
MAPAL刀具在缸盖加工中的应用
2016-05-14 14:00王永宏
企业技术开发·中旬刊 2016年9期
关键词:发动机
王永宏

摘 要:MAPAL刀具是MAPAL生产的精密刀具,可用于汽车、摩托车、航天、航空等工业中的精密孔、特殊孔的加工。文章对MAPAL刀具在缸盖加工中的应用进行分析,探讨MALPAL刀具在缸盖加工中遇到的问题,为完善MALPAL刀具在缸盖中的加工工艺提出建议与意见。
关键词:MAPAL刀具;缸盖加工;发动机
中图分类号:TG713.3;TG713.4 文献标识码:A 文章编号:1006-8937(2016)26-0036-02
德国MAPAL公司是一个生产精密加工刀具的生产企业,该公司所生产的刀具在精密加工中具有广泛的用途,适用于大批量精密加工。在B154缸自然吸气发动机缸盖加工中,MALPAL刀具能够用于缸盖气门导管底孔、气门座底孔的加工。MALPAL精密刀具具有切削速度高、耐磨性好、耐用度高等特点,因为其独特的架构、有意的表面粗糙度与精密的内孔精度,通过切削起到支撑作用,吸收切削所引起的振动,可以提升切削精度,从而提升加工精度。
1 B15发动机缸盖加工MALPAL刀具的应用
1.1 MALPAL刀具特点
MALPAL刀具刀片非常锋利,在使用的过程中,新刀片有一个急剧磨损期,急剧磨损期中刀片稍有磨损就会引发加工尺寸偏小。在加工的过程中,需要在加工50个零件之后,将新刀具卸下检查与调整,确保刀具的使用寿命。在使用过程中,MALPAL刀具是在可靠的支撑与导向的作用下进行的切削工作,在工作中需要对孔的位置进行纠偏。
1.2 在B15发动机缸盖中的应用
在B15发动机缸盖加工中,因为缸盖的结构性状复杂、内部呈腔型结构,加工难度较高,为了确保发动机的使用效果,需要对缸盖加工过程中的关键工艺进行控制,确保缸盖加工精度。气门导管底孔、气门座底孔、枪铰导管孔、镗气门座孔是缸盖粗加工的关键部位,对于缸盖加工精度具有直接的影响。通常在加工过程中,对于气门座阀线的精密度要求很高,要求以粗糙度在±0.8 mm,跳动0.03~0.05 mm,气门导管公差直径为0.01 1mm,确保其表面平整,无毛刺。
采用MALPAL系列的WWS铣刀作为加工工具,其中切削参数:切深为2.5 mm,转速为1 000~3 500 m/min,进给为0.04~0.06 mm/刃·转;线速度1 000~3 500 m/min,一般可取机床允许转速的上限。采用MapaI阶梯式PCD精镗刀进行加工,切削参数:进给为0.08~0.15 mm/转;采用硬质合金刀片时线速度为150~300 mm/min。加工过程中刀具寿命:PCD刀片约加工
20 000~40 000孔;硬质合金刀片约加工2 000~4 000孔,整体PCD刀片约加工20 000~70 000孔。在加工过程中,通常在导管上加上引导管,采用采用精加工刀具完成精加工,采用MAPAL刀具进行加工,能够达到所需要的效果。采用离心式滑动刀具急性精加工,在加工中心使用时改变机床转速以控制刀具类型,能够确保加工精度为7~8 μm,而且刀具基体只需要一次性购置,能够重复使用。
2 MALPAL刀具的应用问题以及改进
在使用MALPAL刀具进行发动机缸盖加工过程中,通常会遇到以下的的问题,包括刀具的跳动、阀座震纹、刀具加工寿命较短等问题,为了提升加工进度、加工效率,延长刀具的使用寿命,可以采用以下的方式改进现存的问题。
2.1 跳动以及解决措施
采用MALPAL刀具进行加工时,跳动量的合格率只有87%,使用过程中的机床能力达不到Cpk≥1.67,采用MALPAL系列的PCD刀具进行加工时,因为刚性比整体的硬质合金差,而且铰刀顶部的受力布局云,所以在加工过程中,铰刀会朝着受力较小的方向偏移。而铰刀在加工过程中难以起到修正的作用,会造成加工偏移,从而引发跳动,导致加工后出现位置误差;而且压装后过盈收缩量不一致,将会产生更大的位置误差。
解决跳动的主要措施是确保刀具的受力均匀,为了避免因为机床加工节拍等因素引发的受力不均匀,采用同一把刀具完成密封面的加工。在加工过程中,严格控制刀具的偏角,当铰刀主偏角从75 °~90 °时,导向角消失,但是对加工没有影像。因此将主偏角固定在90 °时,能够增加刀尖圆弧。将主偏角设定道90 °后,能够明显的减少跳动,提升加工精度。
2.2 阀座震纹以及解决措施
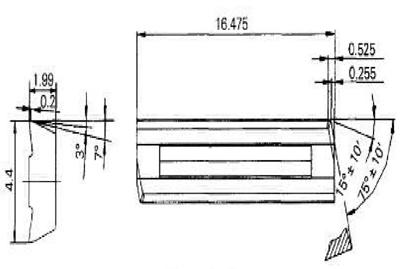
阀座精加工通常有三种加工方法,一种是采用横切法、一种是纵切法、还有一种是采用成形刀片直接截出的成型法。B15加工采用的是成型法,该加工过程中,通过使用MAPAL成型刀片对阀座进行加工,刀体上有两根导向条支撑,刀具示意图,如图1所示。在阀座的加工过程中,进气阀加工后的表面粗糙度与尺寸能够满足工艺要求,但是排气阀门的加工表面有着很严重的震纹。产生震纹的主要原因是因为排气阀座密封面的角度为60 °,径向力大于进气阀座,因此虽然有导向条支撑,进气阀与排气阀的受力并不均匀,加工中震动引发震纹。
为了避免震纹的产生,需要改良加工方法。虽然纵切法具有很高的精度,但是因为机床缺少V轴结构,因此缺乏采用纵切法,采用横切法进行加工,用三个轴向可调 刀夹均布在刀体上,使用标准刀片进行加工。在加工过程中,通过刀夹对阀座的加工进行调整,能够确保每个方向的受力均匀,从而避免刀具震动产生震纹。工艺改进后的震纹几乎完全消失,阀座尺寸与表面粗糙度均能够满足产品要求。
2.3 刀具寿命问题以及解决措施
MAPAL加工寿命是影响加工效益的重要因素之一,在经过一段时间的加工自后,调刀相对频繁,影响了刀具的耐用性。为了提升刀具的耐用性,增加刀具使用寿命,可以采取以下的方式进行调整:①将粗加工与精加工分开,粗加工会导致切削刃磨损,无法满足精加工的需求;②提升加工稳定性,在加工过程中需要确保刀具的稳定性,大概刀具严重损伤或出现小爆口时,需要及时重新更换新刀片,确保加工精度;③更改刀具表面涂层材料与几何形状,采用MAPAL专用符合涂层,能够增加刀片的耐磨性,在刀具制造商的技术支持才,设计得到的“F”型倒角刀片,如图2所示。在原有刀片的基础上增加了第一后角的宽度,能够有效的提升刀具的使用寿命;④严格控制切削参数,选择合理的切削液,按照相应的切削参数,能够提升加工效率,确保加工精度,延长刀具寿命,提升机床加工效率。除了合理的选择切削参数与切削刀具之外,需要合理的选择切削液,确保切削液应该满足以加工的需求。
3 结 语
MAPAL刀具在发动机缸盖精加工中具有广泛的应用,能够满足缸盖导管孔精加工的需求。在加工的过程中,MAPAL刀具适用于加工难加工材料,具有较高的加工精度。缸盖加工中主要会民连着跳动、震纹、刀具寿命有效等问题,为了确保加工精度、提升加工效率、延长刀具寿命,需要根据工艺需求选择刀具种类、加工过程中严格控制加工参数,确保缸盖能够满足设计需求。
参考文献:
[1] Mapal公司精密刀具的应用[J].工具技术,2001,(3).
[2] 李宏.如何提高MAPAL单刃刀片的寿命[J].汽车工艺与材料,2007,(4).
[3] 吉祺炜.Ji Qiwei MAPAL刀具在缸盖座圈和导管加工中的改进[J].机 械制造,2006,(6).
[4] 徐林红,詹绪直.Xu Linhong.Zhan Xuzhi缸盖气门导管孔和阀座加
工刀具改进[J].工具技术,2005,(10).
猜你喜欢
汽车维修与保养(2021年8期)2021-02-16
汽车维修与保养(2021年8期)2021-02-16
汽车维修与保养(2020年11期)2020-06-09
民用飞机设计与研究(2019年2期)2019-08-05
太空探索(2016年8期)2016-07-10
汽车维护与修理(2016年3期)2016-02-28
汽车维修与保养(2015年1期)2015-04-17
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年6期)2014-02-27
汽车与新动力(2014年5期)2014-02-27
