18.4mm管线钢X80热轧生产工艺探索
2016-05-25 00:37刘小军郭勇顾晓琳李斌陈勇唐勇
新疆钢铁 2016年4期
刘小军,郭勇,顾晓琳,李斌,陈勇,唐勇
(新疆八一钢铁股份有限公司)
18.4mm管线钢X80热轧生产工艺探索
刘小军,郭勇,顾晓琳,李斌,陈勇,唐勇
(新疆八一钢铁股份有限公司)
介绍了18.4×1550(mm)的X80管线钢的热轧生产工艺过程。通过对1750热轧加热制度、速度制度、温度制度、负荷分配、卷取温度等工艺参数的不断优化,热轧生产的X80管线钢表面质量、组织结构、力学性能和规格尺寸满足要求。
X80管线钢;性能;卷曲温度;参数优化
1 前言
目前国内重点石油和天然气管道项目的建设迫切需要大量高质量、高规格的管线钢(如X80等),而国内只有宝钢等极少大型企业具备批量生产的能力。八钢公司为开拓管线钢市场,在1750mm热轧生产线成功开发出高等级厚规格的X80热轧管线钢板卷,为开发管线钢产品打下了扎实的基础。八钢热轧开发的厚度18.4×1550(mm)的X80管线钢的表面质量、力学性能指标和规格尺寸等均符合国家标准要求。
2 工艺路线
X80生产工艺流程路线:铁水-120t转炉-精炼(LF和RH)-连铸-加热-轧制-冷却-入库。
X80管线钢化学成分设计见表1。冶炼过程中采用低碳,使用Nb、V、T合金进行强化。

表1 X80管线钢化学成分
3 热轧工艺制度
X80管线钢温度制度的设计见表2。

表2 X80管线钢温度制度
3.1 加热炉控制
出钢温度控制在1170±20℃,加热时间控制在190±15分钟,其中均热段时间≥30分钟。过渡钢按照X80的加热制度要求进行加热,为了防止尾部钢温低,造成轧机过流跳电,要求非轧机侧的温度比目标温度提高15℃。如现场出现异常,应注意对加热炉进行实时降温或升温调节,避免出现过热、过烧或温度不足现象。热轧加热炉温度和空燃比要求见表3。X80轧制生产温度实绩见表4。

表3 加热炉温度和空燃比要求
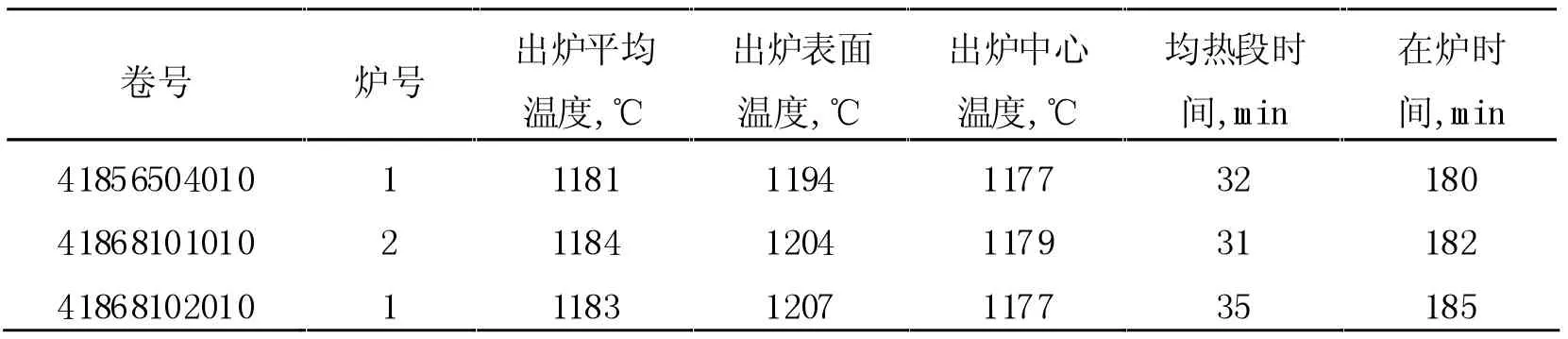
表4 X80轧制实绩
从加热炉在炉时间和出炉温度来看,满足生产工艺要求。
3.2 粗轧控制
(1)初除鳞速度为1m/s,粗轧采用7道次除鳞;
(2)粗轧末道次轧制速度设定为3m/s,速度及压下制度由二级(L2)设定下发,具体道次压下率由模型工程师根据设备状态和设备能力优化调整策略,中间坯厚度40mm;
(3)轧制3块18.4×1550(mm)的X80,粗轧均采用七道次轧制,七道次均入口除鳞,从Iba情况来看,轧制负荷状况较好,无明显过载现象,中间坯尺寸符合设计要求,表面无一次氧化铁压入情况。粗轧主电机额定电流1740A,过流保护4798A,在实际轧制过程中电流约1000A,完全满足轧制需要。图1为粗轧轧机电流负荷情况。
3.3 精轧控制
精轧穿带速度采用二级(L2)设定的方式,机架间除鳞水(F1-F2)、带钢冷却水(F3-75)、逆喷水全开;为了保证精轧末机架相对较大的压下量又不至于电流过载,将F6工作辊尽可能换做小辊径(辊径在635mm以下)。精轧区域负荷正常,能满足需要。
3.4 卷取控制
卷取全部采用新增超强3#卷取机。图2可以看出,3#卷取机卷筒最大转矩持续时间18s,转速529~372转/min,平均转速425转/min,平均电流2408A,最大电流 2590A,电流过载率2590/2392=1.08倍,没有超跳电保护的1.15倍,满足18.4×1550(mm)X80生产要求。

图1 18.4×1550(mm)X80粗轧电机负荷
图2 卷取X80时的设备状态
3.5 温度控制
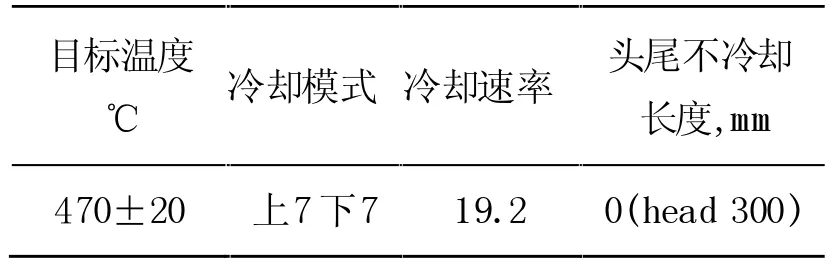
表5 层流冷却模式表
(1)采用密集冷却模式。均采用上7下7的冷却模式,每组的7排集管全部开启;确保侧喷状态,侧喷将带钢表面残留的水吹扫干净,以保障正常的冷却效果。
(2)过渡板坯Q235或Q345B的轧制按照X80的参数设定,粗轧返回温度、精轧温度和卷取温度均按照X80进行控制,卷取模式也按照X80的工艺参数要求执行卷取张力系数1.3,卷取张力17~20t;夹送辊压力系数50%,实际压力300~500kN;助卷辊压力系数30%,实际压力700~900kN;侧导板压力系数1.0,侧导板实际压力约为200kN。以此来确保温度和板面平直。

图3 头部和本体温度分开控制曲线
(3)采用头部和本体温度分开控制的模式,模型设定头部温度升高长度约为300mm,而实际长度在1~2m;这样不仅减少了对3#卷取机助卷辊和夹送辊的冲击,而且保证了带钢头部成型,减少了卷取咬钢瞬间的废钢机率。头部和本体温度分开控制曲线如图3所示。
(4)轧制时对卷取测温点进行监控,从卷取温度曲线上发现存在单点瞬间低于400度以下的异常情况,这可能是外界干扰所致。图4为X80生产实绩温度曲线(图中最上面一条曲线为粗轧返回温度曲线,中间一条曲线为精轧温度曲线;最下面一条曲线为卷取温度曲线)。
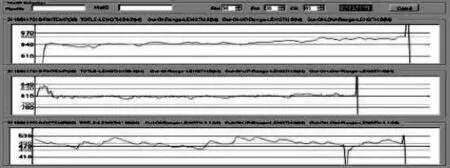
图4 X80生产实绩温度曲线
4 管线钢性能检测
对每一块试轧产品都取样进行性能检测。检测数据表明,产品屈服强度、抗拉强度、屈强比和断后延伸率均满足标准要求,性能判定合格(表6)。
从实际试验数据来看,强度数据的余量较大,约50MPa。制管后存在一定包申格效应,造成一定强度下降,所以在生产过程中必须留有一定的余量。
标准试轧产品金相组织为铁素体+针状铁素体+少量贝氏体,晶粒度在12~12.5级,满足X80组织要求。具体如表7和图5所示。
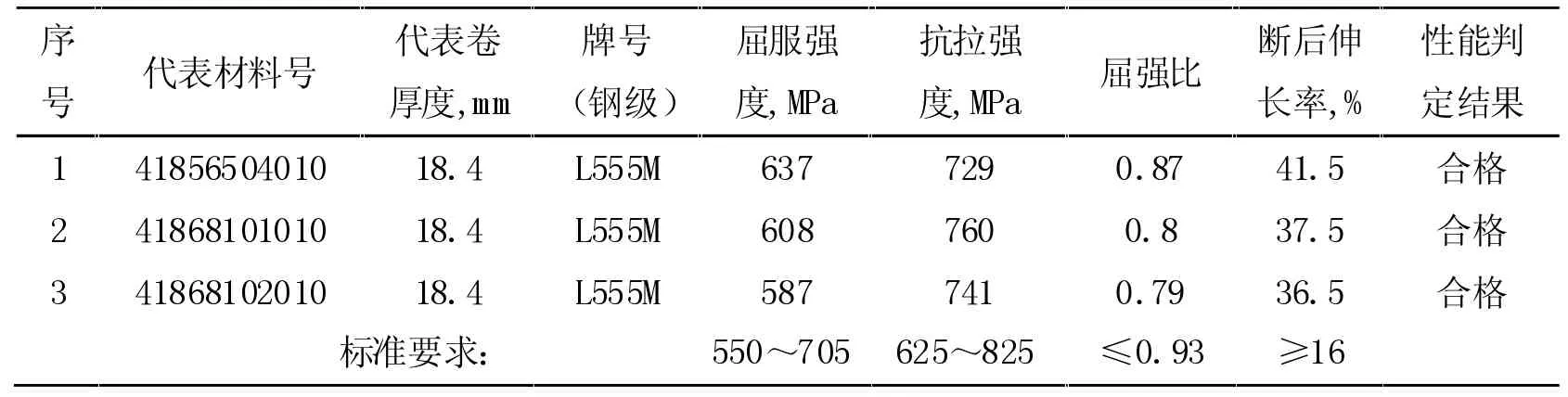
表6 X80性能统计表

表7 X80组织结构
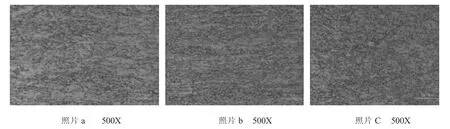
图5 (照片a,b,c)X80金相组织照片
5 结论
八钢1750热轧轧机在开发18.4×1550(mm)X80管线钢过程中,通过对加热制度、速度温度、温度制度、负荷分配、卷取温度等工艺参数的不断优化,产品的力性能组织结构等方面满足国家管线钢标准要求。18.4×1550(mm)X80管线钢参数及性能:(1)卷取温度在目标值470±30℃,卷取温度曲线平稳;(2)对试轧产品进行取样做性能,屈服强度为580~630 MPa、抗拉强度720~760MPa、屈强比为0.8,延伸率为36%~41%。满足国家管线钢标准要求,性能合格;(3)金相组织为铁素体+针状铁素体+少量贝氏体,晶粒度在12~12.5级,满足X80的组织要求。
Study on Hot Rolling Production Process of 18.4 mm X80 Pipeline Steel
LIUXiao-jun,GUOYong,GUXiao-lin,LI Bin,CHENGYong,TANGYong
(XinjiangBayi Iron&Steel Co.,Ltd)
This paper brieflyintroduces hot rollingproduction process of18.4×1550(mm)X80 pipeline steel.The technological parameter such as heating system,speed system,temperature system,load distribution and coiling temperature control are optimized all the time,X80 pipeline steel surface quality,organizational structure,mechanical properties and size essentiallymeet the requirements
X80 pipeline steel;performance;coilingtemperature;parameter optimization
TG335.7
A
1672—4224(2016)04—0004—04
联系人:刘小军,男,35岁,硕士研究生,轧钢工程师,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂
E-mail:liuxj3@bygt.com.cn
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
江苏钢铁(2022年9期)2022-07-02
失效分析与预防(2021年6期)2021-02-15
中国金属通报(2019年6期)2019-08-20
中国特种设备安全(2019年1期)2019-03-13
中国盐业(2018年18期)2019-01-14
人大建设(2018年5期)2018-08-16
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
党员生活(2016年2期)2016-02-25