
镀锌板短周期拉弧螺柱焊焊接质量检测仪设计
2016-04-24 09:05黎华
河南科技 2016年17期
黎华
(南昌江铃汽车股份有限公司,江西 南昌 330001)
镀锌板短周期拉弧螺柱焊焊接质量检测仪设计
黎华
(南昌江铃汽车股份有限公司,江西 南昌 330001)
通过分析镀锌板短周期拉弧螺柱焊焊接质量缺陷产生的原因,设计了一套镀锌板短周期拉弧螺柱焊接质量检测仪,通过检测焊后螺柱上端面与工件表面的垂直距离判断螺柱焊接质量。通过和扭力扳手检测螺柱焊接质量方法进行试验对比,结果表明,采用锌板短周期拉弧螺柱焊接质量检测仪检测效果优于用扭力扳手检测。
镀锌板;短周期拉弧螺柱焊;质量检测
为了提高车体使用寿命和增强车体材料的抗腐性能,镀锌钢板占整个车体材料的60%左右,镀锌板螺柱焊工艺一般都采用的是短周期拉弧螺柱焊焊接螺柱,与无镀层钢板相比,镀锌钢板的短周期拉弧螺柱焊过程中存在以下问题:焊接电流比普通钢板大20%,焊接拉弧过程中因去除锌层产生大量的焊渣,由于防飞溅管存在,导致焊渣很难排出,粘附在防飞溅管内壁,导致防飞溅管内壁发热严重,防飞溅管端面极易磨损。正是由于镀锌钢板的短周期拉弧螺柱焊过程存在上述问题,导致镀锌板短周期拉弧螺柱焊焊接质量不稳定,对其焊接质量控制研究非常重要。
1 镀锌板短周期拉弧螺柱焊质量缺陷分析
螺柱焊接过程的运动参数包括螺柱的提升高度、下落时间、浸入速度及下落时对焊件的冲击力,即浸入力、浸入深度等参数[1]。提升高度能保证电弧在临界条件及焊接参数一定的条件下稳定地燃烧,同时也可以在一定范围内调节电弧功率。电磁铁-弹簧系统是螺柱在焊枪中随导电夹头进行提升/下落的动力源。两者的作用是相反的,电磁铁的线圈通电后螺柱会被提升,弹簧被压缩,释放时弹簧的作用是将螺柱推出(下落)。电磁铁-弹簧在植焊过程中交替工作。弹簧力将螺柱推进熔池的过程是不可控的。下落时间是指从焊枪中的电磁铁线圈断电到电弧熄灭这段时间,通过调节弹簧的松紧程度来调整下落时间的长短。浸入力由提升弹簧的回弹力的性质所决定,调整弹簧的松紧就是调整浸入时间及浸入力。浸入深度是指螺柱下落过程中在熔池内运动的插入长度,调整焊枪的伸出长度时,焊枪在弹簧完全放松时被夹持的螺柱端部与口承(防飞溅管)端面之间的伸出距离,这个伸出长度应稍大于浸入深度。螺柱焊接过程受弹簧自身性能及防飞溅管端面状态的影响。由于镀锌板焊接电流比普通钢板焊接电流大20%,拉弧过程中因去除锌层产生的大量焊渣粘附在防飞溅管靠端面的内侧面,导致防飞溅管端面长期处于高温状态,端面容易发生不规则磨损,导致焊接过程中浸入深度不稳定。手动螺柱焊枪在长期使用过程中,弹簧性能会发生变化,导致运动参数发生变化。上述原因导致焊接过程中螺柱根部不能完全浸入工件表面,发生虚焊或焊核过小缺陷(如图1所示)。生产过程中一般采用扭力扳手在一定扭力下向单侧扭动螺柱,螺柱不脱落即焊接质量合格。在总装过程中采用气动扭力扳手装配螺母在螺柱上,螺柱受到切向力作用,如果螺柱焊接强度不够,由于瞬间切向力大,导致部分通过扭力扳手检测的螺柱在装配过程中脱落。采用扭力扳手检测螺柱焊质量效果较差。

图1 焊核与焊接质量关系
2 镀锌板短周期拉弧螺柱焊接质量检测仪设计
2.1 总体设计
焊接过程中螺柱根部不能完全浸入工件表面,发生虚焊或焊核过小,螺柱的上端面与工件平面距离较大,通过焊接试验设定采用螺柱的上端面与工件表面垂直距离值是否小于1.2d(d为螺柱端面厚度),作为检测螺柱焊接质量是否合格的依据。镀锌板短周期拉弧螺柱焊接质量检测仪系统包括支撑套、数显百分表、接口电路板、单片机、液晶显示和焊接质量合格指示灯。其中,数显百分表、液晶显示、合格指示灯直接选型。镀锌板短周期拉弧螺柱焊接质量检测仪系统重点是单片机控制、数显百分表接口电路设计和机械设计部分。
2.2 仪器机械结构设计
本设计的镀锌板短周期拉弧螺柱焊接质量检测仪机械结构如图2所示。检测仪的支撑套压在工件平面上,数显百分表测头压在螺柱端面上。
2.3 仪器电路设计
数显百分表接口信号如图3所示,1为负1.5V;2为数据信号;3为同步信号;4为0V,即接地端[2]。如果不使用电池,而采用稳压电源,可将电源电压提高为1.8~ 2.0V,以提高其抗干扰能力。数据格式:串行口的数据是二进制码,约0.2s输出一次,每次输出两组数据,第一组为绝对相移,不受人工控制,对测量没有意义,第二组为相对相移,是相对于零位置的相移,即是需要采集的数据。一组数据24位,低位在前,高位在后,最后一位是符号位。最后一位为“1”表示数据为负数,以补码输出,为“0”表示数据为正数,以原码输出。由于模块使用-2V电源,所以其输出信号需经过转换才能和89S52相容。R2、Q2、U1D和U1E对数据信号进行变换,输出用DATA表示;R1、Q1和U1A对同步信号进行变换,输出用CLK表示;CLK后面的电路用来给单片机提供一个中断信号,信号未传送时,INT信号为低电平,信号传送期间,由于R3、C1积分电路的作用,INT保持高电平,信号传送完毕,INT又回到低电平,单片机设为脉冲中断方式,检测到这个脉冲下降沿即转入中断服务程序,从串行口读入数据。

图2 检测仪机械结构示意图
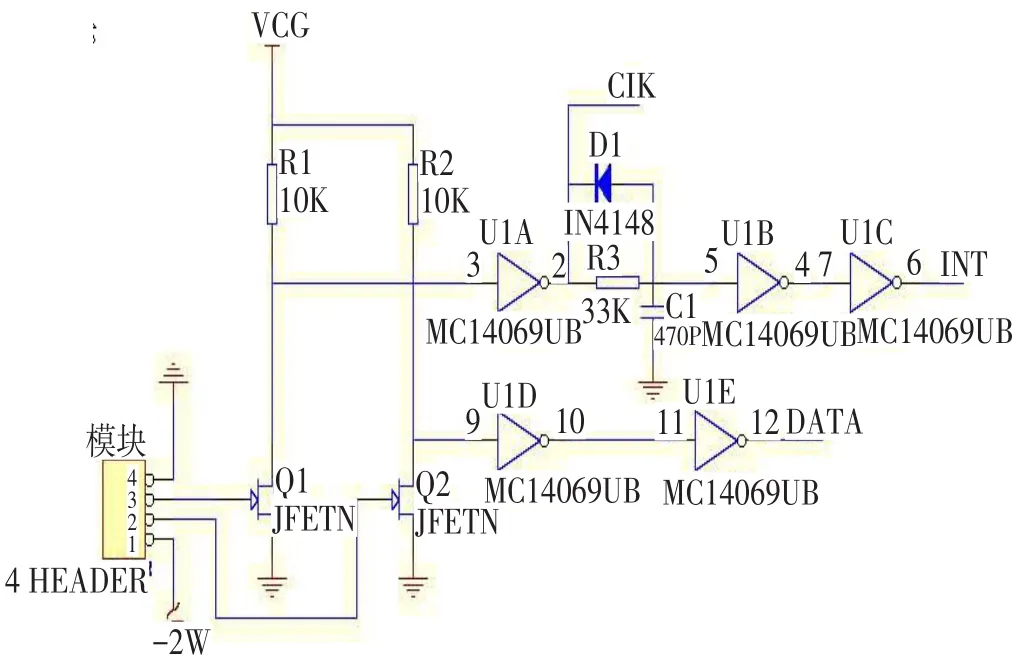
图3 接口电路
2.4 仪器系统软件设计
将检测仪支撑套压在工件表面上螺柱焊接位置,观察合格指示灯是否亮,即可判断螺柱焊接质量是否合格,程序流程图如图4所示。
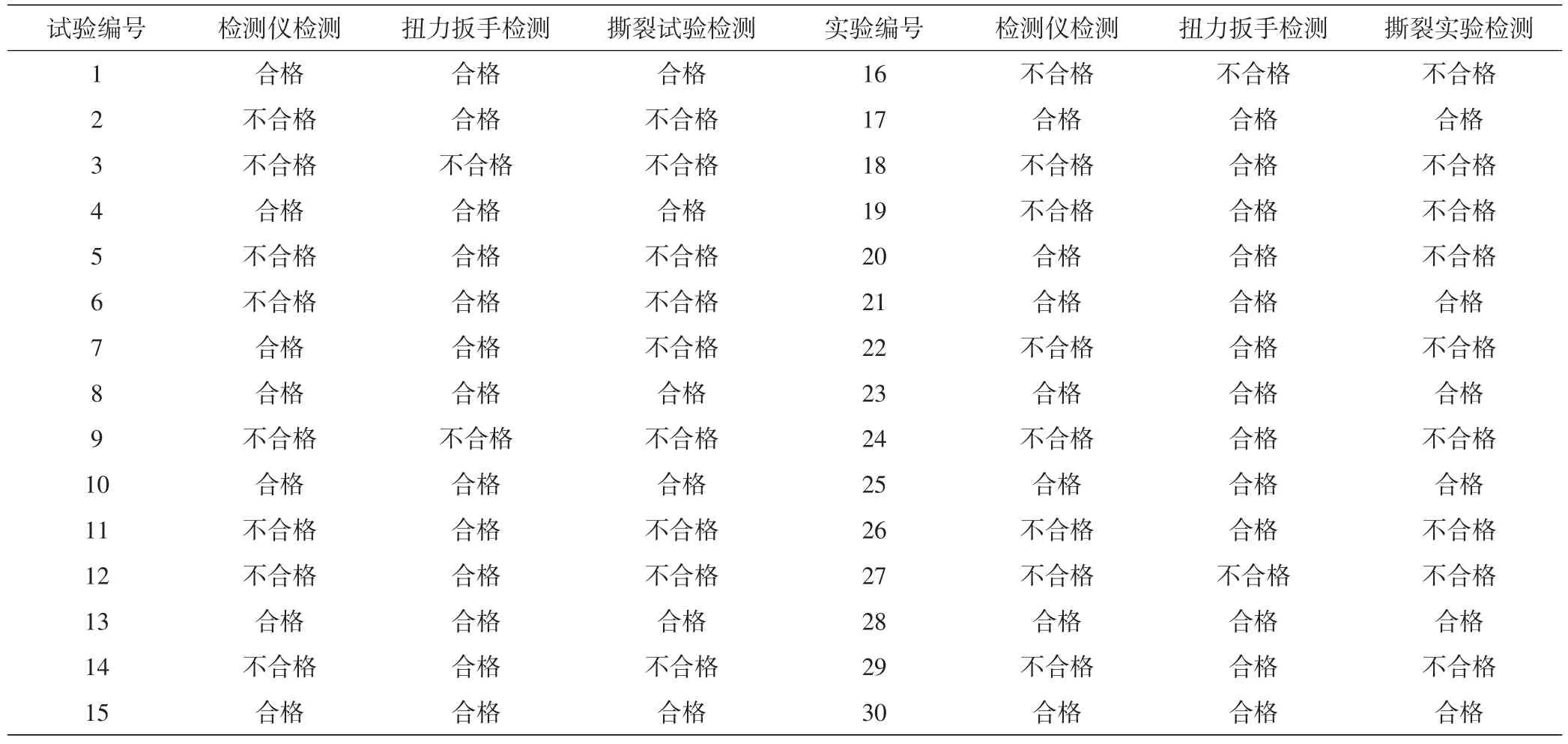
表1 两种方法测量结果比较

图4 程序流程图
3 镀锌板短周期拉弧螺柱焊焊接质量检测仪测量试验分析
为了验证镀锌板短周期拉弧螺柱焊焊接质量检测仪的测量效果,将该装置与扭力扳手进行对比试验。为了避免主观因素造成误差,由同一个人进行试验,对完成测试的试件进行撕裂试验验证焊接质量,对两种无损测试方法有效性进行评判。从表1可以看出,检测仪检测结果与撕裂试验检测结果一致性更高,表明检测仪检测效果优于用扭力扳手检测。
4 结语
镀锌板短周期拉弧螺柱焊焊接质量检测仪比采用扭力扳手检测螺柱焊焊接质量的准确度更高,便于及时发现螺柱焊枪设备状态的波动,及时调整设备状态;能够有效避免焊接质量差的产品流入后道工序,降低了返工成本,提升了整车质量的稳定性。
[1]张义.螺柱焊焊接工艺及其应用[M].北京:机械工业出版社,2009.
[2]梁应选,杨明亮.基于容栅传感器和单片机的检测系统[J].试验室研究与探索,2013(6):25-29.
Design of the Testing Instrument for the Welding Quality of Galvanized Sheet Short Cycle Arc Stud Welding
Li Hua
(Nanchang Jiangling Motors Corporation Ltd.,Nanchang Jiangxi 330001)
Through the analysis of galvanized sheet short cycle arc studs welding defects,a galvanized sheet short cy⁃cle arc stud welding quality detector was designed,by detecting the vertical distance between the stud upper end face and the surface of the workpiece to judge the quality of stud welding.Test and comparison of the method of welding quality by using torque wrench,the test results showed that the method of galvanized sheet short cycle arc stud weld⁃ing quality detector was better than that of using the torque wrench detection.
galvanized sheet;short cycle arc stud welding;quality inspection
TG433
A
1003-5168(2016)09-0067-03
2016-08-08
黎华(1976-),男,硕士,研究方向:汽车焊接工艺,焊接质量控制。
猜你喜欢
工程建设与设计(2022年15期)2022-08-24
橡塑技术与装备(2022年6期)2022-06-02
汽车工艺师(2021年12期)2021-12-22
电镀与环保(2016年2期)2017-01-20
电动工具(2016年6期)2016-12-22
焊接(2016年5期)2016-02-27
兵器装备工程学报(2015年8期)2015-05-06
科技视界(2014年23期)2014-12-25
汽车实用技术(2014年6期)2014-02-21
中国钢铁业(2013年5期)2013-11-04
