不锈钢-碳钢电弧螺柱焊工艺研究及应用
2022-08-24 08:26马晓锋
工程建设与设计 2022年15期
马晓锋
(中国核工业二三建设有限公司,北京 101300)
1 引言
国际热核聚变实验堆(ITER)计划,简称“ITER计划”,ITER的主要装置是一个能产生大规模核聚变反应的超导托克马克,俗称“人造太阳”。在中子能量管基板安装过程中,需要采用电弧螺柱焊焊接工艺,将M16 304L不锈钢螺柱焊接到S355J碳钢预埋板上。本文分析了不锈钢-碳钢异种金属电弧螺柱焊工艺评定和现场实际应用,为今后其在其他项目上应用奠定了基础。
2 螺柱焊简介
螺柱焊是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法[1]。
按操作过程不同分为电弧螺柱焊和电容放电螺柱焊。电弧螺柱焊特点是电弧由具有下降特性的直流弧焊电源供电,焊接时两工件之间均有先短接后拉起的引燃电弧的过程。电弧式螺柱焊接如图1所示。电容放电螺柱焊由电容器供电,焊接时带电的焊件在相互接触(或接近)的瞬间放电燃弧,完成焊接。电容放电式螺柱焊接如图2所示。

图1 电弧式螺柱焊接示意图

图2 电容放电式螺柱焊接示意图
3 螺柱焊设备
3.1 电弧式螺柱焊设备
电弧式螺柱焊设备主要由焊接电源、控制系统和焊枪3部分组成。焊接电源是通过变压器/整流器降压后直接放电,其工作原理与普通电焊焊接类似。由于不需要预充电,电能可以源源不断地释放,所以焊接时间长短可以控制,根据设备功率不同,可焊螺柱直径范围为3~25 mm[2]。
3.2 电容放电式螺柱焊设备
电容放电螺柱焊设备主要由焊接电源、控制器和焊枪3部分组成。电容放电螺柱焊,设备首先将预先设置好的能量额度充入电容中,随后焊接时,能量从电容中一次性全部释放出来,用于焊接,焊接时间为1~3 ms。由于能量并不能源源不断地提供,所以电容放电螺柱焊的焊接能力有限,一般用于焊接直径为3~10 mm的螺柱[3]。
4 不锈钢-碳钢螺柱焊工艺评定
4.1 焊前准备
焊接材料:M16 304L不锈钢焊接螺柱(见图3a),16 mm S355JR碳钢板,螺柱焊瓷环(见图3b)。

图3 M16不锈钢螺柱和螺柱焊瓷环
焊接位置:2S(横焊)
焊接设备:泰勒螺柱焊机
4.2 焊接工艺参数
根据螺柱焊接工艺参数选择的原则,电弧螺柱焊横焊焊接工艺参数见表1。

表1 电弧螺柱焊横焊焊接工艺参数
4.3 试验结果
对工艺评定试件进行外观质量检查,焊缝成形较好,无表面缺陷。经外观检查后,对工艺评定试件进行拉伸和弯曲试验。拉伸试验结果(见表2)中的抗拉强度试验数值,均大于304L不锈钢抗拉强度数值,符合要求。弯曲试验结果(见表3)均符合ASME标准要求。

表2 拉伸试验结果
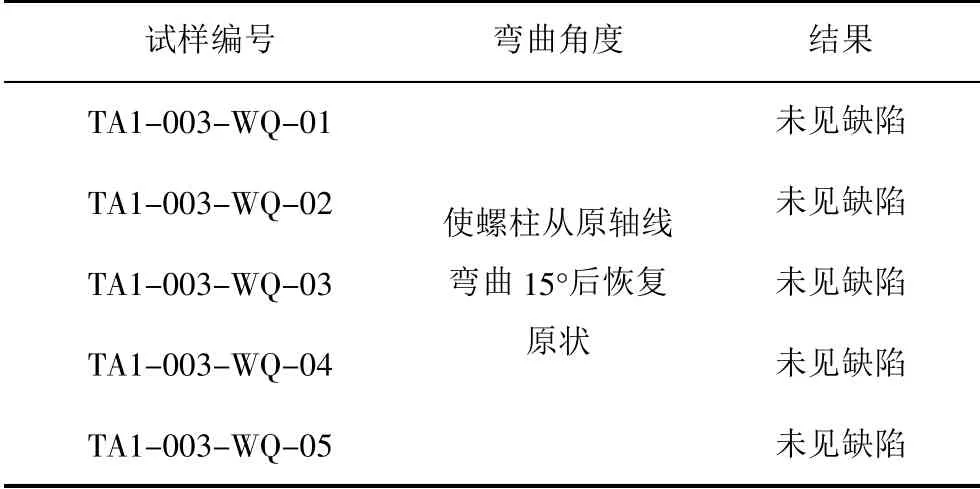
表3 弯曲试验结果
通过上述试验结果可以看出,不锈钢-碳钢螺柱焊的工艺评定符合焊接工艺和性能要求。
5 不锈钢-碳钢螺柱焊问题分析及解决措施
5.1 问题分析
在不锈钢-碳钢螺柱焊工艺评定过程中,出现的缺陷主要有螺柱焊接强度不够、螺柱根部成型差等。相关缺陷见图4。

图4 不锈钢-碳钢螺柱焊缺陷
通过对各个影响因素的分析,螺柱焊接强度不够的主要原因是焊接电流小,焊接时间短,导致不锈钢螺柱未能与碳钢基板很好地熔合在一起。螺柱根部成型差的主要原因是螺柱瓷环匹配性,未能正确使用配套瓷环[4]。
5.2 解决措施
针对问题产生原因,提出如下解决措施:
1)合理优化电参数,适当调整电流、电压配比,施焊前清除坡口表面浮锈露出金属光泽,发现杂质及时清除。
2)采取专用横焊位置瓷环。在焊接过程中,瓷环起到收聚能量,限制外观形状,防止飞溅等作用。
通过上述措施的应用,解决了在不锈钢-碳钢螺柱焊工艺评定中相应问题。经对工艺评定试件目视、拉伸、弯曲试验后,符合相应标准要求。
6 不锈钢-碳钢电弧螺柱焊现场应用
在中子通量管基板安装过程中,根据现场实际情况,结合焊接工艺评定获得的焊接参数,制定了焊接工艺卡。按照焊接工艺卡,采用不锈钢-碳钢螺柱焊接工艺焊接相应螺柱,在对产品螺柱无损检查后,一次合格率100%。焊接质量稳定,符合相应要求。焊接后的产品螺柱如图5所示。

图5 产品螺柱
7 结语
螺柱焊在安装螺柱或类似紧固件时,可取代铆接、钻孔、焊条电弧焊、电阻焊等。在船舶、锅炉、压力容器、车辆、航空、石油、建筑等领域应用广泛。
通过对不锈钢-碳钢电弧螺柱焊工艺的研究和现场实际应用,在不锈钢-碳钢异种钢电弧螺柱焊焊接工艺、现场操作和质量管理等方面积累了经验,为今后在其他项目应用中奠定了基础。
猜你喜欢
材料保护(2022年1期)2022-12-07
全面腐蚀控制(2022年1期)2022-01-26
汽车工艺师(2021年12期)2021-12-22
煤气与热力(2021年11期)2021-12-21
陶瓷学报(2021年4期)2021-10-14
煤气与热力(2021年4期)2021-06-09
上海交通大学学报(2020年7期)2020-08-03
电子制作(2017年22期)2017-02-02
航天制造技术(2016年6期)2016-05-09
WTO经济导刊(2014年5期)2016-03-22