
核电厂继电器机架熔丝全面检查
2016-04-26 09:16黄强李铁英李军怀
科技视界 2016年9期
黄强 李铁英 李军怀

【摘 要】本文以秦二厂1号、2号机组继电器机架运行现实情况为依据。对继电器机架进行了功能简介;引入近两年继电器机架熔丝出现过的实际案例,分析了机架熔丝检查的必要性;并对机架熔丝检查的风险分析及应对措施进行了描述;介绍了检查的可行方法,得出了检查结果;最后,结合检查情况和实际效果对机架熔丝的后续预防性维护提出了合理性建议。
【关键词】继电器;机架;熔丝;电阻;故障率
0 引言
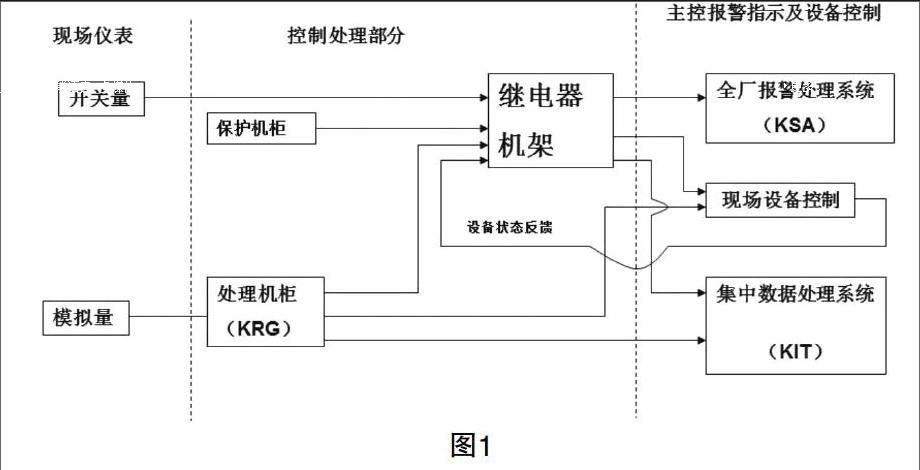
秦山第二核电厂安装有大量的继电器机架为控制和保护系统服务。一个系统可分配一个或多个机架,每个系统所使用的机架数量是由工艺系统的具体情况决定的。每个机架装配有不同功能的模板,它们是继电器模板、端子模板和电源模板等。继电器就安装在继电器模板上,继电器逻辑回路的目的是保证对电站执行机构的手动、自动控制。它接受来自现场传感器、主控或现场按钮或开关的通断信号,按工艺和运行规范的要求设置逻辑关系,对信号进行处理,并将处理结果发送给现场执行器,完成对被控设备的启停与开关控制。
然而在继电器逻辑回路中,我们往往忽略了一个看上去很不起眼的“?椎”标识——机架熔丝。在保护系统的电气二次图中此标识大小只有1mm左右,其实物也只有1cm大小左右。但在大多电气及电子电路中都广泛将熔丝串入负载电路中,利用其熔点低的特性来做短路保护。一般当通过熔丝的电流小于1.25倍额定电流时,熔丝长时间不会熔断,达到1.3倍时,在1h以上熔断,当达到1.6倍时,应在1h内熔断, 到2倍时,在30~40s熔断,当达到8~10倍时,能瞬间熔断(图1)。
图1
1 熔丝检查的必要性
熔丝的寿命在正常工作条件下约为100000h(11.4年),我厂2000年开始设备调试至今已10多年,电气设备及元件包括继电器机架保险丝,其发生老化故障的概率呈直线上升趋势。
2013年10月,执行A列安全注入逻辑试验,试验期间,柴油机启动信号(DG START ORDER)灯未亮,柴油机没有接收到启动信号。维修仪控和电气进行检查发现:A列应急母线机架的其中一个端子上的熔丝开路,导致正电源无法送达安注试验启动柴油机继电器的节点,安注信号无法发出,柴油机无法接到启动命令。核电厂的柴油机用于严重核事故或电气事故时的应急电源,保证向安全注入系统、安全壳喷淋系统、辅助给水系统、一回路辅助系统的重要动力设备供电,执行安全功能。安注逻辑试验就是验证在可能的事故工况下,由安注信号来触发柴油机启动,为重要设备提供可靠的应急电源,防止和缓解事故的进一步扩大,保证反应堆堆芯安全。
2014年3月,主控室发现蒸汽发生器的水位测量的其中一个通道故障,维修仪控检查发现有一熔丝接触不良,进行更换后显示正常。核电厂蒸汽发生器的主要作用是将一回路中水的热量传给二回路的水,使其汽化。由于一回路水流经堆芯而带有放射性,因而蒸汽发生器与压力容器和一回路管道共同构成防止放射性外溢的第二道屏障。在压水堆核电厂正常运行时,二回路应不受到一回路水的污染,是不具有放射性的。蒸汽发生器的水位测量仪表的指示代表着蒸汽发生器内部的水装量,也间接的反映了二回路带走一回路的能力,其液位计故障可能导致蒸汽发生器液位控制异常,甚至出现停堆或安全事件。
相关事件就不在此逐一列举,从最近几年的运行经验来看,我厂的继电器机架熔丝的故障缺陷逐渐进入了大家的视线。由于我国的核电项目相对来说起步较晚,针对此缺陷的检查和处理还没有形成标准化的管理体系,缺乏参考依据。伴随着熔丝故障导致的严重后果,必须引起我们的重视和实施相应行动。经过多专业的共同分析研究,确定在1号机组111大修、2号机组210大修期间,成立专项组,对继电器机架熔丝进行全面检查。
2 风险分析及应对措施
继电器机架熔丝在核电厂控制和保护系统中扮演着十分重要的作用,重要控制和保护信号的传递、报警信号的触发、逻辑信号的传输回路中大量的使用了熔丝。我厂一个机组40余个系统,所涉及的熔丝共有3000余个,数量庞大,检查工作的任务繁重。
2.1 检查对象极其重要,工作风险高
风险分析:机架熔丝广泛的应用与核电厂保护和控制系统,在专设安全系统、反应堆冷却剂系统、一回路辅助系统、乏燃料水池冷却和处理系统等所有重要系统中都有机架熔丝。在反应堆装料运行以后,由于核燃料衰变余热的特殊性,任何时候都不能停止对燃料的冷却,否则将出现后果严重的放射性物质释放的核事故。
应对措施:选择合适的工作窗口,我们的机架熔丝检查工作选择在大修期间一回路低低水位时进行,此时所有燃料均已卸出堆芯放置在乏燃料水池处于次临界状态。这此工况下,对反应堆冷却剂系统、专设安全系统、一回路辅助系统的要求最低,很多系统已经退出运行在全面检修状态,风险最小。但是与核燃料冷却相关的设备冷却水系统、安全厂用水系统、乏燃料水池冷却和处理系统,在机架熔丝检查过程中不能受到任何意外情况导致系统功能受到影响。
2.2 检查对象的多样性,工作难度大
风险分析:熔丝检查工作涉及约40余个系统,我们的控制和保护系统在设计时候又分为A、B列,因此,检查对象涉及系统众多。每个系统由于其控制和保护功能的不同,所涉及的熔丝有的是长期处于带电状态、有的长期处于非带电状态、有的则周期性的带电和非带电。
应对措施:根据系统的不同,在熔丝检查的过程中要选择不同的检查方法,针对在低低水位期间需要保持其功能的系统,则选择不能断电,而且检查时也要防止误动;针对在此期间可以不保持其功能的系统,则可以进行断电检查。根据熔丝工作状态的不同,带电的选择对通过端电压测量来判断其功能,非带电的则采用测量电阻来判断其功能。
2.3 涉及多部门、多专业,协调难度大
风险分析:由于机架熔丝众多,在我厂负责部门涉及维修仪控和电气两个专业,每个专业又由不同的班组负责,共有仪表一班、二班,自控一班、二班,辐射仪表班、计算机班、低压一班、继保班八个班组的人员组成。由于只有低低水位期间的短暂几天工期,要将八个班组的人员协调起来,并根据机组状态的需求对40多个系统的所有熔丝全部检查,还需要运行和大修计划的安排和全力配合,协调难度非常大。
应对措施:我们成立了机架熔丝检查的专项组,由运行、维修、计划部门人员组成。大修前提前几个月即开展准备工作,对检查对象的汇总、责任分工、风险初步分析、计划安排等进行了落实。维修仪控、电气分别确认一名总工作负责人,负责协调各班组之间的工作安排。在检查工作实际开展过程中,由运行处对系统非常了解的高级操纵员全程配合,与维修人员一起在现场工作,针对不同的系统进行风险分析,确定最终的检查方法;针对检查期间出现的异常情况,共同进行分析,确定处理方案。
3 检查方法
根据现场机架熔丝带电和不带电的工作状况,我们制定的检查方法分为两种,如下:
3.1 带电熔丝的检查方法
1)对熔丝左端测量对地电压,显示有电;
2)对熔丝右端测量对地电压,显示有电;
3)如果两端都带电,则量熔丝端电压。如熔丝正常,端电压值一般都为0-10mV;
4)如果端电压超过10mV(经过反复验证,端电压超过10mV的熔丝,电阻一般都在1Ω以上),则需开票或进行充分的风险分析后,进行更换备件;
5)更换备件后,重复以上步骤,确认新换上的备件没有故障。
3.2 不带电熔丝的检查方法
1)对熔丝左端测量对地电压,电压为0V左右;
2)对熔丝右端测量对地电压,电压也为0V左右;
3)测量熔丝两端电阻,如果阻值≤0.6Ω,则认为该保险丝运行状况良好;
4)如果阻值≥0.6Ω,则认为该熔丝已经老化,需要更换备件;
5)更换备件后,重新测量熔丝两端电阻,直到阻值≤0.6Ω。
4 检查结果
在多个部门的全力配合下,经过4天工期对机架熔丝的全面检查,准确找到故障熔丝;其中电阻偏大的故障熔丝共148个,完全断线的熔丝14个。故障、断线熔丝,在运行、维修共同确定风险后,已全部更换完毕,相关数据如图2。
图2
其中,处于断线的熔丝导致对应的保护和控制功能失效,主要的影响部分列举如下:
1)一些报警信号无法触发;
2)某些系统在出现异常情况,要求设备自动停运时,信号无法传输到执行机构;
3)一些系统之间的相互连锁、闭锁功能无法实现;
4)还有一些备用通道的熔丝断线,对系统功能的实现无影响。
5 总结
继电器机架在核电厂控制和保护系统的重要组成部分,是核安全相关E1级的重要设备,其设备及功能的可靠性直接影响着核电厂的安全运行。继电器机架熔丝则是其保护与控制回路中的关键设备之一,许多熔丝的可靠性直接影响着反应堆的安全控制。我厂1号、2号机组至2000年左右开始电气设备的安装调试,已经运行15年左右,最近几年继电器机架设备的故障率呈逐年升高趋势,已经对核电机组的安全可靠性形成了威胁。
此次继电器机架熔丝的全面检查,其检查方法是有效可行的,其风险是安全可控的,能够发现故障熔丝。但检查结果也表明:我们机架熔丝的故障率较高,在我们的控制保护系统中存在一定数量未暴露出来的潜在威胁。由于我厂刚开始起步进行机架熔丝检查工作,其结果参考经验数据还不够,还无法根据此数据来确定合理的预防性检查和维修工作。当熔丝检查多次开展后,可以对熔丝老化的机理进行分析,并对老化失效的范围程度进行监测和研究,进而实现对使用中熔丝的性能状态和剩余寿命做出评价,制订合理的维护管理大纲,提出减轻老化的措施,既经济又有效地防止因熔丝老化而引起的系统故障的发生,最终达到提高核电站运行安全性的目的。
在2014年进行机架熔丝全面检查后,相关系统运行相对良好,机架熔丝的故障率得到了明显改善,但在2015年10月又出现一次因机架熔丝故障,导致硼和水补给系统泵不能自动停运的故障。结合实际情况,针对继电器机架熔丝的情况建议如下:
1)每5年进行一次全面的在线机架熔丝检查工作,对故障熔丝进行更换;
2)每10年对机架熔丝进行全部更换一次,2016年2号机组已实施一次全面更换工作;
3)考虑用可靠性更高的设备对继电器机架进行改造替换,目前,新建的一些电厂已经取消了继电器机架,用集成性更高、可靠性更好的集成电路卡件来替代。
【参考文献】
[1]刘立忠.熔丝使用中的疑点和误解[J].电世界,1998.11.
[2]孙晓玲.大亚湾核电站继电器机架改造支撑动力时程分析[J].核动力工程,2011.6.
[责任编辑:王楠]
猜你喜欢
图学学报(2022年2期)2022-05-09
家庭影院技术(2019年12期)2020-01-19
中国交通信息化(2017年4期)2017-06-06
工业设计(2016年4期)2016-05-04
电测与仪表(2016年20期)2016-04-11
电子与封装(2015年12期)2015-10-29
机电信息(2015年3期)2015-02-27
汽车维护与修理(2014年10期)2014-02-28
河南科技(2014年22期)2014-02-27
上海金属(2013年6期)2013-12-20
