
磨煤机钢球优化配级与衬板波形改进试验研究
2016-03-29 05:27王希寰
湖南电力 2016年4期
王希寰
(大唐华银金竹山火力发电分公司,湖南冷水江417505)
磨煤机钢球优化配级与衬板波形改进试验研究
Ball mill optimization level and liner wave improvement experiment research
王希寰
(大唐华银金竹山火力发电分公司,湖南冷水江417505)
在优化钢球配级的基础上降低钢球装载量,能实现火电厂球磨机能耗的显著下降,但在降低钢球装载量过程中,易出现制粉出力不稳定和对煤种适应能力降低等问题。本文在试验研究基础上阐述了原自固式波纹衬板和耐磨小钢球改造出现问题的原因,提出并实施了局部衬板加高和钢球优化配级新的改造方案,达到了较好的节能效果。
磨煤机;钢球;料位;衬板;节能
我国是火力发电大国,在电能生产过程中,磨煤机消耗大量电能,目前国内较先进的600 MW火电机组制粉耗电率通常在0.9%左右,以难磨无烟煤为主要煤种的电厂,其制粉耗电率通常达2.0%左右,某公司通过多年优化调整钢球装载量和配级,磨煤机能耗大幅降低,但因制粉系统设计选型等原因,制粉耗电率仍达1.8%,其中磨煤机耗电率为1.3%。按年发电量72.36亿度计算,磨煤机总耗电量达9 400万度。在原有基础上进一步降低磨煤机能耗,在技术上面临较大的挑战。
1 问题的提出
某公司通过优化磨煤机钢球装载量,装球量由设计值98 t逐步降至65 t,运行电流由185 A逐步降至155 A,磨煤机出力基本保持不变,在此基础上继续减少钢球装载量时,出现磨煤机出力下降现象,通过采取直接减少钢球量已不可行,应用耐磨小钢球和新型衬板技术实现节能成为下一个选项。然而耐磨小钢球技术在不同区域电厂推广大过程中效果差异较大,凡煤质稳定、煤质较好的电厂应用效果较好,节能量能达到30%左右,而煤种庞杂、煤质较差的电厂利用该项技术效果不理想,存在的主要问题:磨煤机筒体料位测量困难,导致制粉出力不稳定,钢球与衬板磨损量大;磨煤机筒体内石子大量积存并影响设备可靠性。
为探索降低磨煤机耗电率的可行技术途径,2012年11月某公司利用机组大修,将1号炉F磨更换为某公司提供的新型阶梯式衬板和耐磨小钢球,把钢球装载量由原来的65 t进一步减少到52 t,同时采用直径为 Φ20,Φ25,Φ30的高铬小钢球和少量Φ60,Φ90的高铬大钢球。运行过程出现以下问题:磨煤机压差大幅增加,制粉出力下降,磨煤机出口温度低;筒体无料位显示,磨煤机电流不稳定,出现堵磨和空磨;钢球与衬板磨损量大;筒内有大量石块存积。
2 原因分析
改变磨煤机衬板波峰结构后,钢球和原煤在筒体内携带高度提高,提高钢球抛下后的破碎能力,但钢球携带过高,钢球几乎呈垂直掉下,减小了钢球下砸次数,且小钢球带起高度过大,反而不利于充分发挥小尺寸钢球研磨、挤压原煤作用,有限的钢球量也大大减小了钢球与煤的接触研磨几率,反而造成磨煤机制粉能力下降,造成原煤及石子在通体内聚集,增加了进出口筒体差压,磨煤机通体内通风阻力也增大,使通风量也受到影响,表现为磨煤机出口温度下降。
由于钢球采用小直径的高铬钢球,尽管提升高度增加,但总的冲击动量与原来大钢球相比大大减小,对大块煤、石子煤甚至石块的破碎能力大大降低,造成大量石块长期停留在磨煤机通体内,不但增加筒体阻力 (差压),而且造成磨煤机电流增大,同时也削弱了钢球的破碎、研磨能力,在试运过程中表现为磨煤机出力的不稳定。
磨煤机筒体料位反映的是磨制后的煤粉扬起悬浮在筒体中造成的筒体上下压差的变化,当钢球装载量少、携带高度过高制粉出力降低后,磨煤机筒体中虽然聚集大量没有磨细的原煤与煤粉,但较细的能扬起悬浮在筒体内的煤粉不多,因而磨煤机筒体料位低,出现测量困难的情况,当无法维持稳定料位时,筒体内易出现原煤与钢球比例的失调,造成磨煤机电流的波动。
因此,衬板设计不当、钢球装载量少、大小比例匹配不合适造成磨煤机料位测量不准、磨煤机出力不稳定、出口温度偏低、停运检查大量石子积存和石子卡绞龙、磨煤机筒体衬板异常磨损、磨煤机电流变化无规律等一系列问题。
对特定煤种和特定钢球配比,存在钢球装载量临界值 (最小值)和最大值,低于或接近临界值时,磨煤机制粉能力大幅降低,临界值应该通过试验确定。设计钢球装载量和平时正常的钢球装载量介乎两者之间,钢球装载量必须与煤种相适应,同时应满足磨煤机筒体料位测量要求。
3 解决方案
2014年3月,3号炉小修中在2台磨煤机采用了不同的技术改进方案进行对比。
3.1 方案一
在B磨上采用 “双面弧梯形组合自固衬板”,整过筒体按32衬板配制,在原90 mm波峰上增加高度50 mm,在筒径上均匀布置,沿每个圆周均匀布置8块 (如图1所示),改进后的衬板增加2.5 t/台左右。E磨 (衬板未改,为原型号新衬板)钢球装球量均为52 t,采用新的钢球配级 (见表1),增加小尺寸钢球比例,计算运行电流维持在132~135 A。

图1 “双面弧梯形组合自固衬板”改造示意
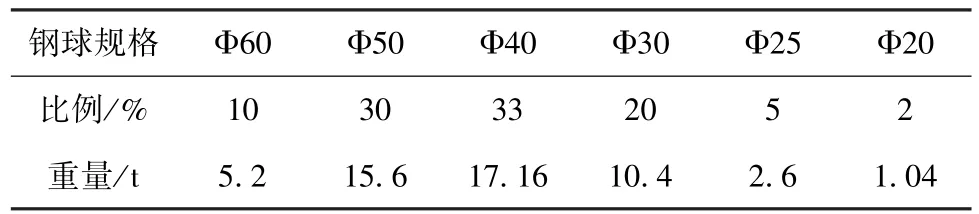
表1 3号炉B/E磨钢球优化配级方案
3.2 方案二
A/D磨煤机安装某公司提供的筒体钢衬板和耐磨钢球,其加装的钢球装载量以控制磨煤机运行电流在128~132 A之间为前提,装球重量在48~50 t之间,见表2。
为分析节能效果和差异,C/F磨煤机仍采用原衬板,继续利用原钢球装载量和配级,维持在运行电流152~154 A不变。

表2 3号炉A/D磨钢球优化配级方案
4 改进效果
1)两方案改造后试验结果见表3,按方案一改造后的B磨煤机与未改造的F磨煤机比较,B磨煤机节电16.36%;按方案二改造后的A磨煤机与未改造的F磨煤机比较,A磨煤机节电21.82%。

表3 3号炉各磨煤机改造前后能耗对比 MWh
2)改造后磨煤机电流再降低30 A(155~160 A降至125~130 A),筒体料位测量正常。
3)经过超过一年的运行,改造后煤粉细度、制粉系统出力、锅炉飞灰可燃物等关键性考核指标以及锅炉燃烧稳定性、对AGC的响应能力均未受到影响,在相同运行条件,发电厂用电率下降0.2%。
5 结论
通过技术改造,解决了小钢球应用的技术难题,使用普通钢球达到与耐磨高铬钢球接近的节能效果。经测算,如全面实施该项技术,发电厂用电率可降低 0.3%左右,按该公司 2013年发电量72.36亿kWh、磨煤机总耗电量9 400万kWh计算,每年可节省厂用电1 880万kWh,为企业年节省生产成本376万元 (按当年发电成本0.2元/kWh),按当年上网电价0.49元/kWh,因上网电量增加全年创造价值921万元。该技术是磨煤机小球应用技术的进一步创新,具有广阔的应用前景。
〔1〕范从振.锅炉原理 〔M〕.北京:中国电力出版社,1998.
〔2〕陈平,任立军.火电厂球磨相铬锰钨抗磨铸铁磨球的研制与应用 〔J〕.中国电力,2009,11(42):20~22.
〔3〕杨宁武.火电厂钢球磨煤机综合节能技术及应用 〔J〕.科技论坛,2013(12下半月):74~75.
〔4〕张春秋.浅谈厂磨煤机厂磨煤机少球技术的应用 〔J〕.机电信息,2012(18):95~97.
〔5〕刘正海.火电厂节能与指标管理技术手册 〔M〕.北京:中国电力科技出版社,2006:174.
〔6〕黄新元.电站锅炉运行与燃烧调整 〔M〕.北京:中国电力出版社,2007.
TK223.25
B
1008-0198(2016)04-0076-03
10.3969/j.issn.1008-0198.2016.04.020
王希寰(1970),男,汉族,湖南人,工程师,主要从事电厂锅炉燃烧技术研究和节能管理工作。
2015-10-26 改回日期:2016-06-16
猜你喜欢
矿山机械(2022年8期)2022-09-01
今日自动化(2022年1期)2022-03-07
专用汽车(2021年11期)2021-11-18
中国矿山工程(2019年5期)2019-10-28
有色设备(2019年3期)2019-07-16
企业科技与发展(2018年9期)2018-09-10
农业科技与装备(2018年5期)2018-02-19
现代面粉工业(2018年6期)2018-02-14
现代工业经济和信息化(2016年8期)2016-05-17
现代面粉工业(2015年3期)2015-02-23
