
关于旋锻工艺获取铝镁合金的探讨
2016-10-13 02:05徐春波丁子一
船电技术 2016年5期
隋 鑫,徐春波,丁子一
关于旋锻工艺获取铝镁合金的探讨
隋 鑫1,徐春波1,丁子一2
(1.武汉船用电力推进装置研究所,武汉 430064;2.北京爱康宜诚医疗器材股份有限公司,北京 102200)
铝镁合金是由铝和镁结合的较优化的轻金属,其中铝和镁的结合的一种方式是用棒材镁和管材铝的加工成形来实现的。本文探讨了通过旋锻工艺获取铝镁合金的方法,并对其进行观察,分析原因。
铝镁合金 旋锻 分析原因
0 前言
铝镁合金是一种主要由铝和镁元素组成的合金,是轻金属中较优化的一种组合,镁的密度比铝小30%,并且有较好的可切削性和机械强度。尽管如此,镁的使用仍然具有很大的局限性,因为其易受腐蚀,有很差的耐氧化性和在室温环境中较差的可塑性。相对来说,铝有很好的抗腐蚀型和耐气候性。将铝和镁结合成铝镁合金可以将两种元素的物理化学性能达到最佳,其导热性能和强度尤为突出。铝镁合金质坚量轻、密度低、散热性较好、抗压性较强,能充分满足3C产品高度集成化、轻薄化、微型化、抗摔撞及电磁屏蔽和散热的要求。因此,铝镁合金在工业领域广泛应用于汽车行业、造船行业以及携带式的器械中。
1 现有铝镁合金加工技术
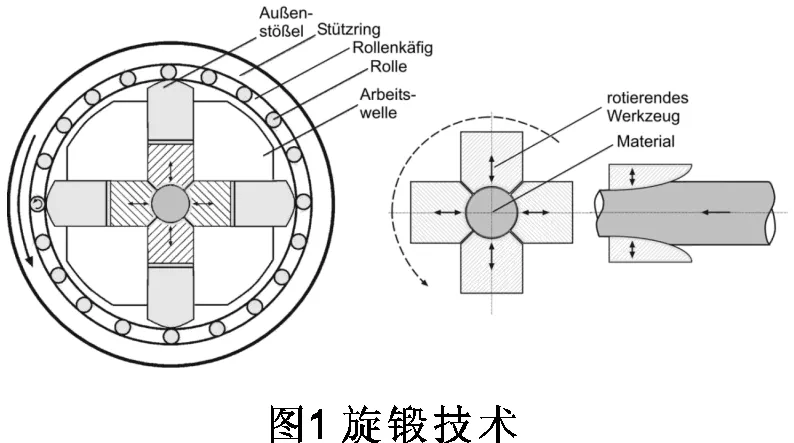
旋锻技术是一项非切割的加工成形技术,可以减少环绕坏料,管材的横截面。如下图所示,四个工具锤不规则的高速锻打不断进给的工件,通过这种进给方式,工件的成形不会突出在其中某一个或者某几个方向,而是表现在工件表面的各个地方,使坏料受径向压缩成形和沿轴向延伸的过程。同时,在铝镁合金的加工过程中,将铝和镁连接起来取决于接触面两种材料之间的扩散,因此还要考虑热加工成形的加工因素,即由热成形的温度和时间来决定[1]。
2 实验过程
2.1 原材料选择
在旋锻工艺中,选用三个直径为30 mm的镁合金的棒材,分别为AZ80,AZ31和ZK60。管材选用内径为30 mm,外径32 mm的铝合金Al99.5[2]。

2.2 实验准备
2.2.1 毛刷打磨
将棒材镁和管材铝的接触表面用毛刷打磨,即打磨棒材镁的外表面和管材铝的内表面,使其表面有一定的粗糙度。这是为了去除其表面的氧化层,以保证棒材和管材连接时有更好的分子渗透能力。
将毛刷固定在支架上,用电机驱动使其旋转来打磨棒材和管材的表面。当棒材和管材表面的氧化层被全部刷掉后,即表面有一定的粗糙度后,打磨工作完毕。随后,将棒材和管材浸入浓度为99.7%的工业酒精中,避免产生新的氧化层。

2.2.2 浸蚀
由于铝在空气中极易生成氧化层,因此管材铝在用毛刷进行表面处理以后浸入浓度较低的NaOH溶液中进行浸蚀,以便于将管材铝内表面的所有的氧化层处理干净。将管材铝浸入浓度较低的NaOH溶液中2分钟,将会看到表面产生气泡,这就是析氢的一个现象,说明氧化层已经跟NaOH溶液反应完毕。2分钟过后,将管材铝捞出来并迅速用酒精冲洗,再浸入酒精中[3]。
为了验证浸蚀对铝和镁连接有作用,将其中一个管材铝不进行浸蚀反应,观察其后续的实验现象。
2.2.3 铝镁合金组合种类
在本实验中,一共采用了四种铝镁合金组合的方式,如下表所示:
2.3 冷旋锻加工
将管材铝和棒材镁从酒精中取出并干燥,随后借助长柄夹,将管材铝和棒材镁插入冷锻机进行冷锻结合。每一次冷锻都使其有很小的变形度(每次的直径减少量为0.5 mm),每一次冷锻后将铝和镁放入保温炉中烘一段时间,再进行下一次冷锻,直至其外径由32 mm降至10 mm。
2.3.1 第一次实验(保温炉温度300℃)
第一次实验将保温炉调至温度到300℃。随着变形程度的增大,棒材镁有断裂现象。分析原因为铝和镁并未达到足够高的反应温度。因此准备第二次实验,将保温炉的温度再升高100℃,并且要增加铝和镁在炉中的时间,为了保证金属,尤其是镁在每次冷锻后可以尽可能的消除内应力,增加韧度。

2.3.2 第二次实验(保温炉温度400℃)
第二次实验进展的顺利,通过冷旋锻,铝镁合金的样品的外径由32 mm分多次压缩至10 mm。在每次冷锻过程中,铝镁合金的样品放入保温炉中15分钟。具体的实验外径的变化过程见下表。其中为了观察变形度的大小对铝镁的连接有没有关键作用,有一组样品的的外径通过冷旋锻直接从17.5 mm降至13 mm。
3 金相观察
3.1 取样
用切割机切割出任意一小截,以便于能用光学显微镜观察铝镁合金样品的连接程度。观察样品一共分为4组:
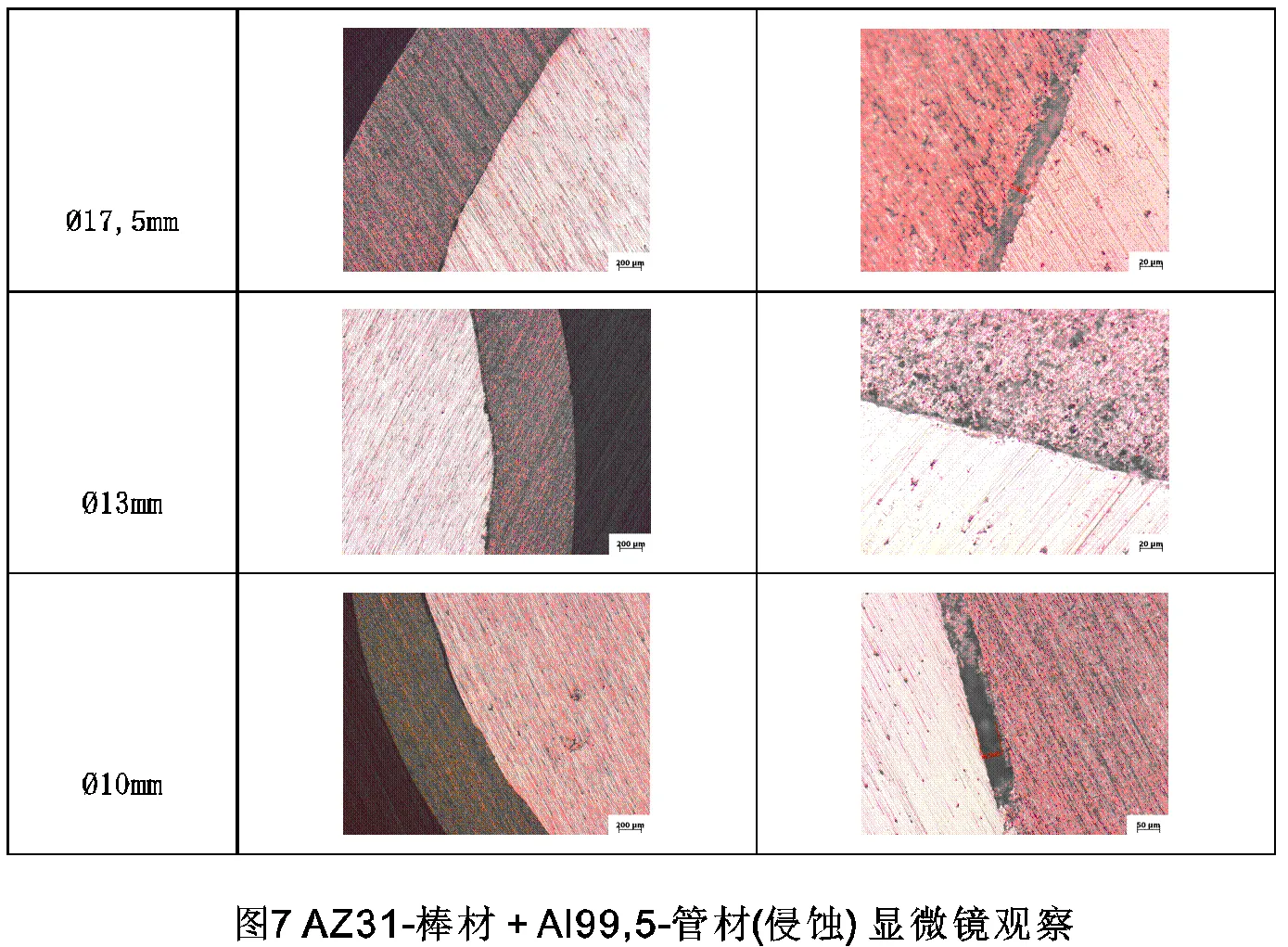
AZ31-镁 + Al99,5-铝(浸蚀);
AZ80-镁 + Al99,5-铝(浸蚀);
ZK60-镁 + Al99,5-铝(浸蚀);
ZK60-镁 + Al99,5-铝(未浸蚀);
3.2 样品填料
样品填料将使用一种自然时效的硬化剂。这种硬化剂的使用比例为:每25g树脂融入3g硬化剂。将样品嵌入这种硬化剂中24小时即可保证试样制作的完成。
实验中发现,样品嵌入硬化剂中产生了很多气泡,这说明棒材镁和管材铝的中间还是有空气,一定程度上说明了铝和镁连接的并不是很好。
3.3 显微镜观察
随后用湿磨机切割出若干小样品并进行显微镜观察。
3.4 实验分析
从显微镜观察的图中可以看到,在冷旋锻之后四种组合的棒材镁和管材铝之间绝大多数都存在较大的缝隙,仅有极少数的有较好的连接。观察其中一组冷锻从外径17.5 mm直接到13 mm的一组样品,发现其中间的缝隙比从17.5 mm至15 mm的要大,说明了较小的变形度会使铝和镁有更好的连接。观察侵蚀组样品和未侵蚀组样品,发现并未有明显差异,表明在如此条件下侵蚀并未对铝和镁的连接有比较明显的影响。
对实验结果进行深入分析,得出了四个主要影响结果的因素。

3.4.1 温度影响
第一次实验保温炉的温度只有300℃,棒材镁有裂开,镁和铝的连接失败,原因是镁在相对较低的温度(300℃)下韧性较低,并且加热时间不长。第二次实验保温炉的温度有400℃,并且加热时间延长至15分钟,肉眼观察铝和镁连接处无裂缝,原因是在较高的温度(400℃)下,金属离子之间的扩散速度会加快并且加热时间的延长,使其扩散的时间更长。
3.4.2 表面处理
实验前对棒材镁和管材铝进行了浸蚀处理,可是试验中并没有起到明显的作用。原因可能是进行表面处理时酒精未把表面清理干净等人员操作的失误。
3.4.3 热延展性差异
因为镁的热延展性要比铝的高10%,所以分析在温度从400℃降至室温时镁的变形要比铝的变形大,使其中间会存在缝隙。
3.4.4 旋锻工艺的不连续性
当工件进给时被4个工具无规则的捶打,当进给速度较快时,即使直径变化很小,铝和镁之间还是会存在较小的间隙。
在样品切削照片中可以看到,在铝和镁的连接层周边有裂缝。分析认为:开始时铝和镁之间会有一个连接层,随着变形的增大,这个连接层的里面,即镁发生裂开,可能是由于冷锻这种非线性的变形而引起了金属内应力的变化。
4 结论与展望
在本实验中,通过冷旋锻和热加工成形,ZK60棒材镁和Al99.5管材铝的连接最好。本次实验条件有限,关于铝镁合金加工还可以通过轧材断面来实现。因为其是连续性的加工方式,并且每一道次的变形度都很大。不仅如此,通过轧材断面可以使铝和镁中间的空气消除干净。因此通过轧材断面的加工方式会使铝和镁的连接更好。
[1] Julia M. Innovative thermomechanische Behandlungen zur Erzielung höchster Schwingfestigkeiten in den Magnesiumknetlegierungen der Legierungssysteme AZ und ZK . 2009.
[2] Kammer, C. (herausgeber) Magnesium-Taschenbuch, Aluminium-Verlag Düsseldorf. 2000.
[3] Dipl.-Ing,Julia Müller. Innovative thermomechanische Behandlungen und mechanische Oberflächenbehandlung zur Erzielung höchster Schwingfestigkeiten in den Magnesiumknetlegierungen der Legierungssysteme AZ und ZK, Clausthal(2009).
TG146
A
1003-4862(2016)05-0041-05
2015-10-09
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
山东冶金(2022年4期)2022-09-14
建材发展导向(2022年12期)2022-08-19
昆钢科技(2021年1期)2021-04-13
军民两用技术与产品(2020年4期)2020-05-16
四川冶金(2019年5期)2019-12-23
橡塑技术与装备(2018年18期)2018-09-22
现代制造技术与装备(2015年4期)2015-12-23
