高端中频炉在锻造智能化生产中的科学选型和应用
2016-06-23 12:27张永红山东荣泰感应科技有限公司
锻造与冲压 2016年3期
文/张永红·山东荣泰感应科技有限公司
雷蕾·中国锻压协会
高端中频炉在锻造智能化生产中的科学选型和应用
文/张永红·山东荣泰感应科技有限公司
雷蕾·中国锻压协会
随着国家以及社会对环保的关注度日益提升,轻污染、轻排放、轻浪费的“绿色锻造”已经成为锻造业发展的必然趋势。与此同时,“智能工厂”逐渐成为热词,在政府的倡导下,在市场的反作用推动中,自动化、智能化的应用必然掀起锻造行业新的革新模式。
在此背景下,中频感应加热设备(以下简称中频炉)因为其绿色环保、易于实现自动化的特点成为温、热锻领域所必需的锻前加热设备。与煤炉和天然气炉相比,中频炉具有加热速度快、生产效率高、氧化脱碳少、节省材料与锻模成本等优点,但目前多数锻造企业中频炉使用还处于摸索阶段,设备的性能表现也良莠不齐。鉴于此,本文将就如何正确选购高性价比的高端中频感应加热系统展开讨论。
性能稳定高效
中频炉在锻造生产线中处于排头兵的位置,关系整条线的配合运营,性能稳定至关重要,高端中频炉的首要要素即为“稳定高效”。那么在选择中频炉时如何能够确定设备具有稳定的性能表现呢?
笔者认为,主要取决于5点:⑴供货商的技术能力和市场经验;⑵设备本身线路特点;⑶设备的制造工艺;⑷所配置元器件性能;⑸供货商质量管控体系。
锻造企业在选择中频炉时,应当首先选择知名度较高、已经有较好市场业绩的供货商。这些供货商已经拥有成熟的技术和丰富的市场经验,设备设计和制造能力趋于成熟,设备稳定性有着更为有力的保障。
从线路原理来讲,串联谐振线路比并联谐振线路更加稳定。串联谐振线路因其电容采用谐振形式,谐波含量降低,功率因数也是远超国家电力0.9的标准,具有主回路控制简单,绿色节能、稳定高效等优点。
在制造工艺上的差距会造成中频炉在运行中的表现差异和使用寿命差异,如高端中频炉感应线圈的绝缘处理会采取价格相对高昂的烤瓷工艺,以保证感应器使用寿命内线圈绝缘不出问题;普通中频炉往往会采用绝缘漆处理,在使用中容易在高温下脱落。另外,高端中频炉的感应器打结方式一般采用整体打结方式,所使用打结料是普通打结方式的2倍,首尾衔接处和挡板为一体,炉衬使用寿命延长数倍。
中频炉的电气以及负载部分涉及较多的电子电气元件,而这些配套元件的性能也会直接影响到设备的整体运行性能。在选择中频炉时,不妨关注一下设备整体配置中的元器件配套品牌。目前,国内市场上高端中频炉的关键元器件一般选用的是进口品牌,稳定性更有保障。但是在部分元器件选择上,如可控硅,现在国产的性能不输于欧美日,所以不是仅仅局限于看是否是配套进口品牌,主要看配套元件的性能是否优异。
供货商的质量管控能力也是设备是否能够稳定运行的关键保障。高端中频炉的供货商往往建立有成熟的质量管控体系,在设备的原材料采购、产品设计、制造工艺、过程质检、出厂负载试验阶段建立有明确的管控点和处理方案,所出厂的设备都是经过层层质量把控的,设备往往能够长期稳定运行。
低能耗优势
高端中频炉的核心特点为低能耗。按照工件温度加热至1150℃计算,普通中频设备的平均能耗约为500kW·h/t,而高端中频炉的能耗可以控制在400kW·h/t以内;根据工件长度、直径等不同参数,中频感应加热设备能耗性能表现不一。因为感应加热集肤效应特点,中频感应加热的最佳加热直径为45~110mm。其中,以直径55~80mm的工件加热效果最佳,在此区间内,普通中频炉的能耗约为450kW·h/t,而高端中频炉的能耗可以控制在350kW·h/t以内。图1为普通品牌和高端品牌的中频炉的能耗曲线对比。
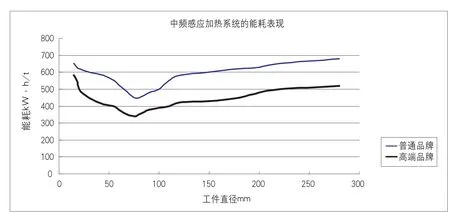
图1 中频感应加热炉的能耗曲线
当加热工件的长度为直径的1~3倍时,所匹配的感应器功率密度更大,能耗相对会更低;工件直径低于40mm或者大于120mm时,能耗值会相应上升,需要科学合理的中频炉设计才能够保证能耗值不会差距太大;当工件直径低于15mm时,中频感应加热的优势基本消失,能耗显著上升,需要匹配频率更高的超音频设备;当工件直径大于180mm时,芯表温差问题将会比较突出,为了降低芯表温差,势必要增加加热时间,能耗相对上升,因此,超小直径或者超大直径的工件在中频感应加热领域属于相对高能耗的产品。
加热均匀性
高端中频炉的显著特性是加热性能的稳定性,主要包含表面温差、轴向温差、芯表温差。加热均匀性是否能够保证与中频炉的功率和频率设计、感应器负载设计、工件加热过程的传动方式密切相关。
一般来讲,中频炉的供货商会根据用户提供的工件尺寸(包含直径和长度)、加热节拍、加热温度来确定成套设备的功率和频率,设计合理的感应器负载,并匹配合适的机械传动方式。工件直径决定了频率设计,加热节拍决定了设备功率,而上述两项共同影响感应器负载设计和机械传动方式。
对圆棒料加热均匀性的控制较为容易,一般表面温差可以控制在35℃以内,轴向温差控制在10℃以内,心表温差与加热工件直径密切相关,加热直径越大,心表温差越大;薄板材、不规则件和带孔工件的加热均匀性控制较难,因为中频感应加热的特点,这些工件在加热过程中会有较高的温度偏差,因此需要设备供货商拥有更强的设计和制造水平,高端中频炉制造企业会根据用户需求结合市场经验和良好的技术能力妥善解决这些问题。
智能生产
目前,国内高端中频炉已配置智能工控系统,根据用户需求实现ERP软件对接管理、配方菜单工艺模板化管理、手机APP远程监管和电脑上远程控制等简单友好的操作。中频炉的操作管理对于用户端来讲已经越来越简单易学,锻造工人不需要繁琐的培训即可掌握中频炉操作技巧。在实际操作中,锻造企业可以根据自己对中频炉的智能化操作界面和智能工控系统提出需求,由中频炉制造方对智能化功能进行改进。
随着人工成本的急剧上升和技能型工人的短缺,已经有越来越多的锻造企业在逐步实现锻造自动化。对锻造环节来讲,中频炉的自动化主要包括自动上料、自动送料、自动传输和自动出料,作为锻造自动化的配套机械,稳定性要求很高,国内部分供货商已经具备了供应高度自动化的中频炉的能力。
结束语
综上所述,中频炉作为关键的锻造装备,已经为越来越多的锻造企业所熟知、所认可,并已经成为很多锻造企业的锻前加热设备首选。中频炉的性能直接影响到锻造企业的生产成本,稳定高效的高端中频炉会帮助锻造企业提升成本竞争力和产品竞争力。目前,国内少数供货商已经掌握了高端中频炉设计和制造能力,其供应的中频炉的使用性能真正的达到了国际水平。
猜你喜欢
江苏安全生产(2022年2期)2022-04-19
科学与财富(2021年33期)2021-05-10
金属加工(热加工)(2020年9期)2020-11-04
河南畜牧兽医(2020年23期)2020-01-10
儿童故事画报·发现号趣味百科(2019年4期)2019-05-10
石油天然气学报(2019年5期)2019-02-13
电子制作(2018年23期)2018-12-26
电子制作(2018年10期)2018-08-04
科学家(2017年20期)2017-11-10
青年与社会(2017年24期)2017-08-10