熔点温度时,能突然变为液态。刹车过程中和结束后,刹车温度在一段时间内传递至毂缘壁和热熔塞,当轮毂上轮胎胎脚温度接近轮胎爆破临界温度时,热熔塞处温度也达到低熔合金材料的熔点,其内部的低熔合金材料熔化使轮胎内腔与大气相通,从而释放轮胎内的充气压力,避免轮胎爆胎。
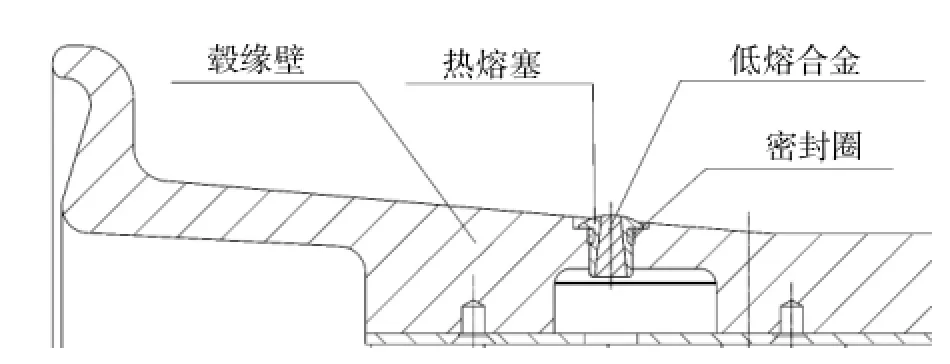
图2 热熔塞安装示意
1.3 机轮热设计流程
依据《航空机轮设计指南》设计规范,机轮热设计流程如图3所示。
2 压力卸载原因分析
根据对机轮结构原理及机轮热设计流程的分析,选择热熔塞熔化导致刹车机轮胎压自动卸载为顶事件,按标准要求建立胎压自动卸载故障树(如图4所示)。根据故障树确定,排除个别产品质量不合格以及飞机非正常使用的特殊原因外,导致顶事件发生的主要原因可以归结为热熔塞熔点温度选择是否合理以及飞机连续刹车能力余度是否充足。
2.1 热熔塞熔点温度分析
依据《航空机轮设计指南》规定的热熔塞设计要求,低熔合金材料熔化温度的选择,需保证飞机正常着陆刹车和大动能刹车时热熔塞不会熔化,但中止起飞刹车时热熔塞在刹车结束一段时间后应熔化释放轮胎内的气压,以保证飞机安全。
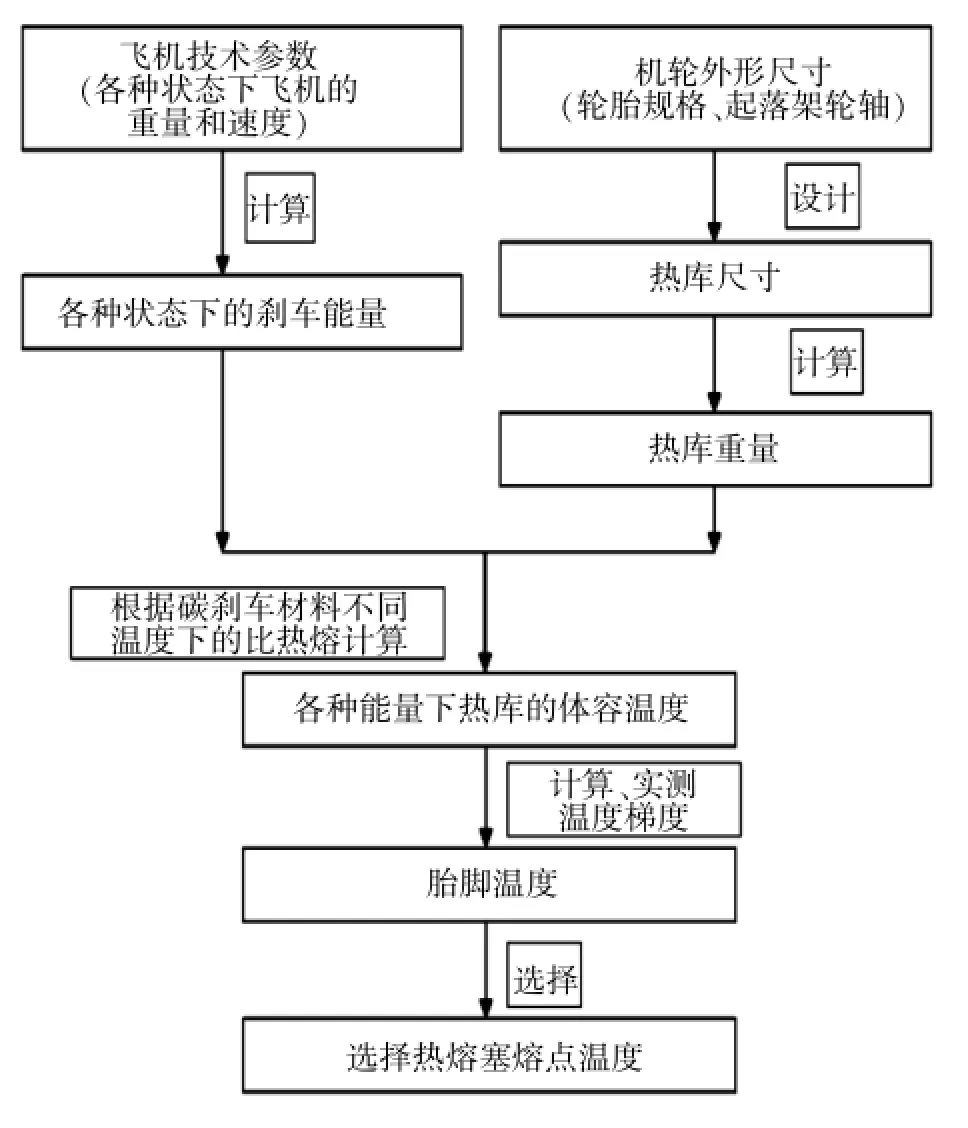
图3 机轮热设计流程
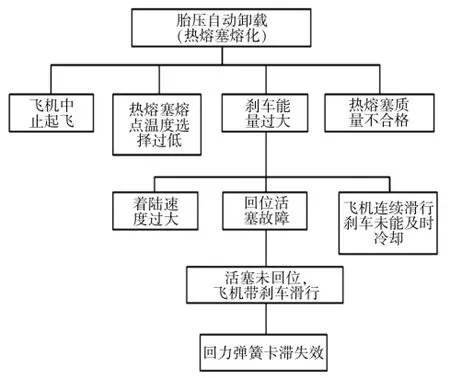
图4 胎压自动卸载事件故障树
2.1.1 各种状态下的刹车能量计算
根据该型飞机总体和强度的各项数据,按照《HB5648-1981航空机轮和刹车装置—设计规范》计算公式:
其中:A全机—全机(亦即主轮)刹车装置吸收能量,kg·m;
Gzl—飞机设计着陆重量,kg;
V—发动机关闭后,着陆时飞机失速速度,一般可取,V=Vzl/1.1
Vzl—飞机设计着陆重量下的着陆速度,km/h;
C—能量系数,前三点式起落架c=0.00375
1)正常刹车能量(按设计着陆重量及刹车速度计算)
全机刹车能量:

分配到单个主轮的刹车能量:

比协议中数据(协议中正常刹车能量为10.02MJ)小1.77MJ
2)大动能(按最大着陆重量,刹车速度)
全机刹车能量:
分配到单个主轮的刹车能量:

比协议中数据(协议中大动能为12.25MJ)小1.02MJ
3)中止起飞动能
(1)按正常起飞重量,中止起飞速度
全机刹车能量:
分配到单个主轮的刹车能量:

(2)按最大起飞重量,中止起飞刹车速度
全机中止起飞刹车动能
分配到单个主轮的刹车能量:

比协议数据(协议内中止起飞动能为15.6MJ)小0.63MJ
(3)按研制总要求再次出动时间不大于15分钟,无外挂构型,中止起飞速度
全机刹车能量:
分配到单个主轮的刹车能量:

(4)按研制总要求再次出动不大于20分钟,2个副油箱构型,中止起飞速度
全机刹车能量:

分配到单个主轮的刹车能量:
2.1.2 刹车温度分析
通过对LS-147C盘式刹车机轮进行了刹车性能计算和分析,温度计算见表1。由于计算温度是在理想状态下得出,与实际应用可能有差异,温度计算表取环境温度为50℃(吸收能量为0)。通过“温度”——“累加吸收能量”对比插值计算,正常刹车和大动能刹车状态下刹车盘温度分别为643℃和742℃,根据热熔塞设计,该温度下热熔塞不会出现熔化放气;最大设计重量中止起飞状态下刹车盘温度为891℃,热熔塞能熔化放气防止轮胎爆胎。
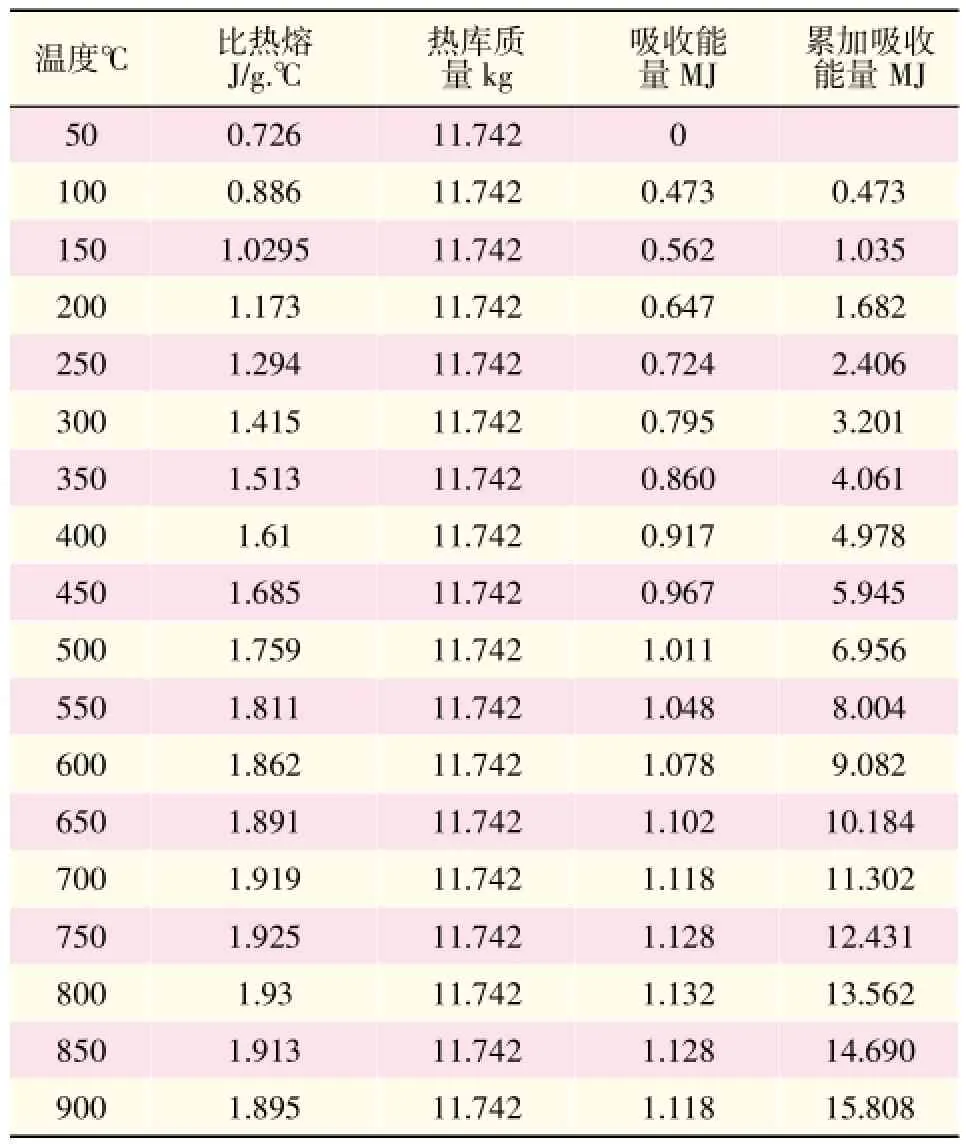
表1 刹车温度计算
通过对刹车装置静盘、轮缘座温度监控,得出刹车装置一次大动能刹车过程温度变化曲线(图5)。
考虑环境温度通常不超过70℃,选择机轮初始温度60℃进行刹车,刹车过程约20秒,通过机轮温度曲线可以看出,刹车盘在刹车后1分钟内温度达到最高约740℃,然后逐渐降低,15分钟后下降到约450℃,20分钟后降到约400℃;由于刹车盘和机轮间有隔热装置,热传导较慢,轮缘温度(与热熔塞处温度相当)上升缓慢,每分钟温度升高不到10℃,约20分钟左右达到最高约120℃。
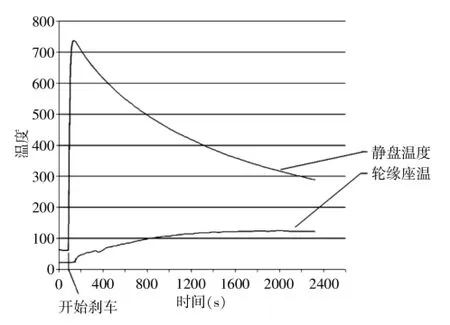
图5 机轮温度曲线
2.1.3 熔点温度分析
在机轮热设计流程的框架内,结合上述计算分析的结果,LS-147C盘式刹车机轮热熔塞低熔合金材料熔化温度选择180℃(图6)。
2.1.4 试验结果
LS-147C盘式刹车机轮按照标准1184A-2010《航空机轮和刹车装置通用规范》及《LS-147C盘式刹车机轮鉴定试验大纲》的规定,完成了正常着陆刹车、大动能刹车和中止起飞刹车试验,试验的刹车力矩满足协议规定。正常着陆刹车、大动能刹车结束后热熔塞没有放气,中止起飞刹车试验结束后约10分钟热熔塞出现放气,试验结果见表2。
2.2 飞机连续刹车能力分析
技术标准1184A-2010中连续刹车试验规定:如果飞机有连续刹车功能要求,应进行专门的刹车动力矩试验,以正常着陆刹车条件进行二次动力矩试验,两次试验的时间间隔由相关详细规范规定,第一次刹车后自然冷却,第二次刹车后应进行人工强制冷却。试验后机轮和刹车装置不应有任何零件损坏或性能降低。标准1184-91中规定:中止起飞或往返刹车试验(连续刹车)后至少1分钟内热熔塞不应放气。刹车完成后,通过热传导,轮毂热熔塞安装部位在刹车10~15分钟后达到最高温度;中止起飞后机轮允许有不影响刹车过程完成和安全的局部损坏。
2.2.1 再次出动正常连续刹车能力
按照标准1184A-2010《航空机轮和刹车装置通用规范》要求,连续刹车试验是在正常着陆刹车条件下进行两次刹车,期间间隔15分钟(按协议规定的再次出动时间),LS-147C盘式刹车机轮按此要求完成了连续刹车试验,连续刹车后,减速率为3.902m/s2,两次静力矩为(8079.4~7901)N·m,两次刹车的刹车力矩满足协议规定,连续刹车试验期间和刹车结束后,热熔塞均没有熔化放气,机轮无损坏,LS-147C盘式刹车机轮连续刹车能力满足标准1184A-2010规定。
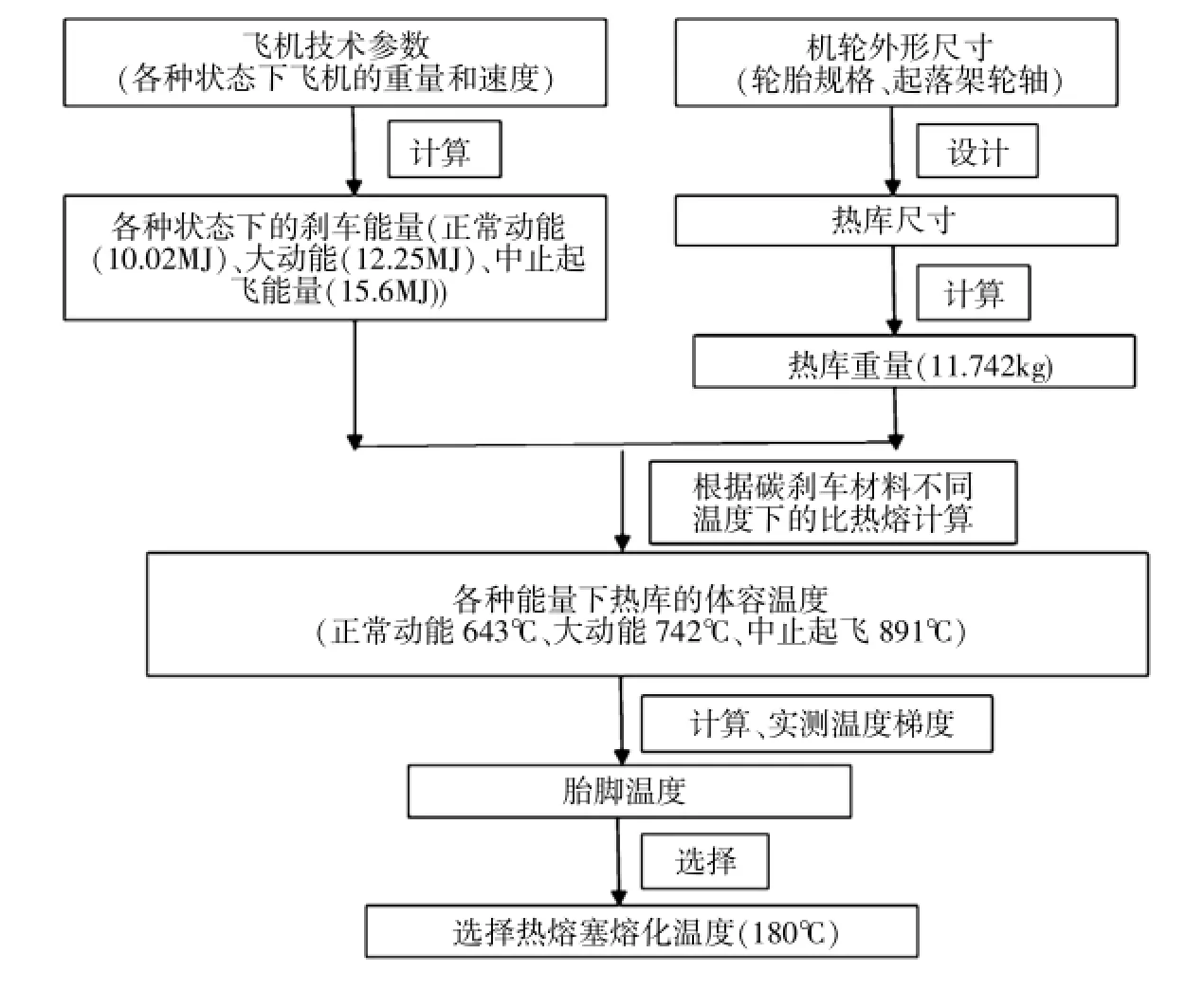
图6 确定热熔塞熔点温度流程
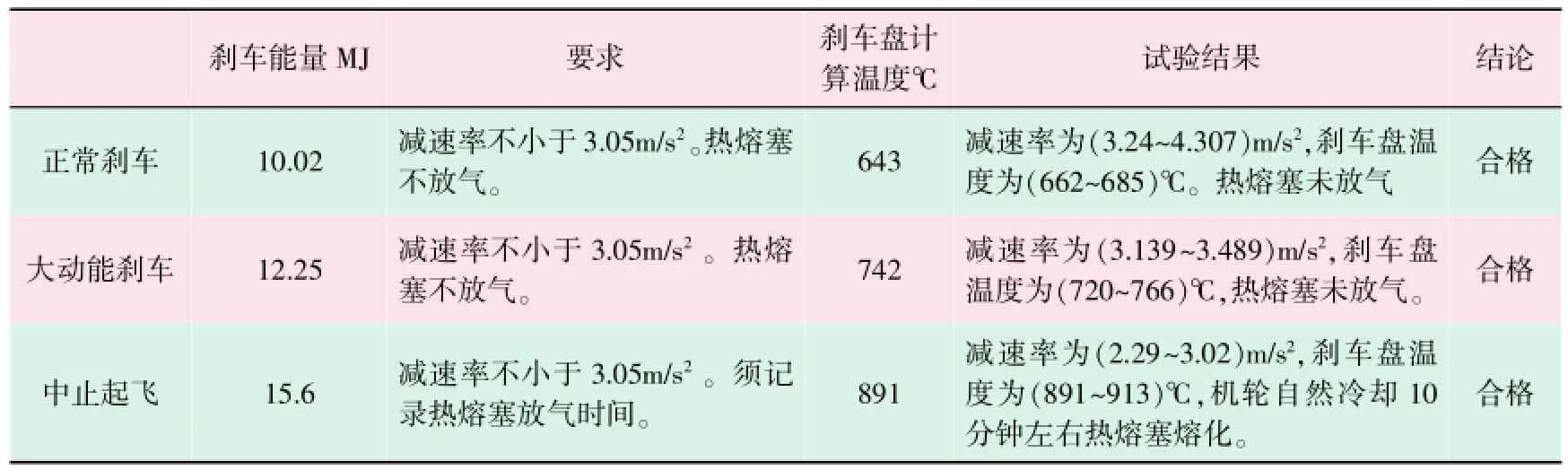
表2 刹车性能试验结果
2.2.2 再次出动中止起飞刹车能力
1)15分钟后再次出动中止起飞
无外挂构型下中止起飞动能为8.37MJ,小于技术协议中正常着陆刹车动能(10.02MJ),LS-147C盘式刹车机轮通过了15分钟连续刹车要求(刹车动能10.02MJ),即能满足15分钟再次出动中止起飞刹车要求。
2)最大着陆重量刹车20分钟后再次出动中止起飞
该型飞机最大着陆重量下刹车大动能11.23MJ,刹车后刹车盘温度最高约700℃,20分钟后刹车盘温度下降到约360℃,此时轮缘温度约120℃。此时再按挂2个副油箱构型中止起飞,中止起飞动能为12.11MJ,根据刹车温度计算表(刹车盘温度从350℃升高到950℃能吸收能量超过12.7MJ),刹车盘温度达到约950℃(刹车盘最高能承受超过1200℃),刹车装置能满足使用要求。此时机轮轮缘温度在120℃的基础上升高,当热熔塞处温度超过180℃时将出现放气,但刹车过程不超过1分钟,机轮轮缘温度每分钟升高不到10℃,将在数分钟后达到放气温度,能确保飞机安全刹停在跑道上。故LS-147C盘式刹车机轮能满足最大着陆重量下刹车后20分钟挂2个副油箱中止起飞刹车要求。
3 解决方案
通过对故障树中主要原因的分析,可以排除因热熔塞熔点温度选择不合理以及飞机连续刹车能力不足而造成顶事件发生的可能,进一步结合飞机试验飞行中的故障数据分析,可以提出下述解决方案。
1)连续刹车后人工冷却要求
相较国内其他机型碳刹车主机轮连续刹车间隔时间多在30至40分钟的现状,该型飞机连续刹车间隔时间较短,要求比其它机型配套机轮严酷,在外场连续滑行刹车,未进行冷却等特殊情况下,温度积累后可能会出现胎压自动卸载。为了防止LS-147C盘式刹车机轮热熔塞温度积累过高而熔化,要求在机轮连续刹车情况下,对机轮和刹车装置进行人工冷却,飞机再次出动前,轮毂胎脚温度应不高于100℃,以保证机轮不出现胎压自动卸载问题。
在空、地勤及试飞手册增加机轮维护检查内容:地面连续中、高速滑行刹车间隔时间不小于20分钟,当地面连续滑行刹车结束后,应注意检测机轮轮毂的温度,若点测温计测得温度超过100℃则必须用冷气将机轮和刹车装置冷却,待冷却后再进行下次滑行或起飞。飞机正常着陆条件下着陆刹车15分钟后允许再次起飞,但两次刹车间隔时间不得小于30分钟,且在第二次刹车后必须对机轮和刹车装置强制进行人工冷却,使机轮轮毂胎脚温度低于100℃。强制冷却应采取给机轮和刹车装置吹冷风或氮气的方法进行,禁止浇水冷却。
2)液压系统油液污染控制
根据试验飞行中刹车系统故障统计数据,发生的四起胎压自动卸载问题中,有两次是由于刹车活塞的回力弹簧卡滞导致机轮带刹车滑行,引起刹车能量过大、轮毂温度过高而使热熔塞熔化所致。外场对故障件分解后发现,存在因液压油液污染度超标引起的活塞内部卡滞的可能,在排除因活塞本身以及回力弹簧产品质量原因导致问题发生的可能后,确定活塞内壁的划痕是回力弹簧回不到位的主要原因。因此,在预防解决胎压自动卸载问题的措施中,控制油液污染是必不可少的一环。
3)热熔塞产品质量控制
热熔塞由金属壳体和低熔合金材料组成,其中低熔点合金的材料特性是热熔塞工作原理的支撑,因此,材料品性、加工工艺、制造精度以及装配质量都直接影响到热熔塞产品质量。在试验飞行故障统计中也确有因热熔塞产品质量原因导致的胎压自动卸载问题,故保证可靠稳定的热熔塞产品质量也是有效解决胎压自动卸载的措施之一。
4 结论
1)LS-147C盘式刹车机轮碳热库设计能满足技术协议规定条件下各种模式的刹车要求。
2)LS-147C盘式刹车机轮热熔塞设计和选择的温度,在规范规定的正常、大动能刹车条件下,热熔塞不会出现放气;按规范规定中止起飞刹车热熔塞出现放气,可以防止机轮爆胎,性能满足要求,能够保证飞机安全。
3)LS-147C盘式刹车机轮连续刹车试验符合标准1184A-2010《航空机轮和刹车装置通用规范》规定,间隔时间按照技术协议规定的飞机再次出动时间要求,试验过程中和试验后热熔塞未放气,同时,减速率性能满足要求,LS-147C盘式刹车机轮连续刹车能力满足标准1184A-2010规定和研制总要求的再次出动要求。
4)该型飞机主机轮LS-147C经过外场试飞验证,其性能满足飞机在不同状态下的各项使用要求。
[1]《飞机设计手册》总编委会.飞机设计手册·第14册:起飞着陆系统设计.北京:航空工业出版社,2002.
>>>作者简介
徐俊仕,男,1979年出生,2000年毕业于沈阳航空工业学院,工程师,现从事航空装备质量管理工作。
Analysis and Solution on Self Relief of Tyre Pressure
Xu Junshi,Jiang Jiandong,Liu Sifei,Liu Hao
(Military Representative Office in Factory 320,Nanchang,Jiangxi,330024)
For the problem of self relief of tyre pressure,the study on structure and principle of wheel and thermofusible plug has been conducted,analyzing the thermal design flow chart of wheel and establishing failure tree of self-relief of tyre pressure,determining the root cause of the problem and conducting calculation and analysis, and then giving a conclusion and solution by combining the statistical failure data in the flight test,which can be used as reference for subsequent tests of the aircraft.
A/C brake system;self-relief;failure analysis
2015-12-08)
猜你喜欢
钢管(2022年2期)2022-11-28
印制电路信息(2022年8期)2022-09-21
哈尔滨轴承(2022年1期)2022-05-23
电子乐园·下旬刊(2022年6期)2022-05-16
中学生数理化·中考版(2021年9期)2021-11-20
汽车维修与保养(2021年1期)2021-05-27
——元征X-431标定胎压传感器的方法
汽车维护与修理(2021年19期)2021-04-14
纺织报告(2020年10期)2021-01-19
汽车零部件(2018年3期)2018-05-14
电子制作(2017年17期)2017-12-18