
10型/小时四工位辊道式V法铸造生产线
2016-07-22 09:18李邵亮青岛恒林机械有限公司山东青岛266400
中国铸造装备与技术 2016年3期
李邵亮(青岛恒林机械有限公司,山东青岛 266400)
10型/小时四工位辊道式V法铸造生产线
李邵亮
(青岛恒林机械有限公司,山东青岛 266400)
摘要:我公司与国内某著名上市公司签定了一条自主设计生产的10型/小时四工位辊道式V法铸造生产线,该生产线由四工位造型单元、辊道式砂型在线浇注及解箱单元、旧砂砂处理单元组成,整条生产线设备均采用我公司最新优化设备结构,完成了从造型到砂处理的全过程。
关键词:四工位;辊道;砂箱;机械手
稿件编号:1511-1134
1 造型线的工艺及生产纲领
产品:抽油机曲柄;
材质:灰口铸件类 ;
大砂箱内尺寸: 3 000×2 100×400(上箱)/650(下箱)(mm);
小砂箱内尺寸: 2 000×1 200×350(上箱)/450(下箱)(mm);
浇注方式:倾包定量定点浇注 ;
造型生产率:每小时10整型;
砂箱托运方式:托板;
在线运行的模具:2副;
模具、砂箱更换:人工;
控制系统:可编程开关控制;
浇铸系统真空切换:人工。
2 造型线相关的技术参数
2.1 造型型砂
石英砂: SiO2含量≥98 % ;
砂子粒度:AFS100;
型砂含水量:≤0.5%;
型砂粉尘含量:≤0.5%;
最大砂温:55 ℃
砂处理能力:80 t/h;
旧砂回用率: ≥95%;
2.2 动力消耗及其它消耗
供电方式:380 V± 10 % , 50 Hz;
真空度:≤-0.07 MPa;
液压系统:额定压力16 MPa;
除尘总风量 ≥9 0000 m3/h;
设备功率:~1300 kW;
阀电压:DC 24 V;
限位开关电压:DC 24 V ;
电动部件的控制电压:AC 220 V;
电子元件的控制电压:DC 24 V;
压缩空气消耗:4 m3/h;
压缩空气压力:0.5~0.6 MPa;
冷却水循环量:200 m3/h。
3 造型线的工艺流程及设备组成
整条生产线由造型设备及砂处理设备组成。
3.1 造型设备及工艺流程
(1)上箱线(大、小砂箱线各配一条)
在移动振实台面上安装模型工位→移动振实台将模板转运至覆膜工位(完成自动取膜、加热和自动覆膜)→移动振实台将模板转运至喷涂工位(人工完成喷涂料、吊装砂箱)→移动振实台将模板和砂箱转运至烘干工位(完成自动烘干)→移动振实台将模板和砂箱转运至加砂、振实工位(自动完成加砂和振实)→移动振实台将砂箱转运至覆背膜工位(完成人工刮平和覆背膜)→移动振实台将砂箱转运至机械手起模工位(完成起模)→预留下芯工位。
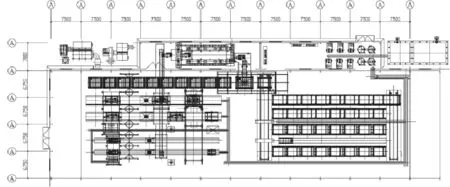
图1 造型线布置图
(2)底箱线(大、小砂箱线各配一条)
在移动振实台面上安装模型工位→移动振实台将模板转运至覆膜工位(完成自动取膜、加热和自动覆膜)→移动振实台将模板转运至喷涂工位(人工完成喷涂料、吊装砂箱)→移动振实台将模板和砂箱转运至烘干工位(完成自动烘干)→移动振实台将模板和砂箱转运至加砂、振实工位(自动完成加砂和振实)→移动振实台将砂箱转运至覆背膜工位(完成人工刮平和覆背膜)→移动振实台将砂箱转运至机械手起模工位(完成起模、翻箱和合箱)→天车吊运工位。
在机械手起模工位至天车吊运工位之间,配一台砂箱摆渡车。该砂箱摆渡车向西可以摆渡至机械手合箱工位,向东则可以摆渡至天车吊运工位。
3.2 砂处理设备及工艺流程
人工将浇注后的砂箱(带真空)吊运至解箱间放置在落砂栅格上(撤掉真空)→吊走上箱、铸件、下箱→型砂落到落砂过渡斗→振动输送筛砂机→1#板链提升机→1#砂库→沸腾冷却床(流化床)→2#斗式提升机→2#砂库→3#斗式提升机→皮带输送机→造型砂库;
V法用砂箱通过回空箱辊道转运到扣空箱处。全线辅以电控、除尘、气动系统便构成了V法铸造生产线的砂处理系统。
3.3 砂箱浇注、冷却和落砂工作流程
(1)先由人工换插车载真空系统负压胶管后,再用天车把待浇注砂箱逐个吊运至浇注区域的砂箱托板上,由人工换插为地面配置的真空吸管。该砂箱托板下部为动力输送辊道。
(2)用天车吊运浇包至每个砂箱浇注位置,并逐个人工浇注后冷却至规定时间。在浇注和冷却过程中,此输送辊道为静止状态,待冷却至规定时间并人工解除真空吸管后,该辊道开始工作,将已浇注砂箱通过东侧的砂箱摆渡车,将其逐个运送至最北侧的输送辊道上,再由西侧的砂箱摆渡车将其摆渡至落砂葫芦底部指定位置。
(3)人工插入真空吸管,再用此处的落砂葫芦吊起砂箱移动至落砂格栅上方,人工撕去背膜后完成落砂。
(4)西侧的砂箱摆渡车载砂箱托板向南侧运行至砂箱托板存放工位,并将砂箱托板转移到该辊道上。
(5)砂箱托板由西侧的砂箱摆渡车载运至砂箱浇注区域。
4 造型线的特点
近年来,由于V法工艺独有的优势,使得V法工艺发展非常迅猛,但均以简单V法工艺生产中、大型简单件居多,自动化生产线非常少见。基于以往真空造型生产线的设计经验,我公司在此次造型线的设计工作上做了多方面的创新,使设备结构更趋于合理,功能更接近于完善。
(1)自动化程度高,实现10型/小时的生产效率
①实现了自动覆模、涂料、烘干造型;②实现了造型线负压的自动切换及模板气箱的自动穿梭运行;③采用了机械手实现自动脱模翻箱合箱。
(2)齿条缸翻转机械手
我公司第一代机械手的翻转靠一套复杂的链传动结构带动翻转砂箱翻转,这种翻转结构故障点多、维修量大、易损件多,针对第一代机械手的弱点,为辊道式造型线配套的机械手采用了齿条缸直接驱动翻转装置并带动砂箱翻转,省去原有的链传动结构。这种新结构的改进不仅减少了故障点,而且提高了翻转精度,同时使砂箱制作起来更加简单。
(3)新型真空联接装置
我公司开发的第一代真空联接装置为差动气缸驱动,制作精度高,费用高,新型真空阀取消了结构复杂的差动气缸,实现了真空联接的简单化,使结构更合理,制作更简单。
(4)多品种多牌号同时生产运行
通过造型线模板气箱的自动穿梭运行从而实现多个产品同时生产,通过1#、2#浇注线实现多个牌号的浇注。
参考文献
[1] 曹文龙,毛乾鑫.真空密封造型[M].铁道出版社,1980.
[2] 李邵亮,曹生辉,曲先军.辊道式V法自动造型线 [J].中国铸造装备与技术.2013(4).
[3] 张俊锋,闫建云,徐宗平.浴缸转台式V法铸造生产线[J].中国铸造装备与技术》2010(4).
[4] 马广卿 ,刘虹.中大铸铁件V法铸造生产线[J].中国铸造装备与技术,2003(3).
10 molds/h 4 stations roller type vacuum molding line
LI ShaoLiang
(Qingdao Henglin Machinery Co.,Ltd., Qingdao 266400 ,Shandong,China )
Abstract:We signed a contract with a famous Chinese listed company, we designed and manufactured a 10 molds/h , 4 stations Roller type vacuum molding line.This line is consist by 4 stations molding unit, Roller type pouring system, fl ask loosing , sand reconditioning.The whole line is made by our best designed equipment structure, and the whole process is start from moulding to sand conditioning.
Keywords:4 stations;roller type ;sand fl ask;manipulator
中图分类号:TG232.3;
文献标识码:A;
文章编号:1006-9658(2016)03-0062-03
DOI:10.3969/j.issn.1006-9658.2016.03.019
收稿日期:2015-11-23
作者简介:李邵亮(1979—),男,工程师,主要从事铸造设备的开发与设计.
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
装备制造技术(2020年4期)2020-12-25
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
电子制作(2019年13期)2020-01-14
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年4期)2017-06-22
