
套筒窑上料卷扬控制系统的优化
2016-04-10 06:42贾法强
工业炉 2016年6期
贾法强
(山东钢铁股份有限公司济南分公司,山东济南250101)
套筒窑上料卷扬控制系统的优化
贾法强
(山东钢铁股份有限公司济南分公司,山东济南250101)
结合套筒石灰窑在济钢的运行情况,对套筒石灰窑使用的上料卷扬控制系统进行优化,上料小车运行曲线的改变说明了优化的方法和过程。通过对上料卷扬控制系统的优化,解决了上料系统设备没有点检、润滑和维护时间的问题,提高了设备运行可靠性。
套筒窑;上料小车;加速时间;启动电流
套筒窑作为现今国内钢铁、化工行业应用较广的石灰生产设备,其具有节能环保的技术优势,其上料是由卷扬机牵引单斗小车来进行,卷扬机的运行效率和可靠性已成为制约套筒石灰窑生产的关键环节。本文介绍了优化套筒窑上料卷扬控制系统的方法和步骤。
1 上料控制系统的优化
1.1 系统优化的目的
上料卷扬系统优化主要目的是为了通过减少上料时间,增加卷扬停机时间来获得对卷筒、钢丝绳、减速机等机械设备的日常点检、润滑时间,从而提高设备可靠性和利用效率。由图1看出上料小车是由变频器控制电动机通过卷扬进行拖动,因此针对其现有运行的时间曲线(见图2)进行了详细的计算和分析,尽量使上料小车的运行达到最优控制。
1.2 系统的组成
套筒窑上料卷扬控制系统由西门子公司S7-400 PLC[1]作为控制单元[2]、西门子6ES7系列变频器[3]、变频电机和抱闸作为执行机构;编码器、电流检测为检测单元拖动上料小车完成上料任务。PLC和变频器之间,PLC和编码器之间通过PROFIBUS网络通讯进行通讯[4]。其控制原理图如图1所示:
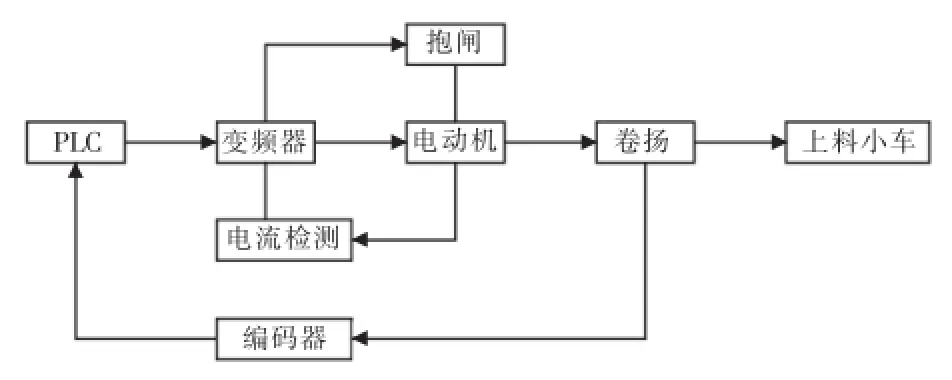
图1 套筒窑上料卷扬控制系统控制原理图
由图1可看出此控制系统利用变频器直接控制抱闸的打开和关闭,在变频器参数设定中利用参数U953.48激活来完成抱闸控制[3],通过调整参数P611的数值来获得卷扬启动时的预加力矩,从而减少对卷扬机械系统的冲击。
1.3优化步骤
第一步:变频器P611参数设置是控制抱闸打开的阀值,现设置为20%,通过观察小车满料上升时的情况,抱闸打开瞬间小车如存在一个明显加速且伴随较大的启动电流,可判断P611参数设置的较大,需降低。如料车有下滑现象说明抱闸打开阀值设置较低,需继续提高,最终将变频器P611参数设置为16%,即满足启动要求,又可减少机械设备损坏。
第二步:绘制小车上、下行运行曲线图,见图2。通过图2可以清楚的看出小车在上、下行加速阶段的运行曲线设计不合理,用时过长,在上、下行减速阶段由于安全上的考虑低速运行时间也较长。
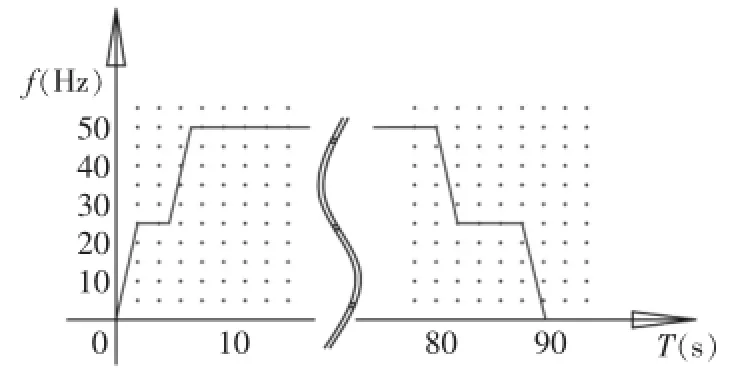
图2 料车运行曲线图
第三步:确定电机启动电流。由于电机采用的是型号为YTSZ250-4的变频专用电动机,其风冷装置为单独电机供电,冷却效果较好,所以只须限制好启动电流。由于其额定电流为99A,因此根据鼠笼式电机的启动电流应限制在1.8~3.0倍[5]的额定电流以内的规定,为了安全,对电机的启动电流留出一定的余量后决定按照1.5的过载倍数制定电机启动电流的最大值:99×1.5=148.5 A。
第四步:确定料车满料上行时的加速时间。根据计算出的电动机启动电流,将加速时间从长到短进行设定,通过监测启动电流的大小来确定加速时间。第一次加速时间设定为6 s,检测到的电流为105 A;第二次加速时间设定为4 s,检测到的电流为130 A;第三次加速时间设定为3 s,检测到的电流为143 A;这样通过试验将料车满料上行加速时间设定为3s。
第五步:确定料车窑顶卸料结束返回时下行的加速时间。由于窑顶有0.8 m左右的弯道,当料车在弯道上运行时速度不能过快,因此根据料车通过弯道的时间将下行时的加速时间初步确定为2 s,检测到的电流为100 A。
第六步:通过对位置编码器数值的调整,确认合理的上行减速点和下行减速点的位置,减少料车低速运行时间。特别需要注意上行减速点要设置在炉顶导轨弯道以下,以保证小车在炉顶的运行安全。
2 优化效果
通过上料卷扬控制系统的修整,上料小车为套筒窑上料1斗,单程可减少时间8 s,双程可减少时间16 s。其新运行曲线见图3。每天上料卷扬系统的停止时间可增加6 400 s,为上料卷扬设备的日常点检、润滑提供了时间保证。
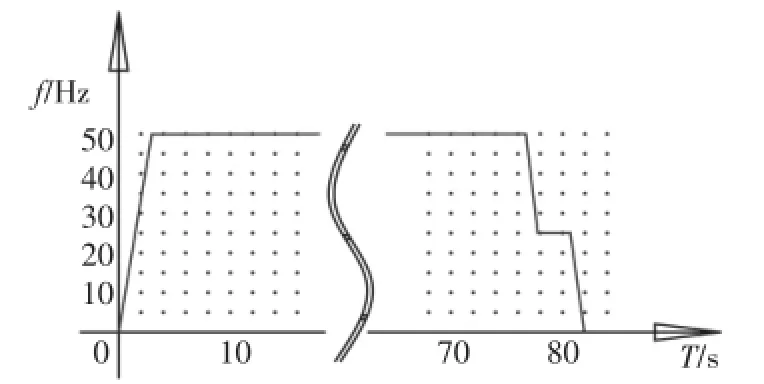
图3 优化后的料车运行曲线图
3 结语
此优化在济钢2座日产500 t套筒石灰窑上料系统上进行了应用,上料卷扬系统运行可靠,取得了很好的效果,获得了生产过程中卷扬设备的日常点检及润滑时间,提高了设备运行可靠性,为套筒窑高产、稳产打下良好基础。
[1]廖常初.大中型PLC应用教程[M].北京:机械工业出版社,2005.
[2]张福润,严育才.数控技术[M].北京:清华大学出版社,2009.
[3]SIMOVERT MASTERDRIVES矢量控制使用说明书[M].版本:AG 6SE7085-0QX6.2004,6
[4]谷志刚,赵忠华,徐震.西门子PLC在500 t/d石灰窑上料系统中的应用[J].数控技术与应用.2012(2):20-22.
[5]顾绳谷.电机及拖动基础[M].北京:机械工业出版社,1998.
Control System Optimization of Feeding Hoister in Annular Shaft Kiln
JIA Faqiang
(Jinan Branch of Shandong Iron and Steel Group Co.,Ltd,Jinan 250101,China)
Combining with the operation condition of sleeve lime kiln in Jinan Steel,the feeding winding control system of sleeve kiln is optimized.The change of feeding trolley curve illustrates the optimization method and process.Through the optimization of feeding hoister system,the problems of feeding system device not tally,lubrication and maintenance time are solved,which increase the reliability of equipmentoperation.
annular shaftkiln;hoisting feeder;accelerate time;startup electric
TF325.2
B
1001-6988(2016)06-0026-02
2016-07-18
贾法强(1974—),男,工程师,主要从事套筒石灰窑电气设备管理工作.
猜你喜欢
中国氯碱(2022年6期)2022-07-19
结构工程师(2022年2期)2022-07-15
纯碱工业(2022年2期)2022-04-21
建筑与装饰(2020年20期)2020-08-20
科技风(2020年10期)2020-04-10
河北省科学院学报(2020年4期)2020-03-19
科学与财富(2018年7期)2018-05-21
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
广西教育·C版(2016年10期)2016-12-07
