
从北京·埃森焊接与切割展览会看我国焊接设备发展
2016-03-06 08:15暴宋杰宋金玲李新松
电焊机 2016年6期
暴宋杰,宋金玲,李新松
(1.中国机械工程学会,北京100036;2.北京中焊焊接装备技术有限公司,北京100036)
从北京·埃森焊接与切割展览会看我国焊接设备发展
暴宋杰1,宋金玲2,李新松2
(1.中国机械工程学会,北京100036;2.北京中焊焊接装备技术有限公司,北京100036)
通过历届北京·埃森焊接与切割展览会展后《综合技术报告》中推介的内容,归纳总结我国焊接设备制造业自主品牌在逆变电源技术外延化发展、核心技术研发、焊接机器人成长等方面。跟踪行业发展步伐、注重核心技术研发、扩大品牌影响力对企业发展至关重要。
技术外延化发展;自主品牌;品牌价值
0 前言
自1987年第一届北京·埃森焊接与切割展览会成功举办至今已有20届。经过近30年的发展,展会规模已由首届的17个国家、150个单位、1万m2展览面积发展到第二十届的近30个国家、1 000个参展单位、8.5万m2展览面积、2.5万观众人数的规模。目前埃森展览会已经成为该领域亚洲最大、世界第二大规模的焊接与切割专业展览会。随着展会影响力的扩大,北京·埃森焊接与切割展览会也成为当今国际焊接技术发展的风向标。在此仅回顾我国焊接设备制造业自主品牌在埃森展后《综合技术报告》中较早展示的该先进数字化焊接技术、机器人产品及专利产品发展的历程,欲了解国内外更多焊接设备展品内容请登录www.beijing-essen-welding. com技术报告版块。
1 逆变电源技术外延化发展成为企业跟踪焦点
回顾弧焊电源技术发展,可简单归结为“变压器—晶闸管—逆变器—数字智能化”这一不断进步的过程。众所周知,逆变焊接电源具有体积小、质量轻、节能环保等突出优点;其控制方式易于实现数字化。因数字化的介入,焊接过程的实时控制得以实现,也为未来焊接智能化方向发展提供了可能,助推了逆变技术的快速发展,可以说逆变技术的出现也成为弧焊技术发展的分水岭。
早在20世纪80年代,国际上包括我国在内开始大力研发逆变电源技术在焊接领域的应用,并率先在焊条电弧焊电源上取得突破,并得到应用和推广。30多年来随着逆变技术研究的深入,在焊接电源领域其可靠性、额耐候性等方面也有了很大进步,逆变技术在取代传统变压器的工业产品上得到普遍应用。目前,逆变技术已在CO2、TIG、MIG/MAG、等离子、电阻焊等焊接产品上得到普遍推广,并获得广大客户认可。
在北京·埃森焊接与切割展览会上,尤其在2009年第十四届展会上逆变焊机几乎出现在所有电焊机展商的展台上,这表明逆变焊机已成为我国焊接电源发展的主流,这一年也成为传统电源技术与逆变电源技术产品在我国焊接领域的一次全面跨越。随着逆变基础技术层面的趋于成熟,展会上各具特色的逆变电源产品不断展现。
1.1 数字化焊机的发展及智能化应用
逆变电源的高响应速度为焊接控制技术提供了一个理想的平台,数字化技术在焊接电源中的应用进一步提高了电源控制技术的水平和可操作性。单从展会看数字化焊接设备可分为两类,一是控制电路数字化程度高;二是具有开放式的数字化接口,可实现多信息交换的软件加载方式的数字化智能控制平台,如图1所示。目前,国内电焊机制造企业已经解决了数字化焊机产品问题,但与国外多功能数字化焊机掌握核心技术相比,我们的数字化产品在工艺技术先进性和市场认可方面尚与国外知名品牌产品有很大差距。下面对展会不同阶段我国产品举例介绍。

图1 典型数字化焊机系统框图
2010年奥太、沪通、汉神均推介了各自的数字化焊接设备,其中奥太展示的Pulse MIG系列焊机更具特色,实现了波形动态调节一脉一滴控制,如图2所示。该机采用软开关逆变主电路、双CPU控制电路、谐波抑制技术和新型智能PI算法,实现了铝及其合金的弧长控制,满足了高品质焊接的要求。2011年展会其双脉冲控制亦有演示,更具有P-MIG、MIG、STICK、TIG、CAC-A五种焊接方式,其产品代表了当时国内运用软件编程控制的数字化逆变式脉冲MIG/MAG脉冲弧焊机的先进水平。在2011年展会上,时代、沪工、华意隆等众多自主品牌企业及国际知名品牌均普遍展示了各自的数字化产品,2011年可算是数字化产品展示元年。

图2 动态电流波形
在长输管道焊接方面,2010年参展企业成都熊谷加世电器有限公司推介了MPS/DSA-500两款长输管道焊接设备,MPS面世于2004年是我国较早应用于长输管线建设具有半自动药芯焊丝自保护焊、管道电弧焊(纤维素、低氢型焊条向下、向上焊)、氩弧焊等功能的逆变多功能焊机;2007年DSA-500逆变数字化MIG/MAG半自动焊机研制成功,焊机主电路使用IGBT软开关逆变技术,控制电路核心由MCU+DSP组成,该焊机在我国西气东输二线西段九标段X80钢用金属粉芯焊丝根焊和填盖工艺要求得以应用,如图3所示。
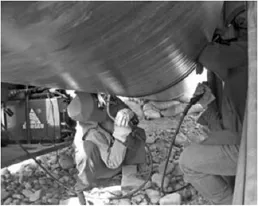
图3 DSA焊机在西气东输二线西段段施
2014年北京时代科技股份有限公司展示了TDW5000E超高频脉冲方波氩弧焊机第三代数字焊机。焊机利用在普通方波上叠加超高频脉冲的原理,采用超高频脉冲GTAW技术、新型IGBT拓扑电路及MCU数字化控制方案,实现了超快速电流上升/下降沿变化速率及0~100 kHz脉冲频率达百安培的方波电流输出。设备通过人机交互界面(见图4)对脉冲电流幅值、占空比、脉冲频率等参数实现独立调节,确保不同焊接工艺过程的精确控制;不同的焊接参数设置可以实现多种焊接方法,如直流GTAW、超高频直流脉冲GTAW、变极性GTAW、复合超高频脉冲变极性GTAW等。设备在铝合金、钛合金等高强材料的焊接中,可有效降低焊缝的气孔敏感性、细化组织晶粒,显著提高焊接接头的力学性能。

图4 TDW5000E触摸屏参数设置及显示
2012年展后在数字化等离子焊接设备方面做了全面报道。四川玛瑞的DG-500自动等离子焊接系统的电源是基于TMS320LF2407 DSP数字处理芯片为核心的数字化电源,系统内设30个参数存储通道。CAN总线通信距离理论最远10kM(速度5kbp以下),通信速度最高为1 Mbps。设备对碳钢、可焊铝合金、耐热合金、钛合金以及其他材料等均可焊接,对厚度小于等于6 mm的不锈钢可高质量、高效率的在不开任何坡口的情况下一次性单面焊双面成形。对厚板材可采用“P+T”模式,即在等离子焊接后再用TIG氩弧焊盖面的方式完成。同年北京时代集团、三力易胜也均有相关产品推介。
1.2 网路化管理推动工业化发展
数字化产品的推出必然带动网路化推广,近年具有群控管理系统的数字化设备多有介绍。国内以山东奥太在2010年展示相对较早,该系统由计算机和焊机两大硬件组成,计算机内安装CAN通信卡、数据采集软件和Web服务程序,焊机内安装CAN通信板,通过系统管理软件实现计算机与焊机的数据交流。每个网络的焊机容纳量可达100台,通信距离在通信速率50 kbps时可达800 m。随着计算机及无线网络的快速发展,群控管理技术几乎每年都有新变化,其有线和无线群控技术在实用性、适用性及用户认可度方面又有了很大进步。焊接现场群控管理系统简图之一如图5所示。
工程机械行业自2008年开始批量采用中厚板机器人焊接系统。唐山开元机器人系统有限公司针对工程机械结构件以焊接制造的智能化、柔性化、高效化、绿色化为目标,成功研发出由机器人智能焊接系统、智能化物料自动搬运系统、制造信息管理系统三系合一的智能制造焊接车间(见图6),实现了工程机械结构件的少人化智能焊接制造。并为2013年展后供稿,介绍了该智能焊接制造特点。2015年再推国际首台套煤炭机械液压支架连杆的智能制造,实现机器人均衡化自动混流生产。
1.3 逆变焊机技术与焊接工艺的深度结合
逆变焊机对于电焊机行业的影响无疑是一场电源技术的革命,但对于整个焊接领域更确切的应是焊接工艺技术的革命,特别是数字化技术搭载在逆变焊机的技术平台上进一步改变了电焊机行业的技术状态。通过展会可以看到,从单纯的焊接电源技术向焊接电源技术与焊接工艺技术相结合的方向发展已成为发展趋势,研究焊接电弧行为将成为电焊机行业技术发展的重要内容之一。
(1)变极性等离子弧穿孔焊工艺(VPPAW)。2012年北京工业大学展示了自主研发的变极性等离子弧穿孔焊工艺(VPPAW)即不对称方波交流等离子弧焊,它综合了变极性TIG焊和等离子焊的优点,主要用于各种铝合金焊接,其单道焊接铝合金厚度可达25 mm。在运载火箭、航天飞机贮箱铝合金焊接中使用并焊接了6.4 km长焊缝,实现了3~10 mm厚铝板的无缺陷立焊,焊接速度可达0.3m/min。VPPAW焊接现场照片如图7所示。
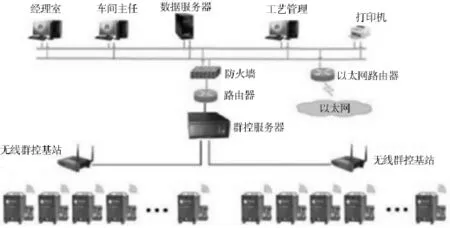
图5 焊机群控管理系统

图6 智能制造焊接车间

图7 VPPAW穿孔立焊焊接现场
(2)激光-电弧复合焊。在2012年展会上有大量展品展出,国内大连理工大学推介了其研发的激光-电弧复合焊产品(见图8)。无锡汉神电气有限公司推介了机器人激光-电弧复合热源焊接装备。自2011年开始国外在激光-电弧复合焊接研究及应用的热潮也影响到展会,目前国内以大族、大恒、广州松兴、上海交大、无锡汉神、辽宁欣成镁业、华中理工大学、武汉凯奇、楚天、煜宸等校企在展会多有展示。

图8 镁合金激光诱导焊接装备
2 注重核心技术研发,展示品牌价值
国外的知名企业在关键技术上都有自己的鲜明特点并拥有自己的核心技术,甚至这些核心技术都有专有技术名词,例如STT、CMT、Power Wave、 Force Arc、Super-MIGⓇ等,而且这些名词或有“注册商标或MT”标识。由此可见,国外企业对核心技术及其知识产权的强烈保护意识。更为重要的是,一些技术已经上升为标准,如Arc-Link即为一种专用于焊机的数字化通信标准。近年来国内企业在这一方面也有了一些改观,但在核心技术、知识产权及概念宣传力度上与国外企业尚存在很大差距,这也说明国内自主品牌焊接设备生产企业在这方面还有很长的路要走。未来,掌握和开创具有核心技术的工艺控制方法将对企业品牌价值有深远影响。
2.1 新概念拓展应用新空间
(1)磁控(脉冲)焊接技术(MPW)。该专利技术在2014年展后由北京工业大学展示,原理如图9所示。电磁脉冲焊接是磁脉冲焊接是应用电磁力使待焊金属间产生强烈的碰撞而连接在一起的连接工艺,集成了高速成形和固相连接技术的优点,特别适用于异种金属材料的焊接。一般可在常温(即冷态)下进行,且焊接过程无明显的温升,无明显热影响区,焊接接头强度接近于母材强度。当电容器组放电时,高频衰减振荡电流流过线圈,产生瞬态变化的强磁场,外管件在脉冲磁场力的作用下高速向内部工件撞击,两工件之间的强烈碰撞会使两工件形成连接。该方法目前可用于平板、管-管、管-棒的焊接,也可以用于金属与非金属材料的连接。
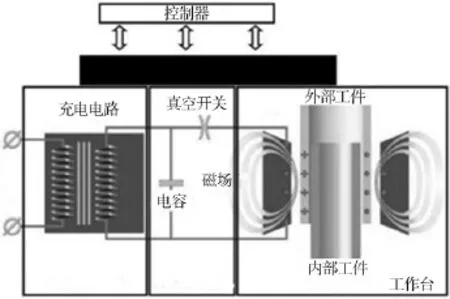
图9 MPW原理
(2)双丝三弧焊(Tri-Arc)。2014年由深圳市瑞凌实业股份有限公司展示,双丝三弧焊电弧示意如图10所示,即除在每根焊丝与焊接工件建立常规焊接电弧之外,两根焊丝之间还产生一个间接电弧,称为“第三电弧”(Tri-Arc)。变极性第三电弧主要用于熔化焊丝,在等速送丝条件下,调整“第三电弧”的电流,具有控制和降低焊接热输入的作用。无论是普通的单丝电弧焊,还是高效的双丝电弧焊,在常规电弧焊接过程中,提高焊丝熔敷率的同时必然会增加焊接工件的热输入。而“TRI-ARC”作为新的焊接工艺方法,很好地解决了高强钢厚板焊接因一次成型的自动化技术难题,其革命性在于突破了焊丝熔敷率与焊接热输入在常规电弧焊接方法中的矛盾和焊接难以稳定的问题。实现了高强钢、铝合金及特殊合金钢等多种材质的高熔敷率、低热输入焊接。
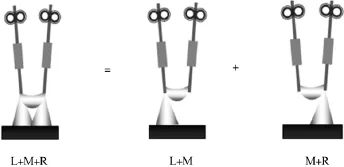
图10 TRI-ARC双丝三电弧示意
(3)聚弧TIG概念。2014年山东奥太电气有限公司推出高能量TIG焊接工艺即聚弧TIG,该工艺有效限制了电弧的导电截面积,使电流密度增大,电弧的收缩力随着电流的增大呈指数关系上升,形成“电磁自收缩效应”,改变焊接电弧热力的特性。焊接电弧收缩效果显著高于传统的TIG电弧,如图11所示。聚弧TIG焊可以实现厚板无坡口单面焊双面成形,实现了低热输入下高速高强度焊接。
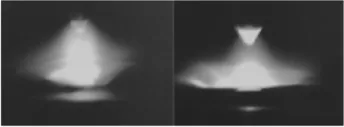
图11 普通TIG与聚弧TIG电弧效果对比
2.2 突破技术瓶颈,开拓新领域
(1)3D打印技术。3D打印是快速成型技术也被称为“增量技术”“增材技术”,它的出现带动了工业设计、新材料、精益制造等多个领域颠覆性改变。2014年南京中科煜宸激光技术有限公司率先在展后上推介了其塑料3D打印装备及打印样品,如图12所示。
(2)中频逆变电阻焊。2010年天津商科数控设备有限公司展出了具有自主知识产权的两大系列逆变电阻焊机(控制器):SMF1系列中频(1kHz)逆变电阻焊机、SVF1系列变频(5 kHz)逆变电阻焊机。SMF1中频产品技术水平已与世界主流产品同步。商科公司推出的SVF1系列产品为电阻焊机的应用开辟了新的、更为广阔的空间,也赢得了国外同行对中国电阻焊机企业的尊敬。同年广州友田也推介了DBT-80中频电阻焊产品图片。
(3)高频逆变螺柱焊机。短周期拉弧式螺柱焊机在汽车制造行业运用较广。汽车车身钢板较薄,螺柱焊机如果控制精度不高,则易将钢板焊穿。因此,短周期拉弧式螺柱焊机多采用IGBT逆变技术提高控制精度,国内各汽车生产厂使用的螺柱焊机主要是进口设备。2010年展后深圳市鸿栢科技实业有限公司推介了其发明的DSP高频逆变拉弧式螺柱焊机,它将焊机频率提升到20 kHz,质量减轻为不足100 kg,而且控制精确、飞溅小,并能实现良好的焊接效果。
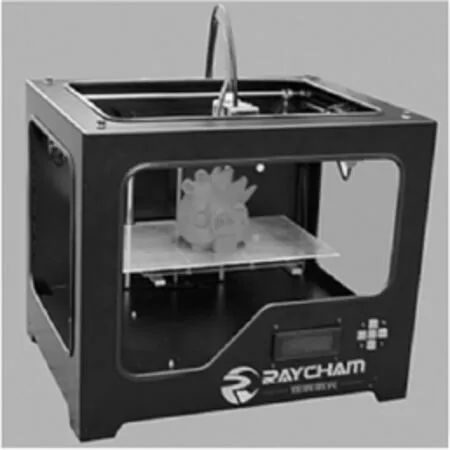
图12 3D打印装备及打印样品
2.3 加大焊接功能部件研究,提高整机设备自主化能力
(1)RV减速器。目前针对焊接机器人系统的四大核心部件——机器人本体、伺服电动机、运动控制系统、RV减速器,国内均能生产。2011年前后国内各大企业纷纷推出焊接机器人本体,但无一例外均遇到核心部件——RV减速器需依赖于进口的窘境。南通振康焊接机电有限公司率先在2013年北京埃森焊接展上进行了RV减速器(见图13)展示,该产品获得国家发明专利4项。据厂家介绍目前已实现RV减速器年产近1万台的目标。昆山光腾智能机械有限公司2015年展会也推出了相关产品。以参展企业为例,同样作为功能部件的伺服电机及机器人运动控制系统的主力生产企业包括:广州数控设备有限公司、上海新时达电气股份有限公司、南京埃斯顿机器人工程有限公司等。短期来看,机器人的关键零部件的核心技术仍由日本、德国等几家机器人巨头企业所掌握,国产机器人关键零部件从实现技术突破到产业化发展还需时日。

图13 国产RV减速器
(2)一体式点焊钳。电阻焊点焊钳在汽车制造等行业被广泛使用,作为点焊钳之一的分体式点焊钳其较大的二次电流致使裸作人员身处电磁辐射环境之中,在一些欧洲国家,法律已明确规定禁止使用。为此国外率先开发了一体式点焊钳并得到推广应用,我国早在20世纪90年也开始了相关技术的研究,更多的中国制造厂商也开始认识到一体式焊钳的优点,致力于成为节能环保型企业。在2010年展会成都焊研科技有限责任公司率先供稿并介绍了其生产的一体式焊钳,如图14所示。

图14 国产一体式点焊钳
3 自主品牌焊接机器人亮相埃森展
我国机器人起步于20世纪70年代,早在1985年华宇-I型弧焊机器人就已研制成功。40年后的2013年始中国已发展成为全球第一大机器人市场,但国外机器人品牌占据了国内90%的市场,自主品牌如此低的市场占有率说明中国工业机器人产业还存在明显差距,品牌知名度不高。报道称2005年至今我国在机器人专利拥有量上并不输给任何国家,甚至世界领先,但怎样将专利形成量产化产品这一关键问题上还有很长的路需要探索,目前我国在机器人产业现状仍以吸收整合国外焊接机器人技术资源进行再开发和系统集成为主。从近几年展会情况看,系统化集成应用已有了提高,但大部分应用仍停留在竞争日趋激烈的工作站层次,系统化智能应用方面少之又少;在机器人本体制造方面,这几年已有了质的飞跃,众多自主机器人品牌纷纷亮相。但随着国内机器人市场的火热,也吸引了世界机器人厂家齐聚中国,面对残酷的市场竞争,企业家们也在寻求突破,或寻求合作或蓄势待发。竞争下,部分自主品牌经过努力也得以快速发展,并正在获得一定认可,未来前景无可限量。
经过近半个世纪的发展,国外发达国家工业机器人本体制造、关键零部件技术水平等方面已远远走在前面,并在弧焊和点焊机器人应用上有着广泛的市场占有率。近年来对采用激光、激光-电弧复合、多丝焊、搅拌摩擦焊等先进焊接工艺与机器人实现整合与集成方面也在不断拓展,提高了焊接机器人的应用范围。面对如此严峻产业形式,我国各大生产厂家也不甘落后,在机器人本体制造方面国产焊接机器人自2009年始掀起了开发热潮,这也从之后几年的参展情况可以看到,截至目前,陆续出展的自主品牌焊接机器人包括TIME、GSK、SIASUN、JASIC、STEP、ESTUN、PANDA、HUAHENG、Kaierda、WTEC、纳尔捷等,下面就这方面的开拓情况做简单介绍。
3.1 六轴自主品牌焊接机器人亮相展会
据报道2007年10月我国民企自主研发的第一台6关节焊接机器人“昆山1号”在昆山华恒焊接股份有限公司诞生,并在2009年在展会上进行了展示(见图15)。2010年Kaierda机器人,2011年GSK、JASIC,2012年时代集团机器人、中电华强的“中电一号”机器人等自主品牌焊接机器人陆续面市。目前国产6轴焊接机器人负载能力在3~500 kg,最高重复定位精度可达±0.05 mm。

图15 昆山1号
3.2 各具特色自动化产品展示
(1)并联机器人。2010年15届展会上,江阴纳尔捷机器人有限公司推介的一种基于并联机床概念的机器人,如图16所示,摒弃关节构造,通过万向联轴节和电动推杆形成的焊接和切割轨迹。其主要优势为整个工作具有高刚度、运动范围大、可实现空间曲线、曲面运动,该结构也是并联机器人设计上的一次有益尝试。

图16 并联机床概念机器人
(2)RGV产品。为了使周边设备与机器人完美匹配,2010年展会昆山华恒焊接股份有限公司推介了具有平面和支教换轨功能的轨道车(RGV)。该RGV载重吨位大,适用范围广,可配合不同车载工装使用,实现类型识别和工件在位监测;其高精度与自带刹车的交流伺服机构以及高精度RV减速机组合实现主、副轨上的精确、高速行走及z轴回转;同时具有精简的z轴顶升装置及精巧的换轨装置;单台RGV可服务若干工位,可将机器人系统及上下游工序连成一体,如图17所示。
(3)爬行式焊接机器人。2012年清华大学机械工程系推介了其开发的爬行式焊接机器人,采用履带和悬浮磁吸附方式。履带由多个永磁体联接构成,吸力达1 000 kg以上。视觉跟踪传感器实现机器人自主爬行、自主跟踪焊缝等焊接自适应性功能,如图18所示。
(4)并联相贯线机器人。在石油和锅炉行业中,插管焊接是极其普遍的连接方式。2012年北京工业大学焊接研究所自主研发出新型开放式4自由度相贯线焊接机器人,产品外观如图19所示。

图17 昆山华恒平面直角换轨RGV
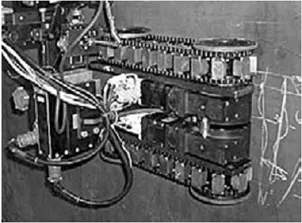
图18 永磁轮履式爬行机构

图19 并联结构相贯线机器人
(5)水下焊接机器人。北京石油化工学院光机电装备技术北京市重点实验室从事焊接机器人及特种焊接技术研究已有十余年。2010年推介了其研制的水下自主移动焊全位置焊接机器人,适用于水下管道、船体、桥梁、大坝、核装置等安装与修复的焊接作业,水下焊接演示如图20所示。

图20 水下机器人
4 结论
从历届埃森展资料可以看出,每个参展企业都以各种形式努力展示自身的技术水平和综合实力。目前,传统制造技术已被大多数制造企业所掌握,技术屏障不复存在;掌握和拥有核心技术、对技术精髓深入理解,不断推陈出新,企业发展才能充满活力。未来,各种新技术、新工艺将不断涌现,独具创新的个性化产品必将层出不穷。
Seeing the development of national welding equipment through Beijing Essen Welding&Cutting Fair
BAO Songjie1,SONG Jinling2,LI Xinsong2
(1.ChineseMechanicalEngineeringSociety,Beijing100036,China;2.BeijingZhonghanWeldingEquipmentTechnology Co.Ltd.,Beijing 100036,China)
Fromthe"Exhibition Comprehensive Technical Report"ofBeijingEssen Welding&CuttingFair,self-owned brands ofwelding equipment manufacturing industry are classified and summarized from the aspects of inverter power source technology extension development,core technology research&development and welding robots growth,etc.It's essential for the company development to track the steps ofindustrial development,payattention tocore technologyresearch&d development and brand influence.
technology extension development;self-owned brand;brand value
TG43
C
1001-2303(2016)06-0039-08
10.7512/j.issn.1001-2303.2016.06.08
2015-12-29
暴宋杰(1979—),男,学士,主要从事北京·埃森焊接与切割展览会项目组现场服务工作。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
机电安全(2022年4期)2022-08-27
智能建筑电气技术(2022年2期)2022-02-06
制造技术与机床(2019年9期)2019-09-10
电子制作(2017年22期)2017-02-02
电子制作(2016年1期)2016-11-07
现代营销(创富信息版)(2016年11期)2016-08-22
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
