热轧带钢头部不冷却控制的优化
2016-05-25 00:37陈扬孙利忠刘小军
新疆钢铁 2016年4期
陈扬,孙利忠,刘小军
(新疆八一钢铁股份有限公司)
热轧带钢头部不冷却控制的优化
陈扬,孙利忠,刘小军
(新疆八一钢铁股份有限公司)
文章针对八钢热轧带钢存在头部温度控制不好的问题进行分析,通过对层流冷却控制程序的优化,提高了头部温度控制精度,提高了产品成材率。
热轧;层流冷却;温度控制
1 前言
八钢1750热轧层流冷却系统,是热轧机组重要设备之一,它是由高位水箱、集水管、控制阀、和一套计算机控制程序组成,其中集管是由粗调加密段(后期改造)上下各7段、粗调段上下各6段、精调段上下各4段集管组成,每一段集管又由若干组水路组成,对应若干个控制阀。它的功能是能精确控制带钢卷取温度,保证带钢的性能质量要求。目前八钢1750热轧层流冷却系统采用U形冷却方式,即依靠精轧末机架轧机出口带钢温度采用层流冷却模型前馈控制,控制层流冷却水阀的开启量,达到控制热轧带钢头部、中间及尾部各段温度的目的。
2 关于热轧带钢头部不冷却的问题
在实际生产中八钢1750热轧机组,在采用头部冷却方式生产高强度、厚规格带钢时头部冷却后温度低、硬度高,对卷取设备冲击非常大,严重影响到了卷取机设备的使用寿命。另外,带钢头部温度较低时不易成型,废钢事故率增加。而采用头部不冷却方式生产时,受诸多干扰因素的影响,带钢头部的温度控制很不理想,头部高温长度达到十几米(如图1所示),影响到产品质量和性能。为解决热轧带钢生产过程中头部不冷却的问题,对头部温度控制准确进行了优化。
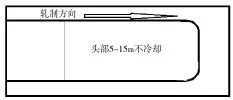
图1 原程序控制下的带钢头部高温区
3 头部温度控制程序优化
3.1 新增控制模块
为了优化头部温度控制程序,首先测量出每个阀门距离精轧末机架位置S2,并计算带钢头部到达该阀门处的带钢头部离开精轧机末机架带钢头部长度S,当带钢头部长度经过卷取机层流冷却区域各个检测元件校正后,通过它和阀门距离末机架的长度进行比较,得出层流冷却阀门的开启基础时刻。
确定阀门开启的基础时刻后,需要计算计划带钢头部需要不冷却的长度,通过长度和带钢的速度计算出要避开头部计划不冷却长度所需要的该位置阀门滞后开启的时间T1,以达到不冷却头部的目的。
通过以上两个计算得出了阀门开启时间,这个时候开启层流冷却阀门达到的头部不冷却效果很差,长度往往偏长几米甚至十几米,而且伴随这带钢轧制速度的不同偏长的长度是变化的,因而也达不到实用效果。
造成头部不冷却效果差、长度偏长的原因是阀门开启比预想的要滞后。造成阀门开启滞后的原因是,层流冷却阀门的型号不同,开启时间不同。
将阀门开启时间称为T2,阀门开启后由于阀门和带钢表面存在着高度差,将此高度差记为H,可由公 式计算得出:式中T3指层流冷却水到过带钢表面所需时间,这个距离通常分为上表面冷却阀门和下表面冷却阀门与带钢的距离,计算时要加以注意。层流冷却为了保证水流稳定大都配备了高位水箱,这样对于层流冷却水出口压力也是一定的,此时冷却水出口速度V0已知,根据计算就可以得到层冷冷却水到达带钢表面所需要的时间T3。计算出阀门提前开启时间T=T2+T3-T1。
对于热连轧层流冷却的精调段、粗调段、上集管、下集管冷却装置,由于阀门型号的不同、安装高度的不同,分别计算出不同的阀门提前开启的时间。
各段装置阀门开启时间计算完成后,制作成特定的功能块OPVH,如图2。为了提高控制精度,将每一个阀门都制作成功能块,便于调整控制。

图2 功能块OPVH
3.2 阀门开启时刻判断
对于精轧末机架带钢的出口带钢速度V是已知的。由S1=VT就可以换算出层流冷却阀门需要提前开启的带钢位移S1。
带钢头部位置S=S2-S1时开启层流冷却阀门。其中S是带钢头部位置时实计算的;S2是每个阀门距离精轧末机架位置,是个测量安装得出的定值;S1是阀门提前开启的距离。
通过以上计算判断阀门开启时序,将其用于实际热连轧机组层流冷却的控制。由于对于实际控制变量考虑和计算的比较全面,所以得到的实际控制结果精度是比较高的。采用头部不冷却程序后,带钢头部30~50cm不冷却如图3所示。

图3 头部不冷却程序实施后的效果
4 效果验证
在正常生产过程中,通过IBA记录,看出头部不冷却功能投用前后,带钢头部温度变化情况,如图4、图5所示。功能未投入前,带钢头部温度与本体温度基本保持一致。当采用头部不冷却控制功能后,带钢头部温度比本体温度高出约200℃,这个高温区是非常短暂的,高温区长度可以控制在50cm以内,即满足需要,又不会影响带钢头部性能质量。

图4 功能未投用前温度
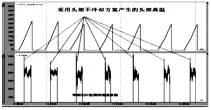
图5 功能投用后温度
5 结束语
通过对1750热轧机组层流冷却程序的优化,增加了带钢头部不冷却功能。该程序投用后,由于带钢头部温度较高,卷取机易卷取成型;头部不冷却长度控制精度提高,一般在30~50cm。生产实践表明,程序优化后对于生产强度较大、规格较厚带钢的卷取,产品成材率得到提高、设备故障率的降低,改进效果显著。
[1] 刘运华.宝钢2050热轧层流冷却自适应基准优化.冶金自动化.2009,41.
Optimization of the Strip Head Uncooling Control System for Hot Rolled Steel Strip
CHENYang,SUNLi-zhong,LIUXiao-jun
(XinjiangBayi Iron&Steel Co.,Ltd)
This paper analyzes the defects ofthe head temperature control ofhot rolled strip,which optimizes the laminar coolingcontrol process,and toincrease the control precision ofhead temperature and the product yield.
hot rolled;laminar cooling;temperature control
TG335.11
B
1672—4224(2016)03—0035—02
联系人:陈扬,男,29岁,大学本科,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂
E-mail:chenyang1@bygt.com.cn
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
汽车实用技术(2022年9期)2022-05-20
冶金设备(2020年3期)2020-12-13
家庭影院技术(2019年12期)2020-01-19
大飞机(2018年6期)2018-05-14
北京航空航天大学学报(2017年8期)2017-12-20
制造技术与机床(2017年3期)2017-06-23
电子制作(2016年21期)2016-05-17
重型机械(2016年1期)2016-03-01
自动化与仪表(2014年10期)2014-02-26