
管桩端板智能高效机器人焊接系统设计
2016-03-06 08:15曲琅博徐志祥魏鹏飞
电焊机 2016年6期
曲琅博,徐志祥,魏鹏飞
(大连理工大学机械工程学院,辽宁大连116024)
管桩端板智能高效机器人焊接系统设计
曲琅博,徐志祥,魏鹏飞
(大连理工大学机械工程学院,辽宁大连116024)
基于当前管桩端板焊接中存在的问题,设计了一套智能高效的机器人焊接系统。介绍机器人焊接系统的总体构成、上料和焊接系统、控制系统硬件构成和焊缝视觉检测系统。该系统能够实现不同型号工件焊接的自动切换,从上料到焊接完成全过程的高度自动化以及准确检测焊缝位置和宽度的智能化。
机器人焊接;智能高效;机器视觉
0 前言
管桩端板是预应力水泥管道的主要零件,需求量巨大。管桩端板制造大多采用连续轧制、卷曲螺旋成型、切割分片的高效方式生产,切口的焊接任务非常繁重。此外由于型号众多,焊接过程还要面临端板质量较大、焊缝宽度不均匀、形状不够规则和位置不固定等问题。
目前管桩端板生产企业大多采用手工焊接方式,难以同时满足焊件对批量、质量的要求。为解决这一实际问题,本研究集成机器人自动焊接技术及计算机视觉焊缝识别技术,采用一个上料机器人、两个供料机器人和两个焊接机器人,设计了管桩端板智能高效机器人焊接系统,以满足各种管桩端板切口焊接的需要。
1 机器人焊接系统总体设计
机器人焊接系统方案设计考虑因素众多,需根据工厂现有的工况约束条件确定,包括合理地确定机器人的型号、数量、焊接工序数目等。在此根据车间实际情况和设计任务的要求进行分析和设计[1-4]。
该机器人焊接系统由5个ABB焊接机器人(两个焊接机器人、两个供料机器人、一个上料机器人)组成,外围配置机器人控制柜、PLC控制柜、焊接电源、气瓶、清枪剪丝装置、触摸屏、机器视觉系统以及各类安全防护装置(安全光栅、安全门)和传感器,如图1所示。
机器人焊接系统工作流程为:一个供料机器人每次夹持两个端板,两个弧焊机器人同时开始焊接。为了充分利用机器人资源,提高焊接效率,设计两个供料机器人轮换供料。搬运机器人手腕部位安装焊缝检测传感器,可准确识别端板毛坯焊缝位置。由于机器人作用范围有限,所以先由上料机器人将端板毛坯搬运至中转工位,同时实现焊缝定位。然后供料机器人从中转工位夹取端板毛坯,通过机器视觉系统判别焊缝位置和尺寸。如果焊缝不大于3 mm,则由供料机器人夹取至焊接工位配合焊接机器人完成焊接任务。如果焊缝大于3mm,则不满足焊接要求,被视为废料,由供料机器人夹取至废料区。机器人焊接系统工作流程如图2所示。
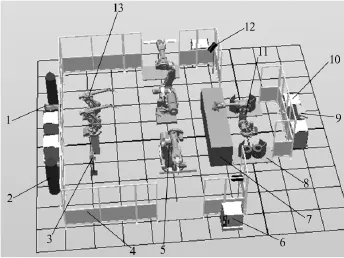
1—焊接电源;2—气瓶;3—清枪剪丝装置;4—安全围栏;5—供料机器人;6—机器人控制柜;7—中转工位;8—供料装置;9—触摸屏;10—PLC控制柜;11—上料机器人;12—CCD图像传感器;13—焊接机器人。图1 机器人焊接系统组成
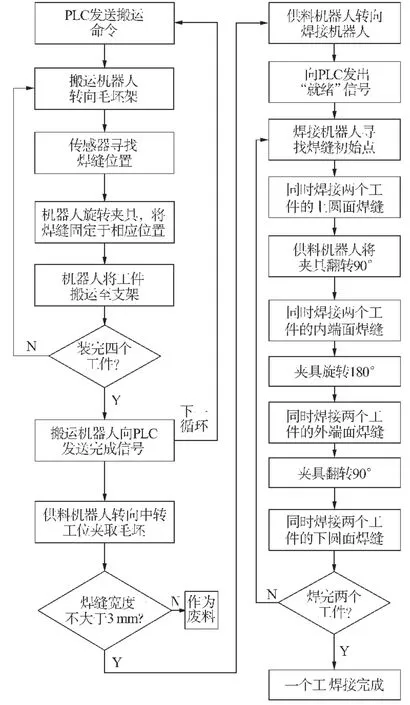
图2 工作流程
2 上料及焊接系统设计
端板毛坯由毛坯料架(见图3)对其外圆进行定位,毛坯焊缝位置摆放时无要求;料架为可活动式,与底座分离(料架底座在工位上固定),毛坯架底座如图4所示。针对不同毛坯件采用不同型号的料架(不同料架底部结构尺寸相同),当工件装满料架后,通过天车或者叉车放到料架固定底座上;毛坯料架采用六点定位原理进行定位,最后通过气缸等装置将毛坯料架锁死,避免工作过程中发生位移。料架固定台有工件种类识别装置,识别来料为何种规格工件,控制系统会自动切换成与此工件相关的程序。

图3 毛坯架
供料机器人和上料机器人夹具采用电永磁铁(见图5)。电永磁铁仅在充磁和退磁的一瞬间通电,能够迅速地夹紧和松开端板毛坯。电永磁铁通电后产生很强的吸附力,上料和搬运端板时能牢牢固定住工件。夹紧和松开后电永磁铁无电源输入,安全,可靠性高。与电磁铁夹具相比,能节省大量电能,不会因为突然停电和线路损坏丢失磁力。上料机器人手臂前端装有距离传感器,当夹具与工件接触时,机器人手臂停止运动,夹具工作。
焊接系统采用双丝焊接方法,用双丝焊取代单丝焊是提高焊接速度和效率并降低成本的有效方法。焊接电源选用福尼斯TimeTwin 5000,TimeTwin是由2个完全独立的微电脑控制TPS增强型电源组成[2],如图6所示。焊枪选用德国TBI水冷双丝焊枪,焊丝分2路单独工作,并且使用同一个喷嘴,形成不同的熔池。焊枪配备防碰撞传感器、把持器和高压喷射式清腔系统。双丝焊接示意如图7所示。
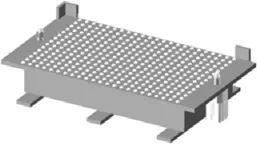
图4 毛坯架底座
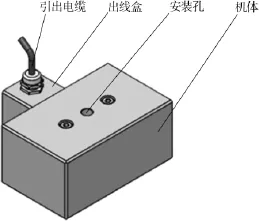
图5 电永磁铁

图6 TimeTwin 5000焊接电源

图7 双丝焊接
3 电气控制系统设计
电气控制系统由西门子S7-300PLC作为控制中枢,通过Profibus-DP现场总线与五个ABB机器人控制柜通信。
机器人焊接系统组成部分复杂,电气元件繁多。从系统可靠性和实用性方面考虑,主要部件之间采用Profibus-DP现场总线通信。Profibus-DP是一种传输速度高、使用成本低、数据传输安全可靠的总线类型,非常适合于现场级分布式I/O设备与PLC之间的信号交互。主站之间用令牌方式通信,主站与从站之间用主从轮询方式通信。采用现场总线通信方式,可节省大量I/O连接用线缆,降低控制成本,提高数据传输的准确性和可靠性,通过双向通信对现场设备进行远程调试、诊断和管理。
3.1 PLC控制柜与机器人通信
S7-300PLC选用315-2DP CPU模块,通过专用的RS-485通信接口连接至Profibus-DP通信线缆[5]。ABB机器人控制柜内添加Profibus-DP适配器连接到Profibus-DP总线上。然后分别在PLC和机器人控制端做如下设置:
(1)将ABB机器人DSQC667配置文件(文件扩展名为GSD)安装至PLC组态软件STEP7中。
(2)在STEP7软件中进行硬件组态,组态结果如图8所示。
(3)分别在PLC和机器人端进行地址和I/O信号设置,I/O信号设置必须一一对应。
3.2 PLC控制柜与夹具系统控制信号通信
夹具控制信号包括接触器通断电信号、限位开关动作信号和夹紧装置到位信号等。这些信号均连至西门子分布式I/O设备ET200M I/O端子,由ET200M汇总零散的I/O信号,然后转换成Profibus-DP总线信号,与PLC进行交互。
3.3 PLC控制柜与触摸屏通信
触摸屏选用西门子MP-277的10寸触摸屏,通过Profibus-DP总线与PLC建立连接。触摸屏是机器人焊接系统的运行监控和显示平台,功能有:
(1)手动控制。通过手动操作触摸屏,可以单独控制每个I/O点动作,进行整个机器人焊接系统的启停、设备调试和故障诊断操作。
(2)报警和故障诊断。如果机器人焊接系统发生故障,发生故障的设备以及故障原因就会在触摸屏上显示出来并发出报警。工作人员可以根据显示出来的故障信息对设备进行检修。设备检修好之后,必须按复位按钮,系统才能恢复正常运转。
(3)产品信息和生产节拍显示。当整个焊接系统正常运行时,焊接产品的种类、生产的数量和产品的生产节拍都会在触摸屏上显示出来,便于工作人员掌握机器人焊接系统的生产效率和运行状态。

图8 机器人系统硬件组态
4 焊缝视觉检测系统设计
焊缝视觉检测系统是机器人焊接系统的核心技术,是获得良好焊接效果的关键[6-7]。由于管桩端板切口位置及走向不确定、宽度不均匀,所以必须用机器视觉的方法检测切口位置及宽度。
管桩端板切口形状大体呈矩形,所以只需要用机器视觉的方法确定矩形的位置和走向即可。如图9所示,CCD传感器被固定在中转工位两侧,可不受焊接弧光的影响,确保得到高质量的焊缝图像。

图9 CCD图像传感器
该系统的原理是利用CCD图像传感器,在辅助光源的照射下,通过图像采集卡(见图10)获取管桩端板的切口图像信息。然后经过图像预处理和特征提取,得到焊缝图像特征点,编写控制算法求出焊缝图像特征点与机器人关节变量之间的转换关系。最后,焊接机器人控制系统根据得到的转换关系改变焊枪的位姿和移动轨迹。

图10 图像采集卡
4.1 焊缝视觉检测系统的硬件构成
焊缝视觉检测系统由CCD视觉传感器、图像采集卡、通讯接口、图像处理系统等组成。
CCD视觉传感器选用睿鸿公司的RuiHoge工业摄像机,该相机为200万像素,分辨率为1 280× 1 024。图像采集卡选用DH-VT142系列图像采集卡,总线接口为PCI-E×1。基于Visual C++6.0编写的图像处理软件作为焊缝视觉检测系统的数字图像处理平台。
4.2 焊缝图像处理与特征提取
CCD传感器是在中转工位拍照获取焊缝图像的,没有焊接弧光和烟尘的影响,所以能获得质量良好的图像。但是,焊缝图像在滤波和传输的过程中会造成一定的降质。同时,拍照时工件表面的毛刺和光照的强弱因素也会影响图像质量[4]。因此,焊缝图像在提取特征点之前必须经过预处理。图像预处理方法包括图像增强、平滑、灰度分割和边缘细化等技术[8]。
经过预处理之后的图像,必须用形态学的公式和算法进行处理,从而改善图像的质量。
最后,运用特定算法对经过预处
Page 49
Design of intelligent and efficient robot welding system of pipe pile end plate
QU Langbo,XU Zhixiang,WEI Pengfei
(School of Mechanical Engineering,Dalian University of Technology,Dalian 116024,China)
Based on current problems in welding of pipe pile end plate,a set of intelligent and efficient robot welding system is designed.The overall configuration,feeding and welding systems,hardware configuration of control system and weld visual inspection system of this robot welding system are introduced.This system can achieve automatic switching of different types of welding workpieces,high automation of the whole process from feeding to welding and intelligentialize of accurate detection of weld position and width.
robot welding;intelligence and efficiency;machine vision
TG409
A
1001-2303(2016)06-0035-05
10.7512/j.issn.1001-2303.2016.06.07
2015-08-08
曲琅博(1988—),男,河南洛阳人,在读硕士,主要从事工业电气控制的研究。
猜你喜欢
振动与冲击(2023年2期)2023-01-31
轮胎工业(2022年10期)2022-12-30
交通科技与管理(2022年8期)2022-05-07
机械工程师(2022年3期)2022-03-24
中国特种设备安全(2019年4期)2019-05-20
振动、测试与诊断(2018年4期)2018-08-25
橡胶工业(2018年12期)2018-02-16
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
现代工业经济和信息化(2016年12期)2016-05-17
