
铸铝的电解抛光工艺研究
2016-11-04 10:06邓稳周玉肖璐琼徐嘉辉邵志
科技与创新 2016年17期
关键词:铝合金
邓稳++周玉++肖璐琼++徐嘉辉++邵志松


文章编号:2095-6835(2016)17-0112-02
摘 要:根据分析铸铝的硅元素难以被化学和电化学溶解,采用醇胺和氢氟酸电解液体系,一方面,满足电解抛光的黏度要求;另一方面,用氢氟酸溶解硅。通过合理的配方和工艺控制,使氢氟酸对硅的溶解大于对铝的溶解,从而解决含量较高的硅铝合金抛光难的问题,并研究了各添加剂对抛光过程的影响。这是一种有很好的发展前景的环保型抛光技术。
关键词:铝合金;铸铝;氢氟酸;电解抛光
中图分类号:TG166.3 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.17.112
由于铝合金的质量轻,大气中耐腐蚀性好,已经被广泛应用。对于复杂的铝零件,由于整体机械加工成本过高,目前主要采用铸造的方法。铝硅合金压铸件易于成形、工艺简便、生产效率高,可用于各种薄壁零件和较为复杂的精密零件大批量生产,它在五金、家电等领域中的应用也日趋广泛。而含硅量高的铝合金特别适合铸造,硅元素的加入减少了各种铸造缺陷。但是,当铝硅合金抛光时,由于铝溶解或生成氧化物,表面的硅既不溶解,也不发生化学反应,残存的硅形成硅灰。这就是铝硅合金铸造件难于抛光的症结所在。本文针对氢氟酸和单乙醇胺抛光体系的特点研究了硅含量高的铝合金的相关实验参数和添加剂,得出在该体系下良好的抛光工艺,并获得了良好的抛光效果,摆脱了传统的“三酸”体系和无铬抛光方法。
1 试验
用体积分数为80%的单乙醇胺和体积分数为60%的氢氟酸配置槽液,配液温度会急剧上升,要控制好温度,以免使氢氟酸挥发过多。将槽液容器置于冷水槽中,阳极试片的主要被抛面应与阴极面垂直,再通电4~10 min,最后做抛后处理。根据试验分析,综合单因素试验的结果,得到的电解工艺参数如表1所示。
表1 电解工艺参数
工艺参数 单乙醇胺 氢氟酸 硝酸 甘油 pH值 温度 时间
配方一 55% 35% 10% 0 5~7 32~42 ℃ 4~10 min
配方二 45% 30% 0 25% 5~7 32~42 ℃ 3~10 min
1.1 工艺流程
具体的工艺流程是:上挂→化学除油→水洗→酸洗→电解抛光→水洗→浸酸→水洗→吹干→下挂。
1.2 抛光质量评价方法
用目测法评定试样的表面光泽,其标准为:
10级:表面光亮,能看见人的五官。
9级:表面光亮,能看见人的五官,但不够清晰。
8级:表面光亮比较好,模糊。
7级:表面有光泽,略发白。
6级:表面光泽,略有点不明显的斑点。
3~5级:根据试样表面斑点或发黑的程度区分。
2 结果与讨论
2.1 温度和时间对抛光效果的影响
抛光时间取决于铝的纯度、表面状态、抛光温度、阳极电流密度和表面要求的光亮度等因素。抛光时间长,光亮度更高。但是,由于槽液有一定的黏度,在抛光过程中,槽液因为通电而发热升温,时间过长则温度升高快,不利于抛光,因此,可采用短时多次抛光的方法,以达到亮度要求。经过分析可知,温度为35~45 ℃,时间为6 min比较合适。
2.2 电流密度的影响
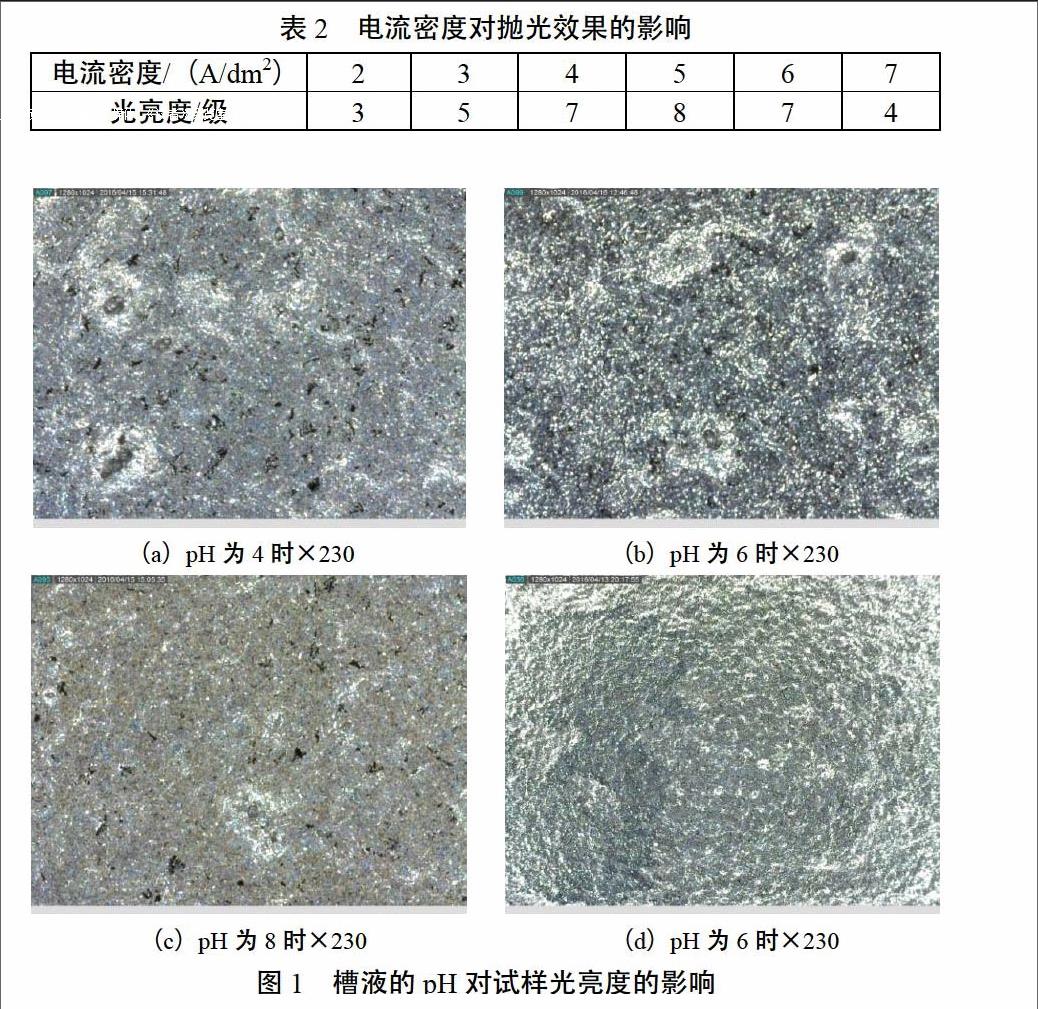
控制抛光的工艺条件为:温度35~45 ℃,时间为6 min,在不同的电流密度下,所得铸铝的抛光效果如表2所示。
通过实验发现,电流密度控制在4~6 A/dm2可得到较好的抛光试样。当电流密度过低时,合金中的铝和槽液的反应速度大于硅的反应速度,试样表面的硅突显出来,没能达到去除硅的效果。于是,其表面呈黑色,无光亮效果。当电流密度过高时,槽液温度迅速上升,温度上升导致槽液的电阻上升,槽液发热越来越严重,抛光时试样表面因过烧而发黑。另外,当电流密度过低时,表面极化作用小,光亮度下降;当电流密度过高时,则易发生过腐蚀现象,形成腐蚀点,影响光亮度。因此,最佳的电流密度为4~6 A/dm2,超过这个范围是铸铝的抛光效果不佳。
2.3 槽液pH对抛光效果的影响
由于铝是两性金属,在槽液的pH值过低或过高的环境中,在化学和电化学的共同作用下,都会使铝的溶解大于硅,试样也容易发白和发黑,如图1(a)和图1(c)所示。当槽液的pH值为6~7时,硅的溶解大于铝的溶解,铝的光亮度体现出来,如图1(b)所示,上光亮区密集,宏观上试样光亮。
2.4 甘油对抛光效果的影响
针对配方二中甘油的量进行试验,结果如表3所示。甘油吸附在阳极表面,有利于促进扩散层的形成,而且还能防止试样的过腐蚀,并且抛光后的表面光亮细致。当甘油的含量比较低时,试样略有光亮,但表面粗糙度差,含量比较高时,槽液的黏度增大,操作难度变大。在此条件下,其含量为25%左右为最佳。
2.5 搅拌对抛光效果的影响
搅拌能防止工件表面过热,使电解温度均匀,提高极限电流的密度和抛光效率,使聚集在铝表面的离子及时扩散到溶液中去,同时,又使新的电解液连续不断地提供到阳极表面。另外,这样做还能除掉附着在试样表面的气泡,避免工件产生麻点,也不会出现“条纹组织”的问题。
3 结论
最佳的抛光工艺为:电流密度控制在4~6 A/dm2,pH值为6~7,温度为30~40 ℃,低速搅拌。采用短时多次抛光的方法达到抛光的要求,能更好地控制槽液的温度。该抛光工艺节约能源,比其他电解抛光对环境的污染小,使用价值更高。
参考文献
[1]薛涛.铝硅合金压铸件电解抛光新工艺[J].材料保护,1998,31(2):33-34.
[2]王均吉.铝-硅合金铸造件抛光及氧化工艺[J].材料保护,1994,27(11):35-36.
[3]胡社军.马氏体不锈钢无铬酐电解抛光液及其工艺研究[J].广东机械学院学报,1994,12(4):13-14.
[4]安成强,郝建军.铝及铝合金非铬电化学抛光工艺的研究[J].当代化工,2002,31(3):140-141.
[5]马晓春,楼程华.锻造铝合金抛光新工艺[J].新技术新工艺·材料与表面处理,2001(5):43-44.
[6]王均吉.铝-硅合金铸造件抛光及氧化工艺[J].材料保护,1994,27(11):35-36.
[7]张允成.电镀手册[M].北京:国防工业出版社,1997.
[8]彭荣华,李国斌,马凇江.铜及其合金化学抛光工艺研究[J].材料保护,2005,38(6):30-32.
〔编辑:白洁〕
猜你喜欢
新材料产业(2021年3期)2021-07-21
科技风(2020年29期)2020-11-10
科学导报(2019年48期)2019-09-25
中国建筑金属结构(2019年4期)2019-05-15
有色金属材料与工程(2018年2期)2018-11-25
名城绘(2018年12期)2018-10-21
有色金属材料与工程(2017年4期)2017-09-18
汽车工程学报(2016年6期)2017-01-11
电子技术与软件工程(2016年20期)2016-12-21
科技视界(2016年12期)2016-05-25
