井口采气树装置中高压仪表安装设计及应用
2016-11-14 07:40冯庆华
天然气与石油 2016年2期
黄 强 冯庆华 杨 田
1.中国石油集团工程设计有限责任公司西南分公司, 四川 成都 610041;2.中国石油西南油气田公司川中油气矿, 四川 遂宁 629000
井口采气树装置中高压仪表安装设计及应用
黄强1冯庆华2杨田1
1.中国石油集团工程设计有限责任公司西南分公司,四川成都610041;2.中国石油西南油气田公司川中油气矿,四川遂宁629000
为了解决井口采气树装置中高压仪表安装设计存在高压接头受到较大扭转力矩作用使圆锥密封面受力不均和螺纹短管弯曲变形的问题,必须弄清井口采气树装置提供的各种螺纹接口与API Spec 6 A《井口装置和采油树设备规范》中对仪表连接接口相关条款的对应关系。API Spec 6 A要求的高压仪表连接采用60°圆锥密封方式,可达到高密封低扭力的效果,使腐蚀介质与承压螺纹无直接接触,有效提高仪表阀在高压、高腐蚀环境中的可靠应用。结合标准规范、现场需求、经验教训、产品制造特点和投资成本,制定了最简单可行的井口采气树装置中高压仪表安装和选型方案,为其他工程设计提供参考,并为井口采气树装置的仪表安装标准化设计奠定了基础。
采气树;API Spec 6 A;UNF;F 250 C;F 562 C
0 前言
近年来,随着石油天然气开发中越来越多的高压、高腐蚀天然气气井的建设,天然气地面工程建设面临井口采气树装置中高压仪表安装的诸多问题:井口采气树装置提供的高压仪表螺纹接口认识不足,高压仪表阀及接头选型方案存在缺陷,部分未遵循API Spec 6 A《井口装置和采油树设备规范》(以下简称API Spec 6 A)中关于高压仪表连接的技术条款,高压压力表和高压压力变送器选型困难等等。本文介绍了井口采气树装置中常见的四种螺纹接口,并结合解读API Spec 6 A中仪表连接的相关技术条款,重新明确了井口采气树装置中各种仪表连接接口的不同应用要求。通过对已建按传统组合方式设计的高压仪表安装应用情况的分析,提出优化的高压仪表安装设计方案,以解决井口采气树装置中高压仪表安装设计方案缺陷及风险问题。
1 井口采气树仪表接口螺纹
地面工程建设中对井口采气树装置的油压和套压的检测,需同时设置就地压力表和压力变送器,井口采气树上为现场仪表安装预留的接口通常为美制一般用途密封管螺纹(NPT)、美国石油学会管线管螺纹(LP)、美制统一螺纹(UN)和米制普通螺纹(M)。
美制一般用途密封管螺纹(NPT)于1840年提出,是应用最广泛的密封管螺纹之一[1]。由于密封管螺纹使用场合(尺寸、材料、配合方式、填料、压力)、加工精度、装配和检测技术等因素的不同,目前的NPT螺纹标准无法保证所有检测合格的螺纹件都能实现密封[2]。
美国石油学会管线管螺纹(LP)与NPT螺纹牙型相似,仍为60°锥管螺纹,只是LP螺纹的牙顶更平,增加了螺纹止口[3]。LP螺纹与NPT螺纹基本上可以互换,但经过几次拆卸后,牙型的微小变化有增加磨损和擦伤的趋势[4]。
美制统一螺纹(UN)于1948年提出,ASME B 1.1《统一英制螺纹(UN和UNR牙型)》(以下简称ASME B 1.1)是最早的国际标准,在世界贸易中UN螺纹标准得到了广泛的应用。UN螺纹标准系列由三个等级螺距系列(粗牙UNC、细牙UNF、超细牙UNEF)和8个等螺距系列(每英寸分别为4、6、8、12、16、20、28和32牙)组成。UN螺纹的各个等级根据公差和裕量来相互区别,1 A级、2 A级和3 A级用于外螺纹,1 B级、2 B级和3 B级用于内螺纹。1 A级和1 B级用于要求有自由公差和裕量能轻松装配、甚至用较浅的螺纹即可装配的场合;2 A级和2 B级是使用最广的通用螺纹等级,包括螺栓、螺钉、螺母及类似的螺纹紧固件;3 A级和3 B级用于装配的严密性和/或螺纹件的精确度都很重要的场合。由于外螺纹的中径公差与内螺纹不同,在螺纹符号中用“A”表示外螺纹,用“B”表示内螺纹[5-13]。
米制普通螺纹(M)是使用最多的一般用途机械紧固件螺纹,对整个机械制造领域有着重大影响。ISO米制普通螺纹采用了统一螺纹的螺纹牙型;在制定ISO米制普通螺纹公差时,也将统一螺纹公差作为重要的参考基准,欧洲国家基本上直接采用ISO米制普通螺纹标准。我国于1963年采用ISO米制普通螺纹标准,第一次修订了中国米制普通螺纹标准[14-17]。
2 API Spec 6 A中仪表接口选用规定
API Spec 6 A中对井口采气树装置的仪表连接口按两类压力等级进行分别规定,并在螺纹和结构形式上作了详细技术要求。
当井口采气树工作压力小于或等于69.0 MPa(10 000 psi)时,仪表连接口螺纹应按标准规定的方法制成内螺纹,且公称尺寸不应小于12 mm(1/2 in)。API Spec 6 A明确给出了API Spec 5 B《套管、油管和管线管螺纹的加工、测量和检验规范》的LP螺纹相关制造规定,同时规定了应采用LP螺纹或NPT螺纹,且内外螺纹尺寸和公差应符合API Spec 5 B或ASME B 1.20.1规范要求[4]。
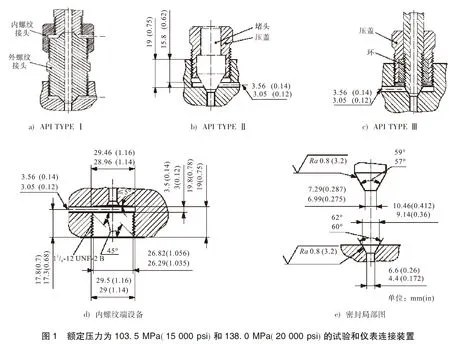
当井口采气树工作压力为103.5 MPa(15 000 psi)和138.0 MPa(20 000 psi)时,仪表连接口用的螺纹应符合AMSE B 1.1的要求,外螺纹为2 A级,内螺纹为2 B级,连接类型和尺寸应符合API Spec 6 A的要求[4],见图1。
针对高压仪表螺纹连接,API Spec 6 A中不仅规定了连接螺纹应采用UN螺纹UNF细牙系列,明确了螺纹尺寸和等级,更重要的是针对不同连接情况定义了3种连接形式(TYPEⅠ、TYPEⅡ和TYPEⅢ),采用60°圆锥线密封的方式,可形成高密封推力和低扭矩力,有效避免高压腐蚀介质对螺纹牙口的破坏。该高压仪表螺纹连接形式同样可应用于工作压力小于或等于69.0 MPa(10 000 psi)的井口采气树上仪表连接。由于高压仪表螺纹连接的特殊结构及应用,本文只对工作压力为103.5 MPa(15 000 psi)和138.0 MPa(20 000 psi)的井口采气树高压仪表安装设计进行阐述。
3 高压仪表安装设计
3.1API TYPE Ⅲ连接结构
API Spec 6 A中提出3种仪表连接方式,API TYPE Ⅲ连接最为常用,其组成部件见图2。
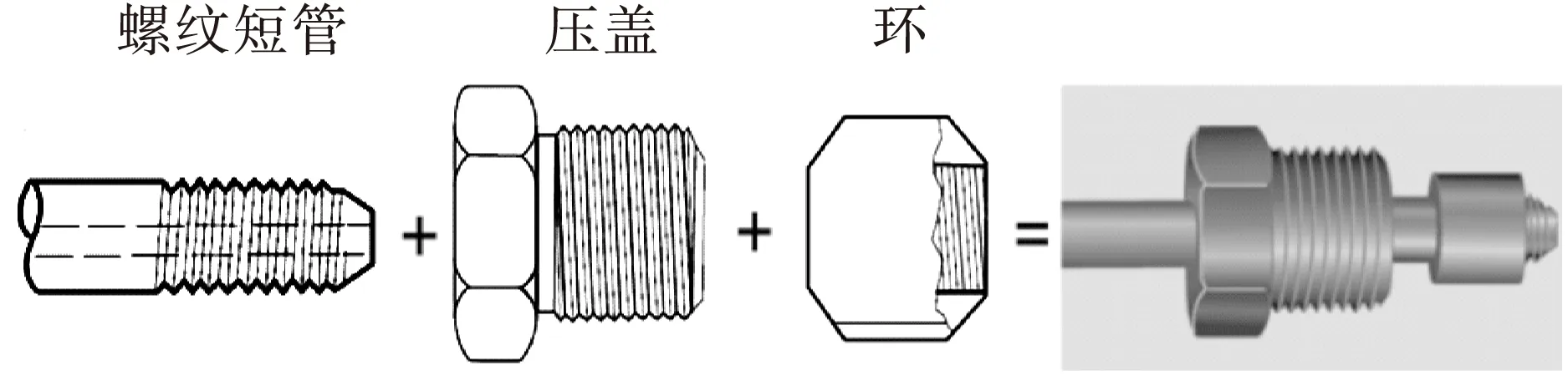
图2 API TYPE Ⅲ连接组成部件
常见的API TYPE Ⅲ连接接头由压盖、螺纹短管和环三部分组成,螺纹短管端面为57°~59°圆锥与阀门内螺纹底部的60°~62°凹形圆锥形成配对金属密封,将腐蚀性介质密封在流道内,不与承压螺纹接触,比常见的NPT螺纹的密封方式有实质性改进。API Spec 6 A中高压仪表连接方式均推荐在内螺纹底部加工直径约3 mm的排气孔,既可用于检查锥形密封性能,又能保护螺纹。在安装API TYPE Ⅲ连接接头时,环嵌套在压盖内部,压盖螺纹旋进力转换为螺纹短管的高密封推力,不会在密封锥面上产生切向受力,最大程度保护密封锥面几何尺寸。
借鉴国外高压阀门制造行业惯例,采用不同的类型代码对圆锥密封和UN螺纹承压的组合结构进行表示,如F 250 C(F为Female(内)、250为1/4″(×1 000)、C为Cone(圆锥))、F 562 C,与API TYPE Ⅲ连接接头配对的内螺纹结构见表1[18]。外螺纹接头同样使用该类型代码,表示与其配合的内螺纹信息,类型代码对应包括了螺纹短管外径、压力等级和详细结构尺寸,但不能区分API Spec 6 A中提出的3类连接方式,实际工程中应附加API TYPE Ⅰ/Ⅱ/Ⅲ进行区分。对比API TYPE Ⅲ连接结构,API TYPE Ⅱ连接接头实际上是一个螺纹堵头;API TYPE Ⅰ连接接头没有压盖和环,不具有方向可调(活接)的功能[19]。
表1高压(HP)连接内螺纹尺寸表(数据仅供参考)
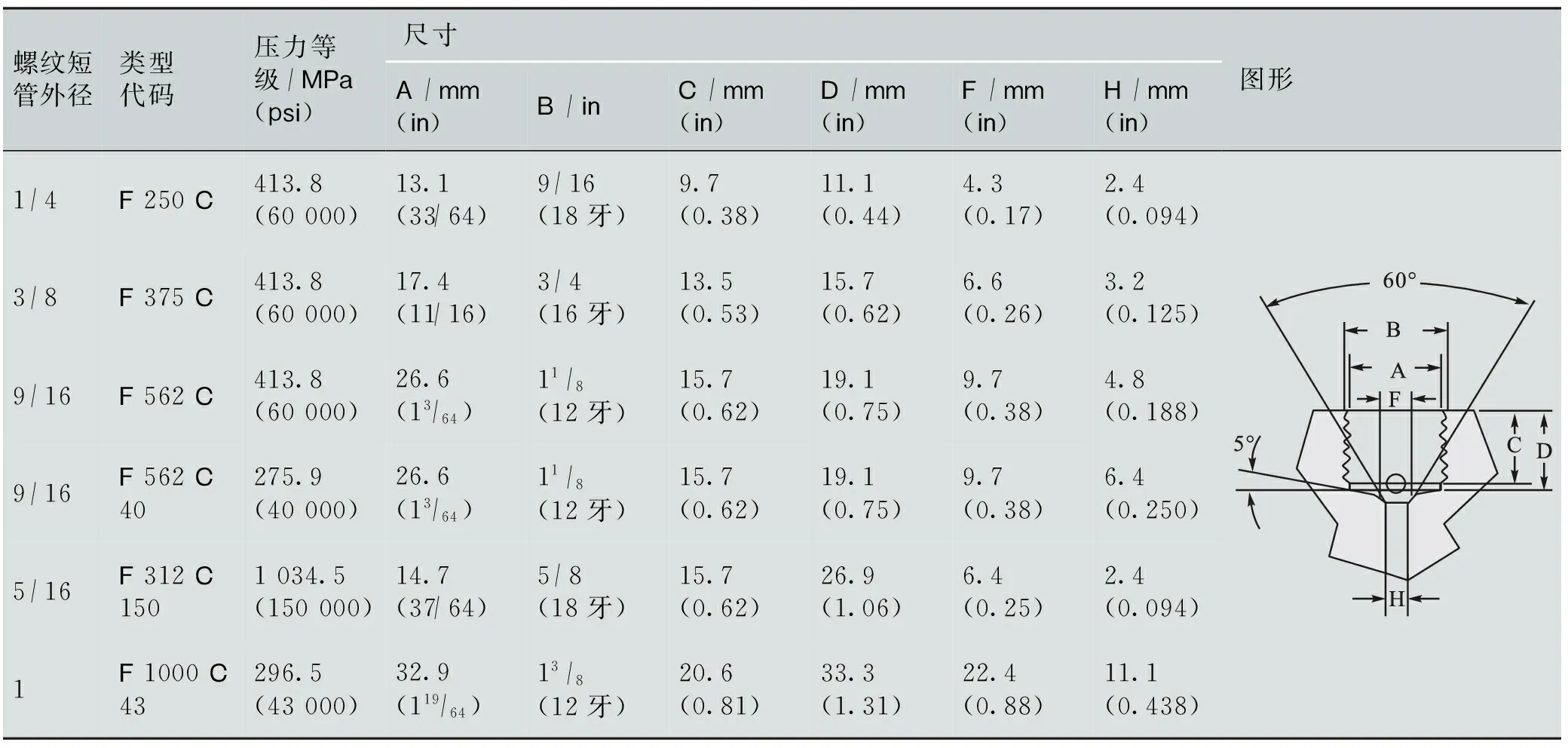
螺纹短管外径类型代码压力等级/MPa(psi)1/4F250C413.8(60000)3/8F375C413.8(60000)9/16F562C413.8(60000)9/16F562C40275.9(40000)5/16F312C1501034.5(150000)1F1000C43296.5(43000)尺寸A/mm(in)B/inC/mm(in)D/mm(in)F/mm(in)H/mm(in)13.1(33/64)9/16(18牙)9.7(0.38)11.1(0.44)4.3(0.17)2.4(0.094)17.4(11/16)3/4(16牙)13.5(0.53)15.7(0.62)6.6(0.26)3.2(0.125)26.6(13/64)11/8(12牙)15.7(0.62)19.1(0.75)9.7(0.38)4.8(0.188)26.6(13/64)11/8(12牙)15.7(0.62)19.1(0.75)9.7(0.38)6.4(0.250)14.7(37/64)5/8(18牙)15.7(0.62)26.9(1.06)6.4(0.25)2.4(0.094)32.9(119/64)13/8(12牙)20.6(0.81)33.3(1.31)22.4(0.88)11.1(0.438)图形
尽管实际应用中常用的外螺纹接头为F 250 C和F 562 C,压力等级可达413.8 MPa(60 000 psi),但配套的仪表阀承压等级应根据井口采气树装置的承压等级进行选择,如选用103.5 MPa(15 000 psi)或138.0 MPa(20 000 psi)的仪表阀。
工程应用中对高压仪表阀和接头的表示方法推荐由螺纹短管外径、类型代码、API类型、压力等级和材质组成,仪表阀表示为:高压截止阀9/16 HP(F 562 C)138.0 MPa(20 000 psi)316 L;接头表示为:高压外螺纹接头9/16 HP(F 562 C,API TYPE Ⅲ)413.8 MPa(60 000 psi)316 L。
3.2传统仪表组合安装方式
根据石油天然气开采的工艺需求,对井口采气树装置的油压和套压进行就地和远传压力检测,井口仪表的传统安装方式通常采用标准仪表阀门、三通件和螺纹接头进行组合安装,传统仪表组合安装图见图3。
井口采气树装置套压检测的现场组合安装见图4。
根据现场组合安装情况,总结出几点不足之处:中间环节较多,增加泄漏风险;安装形式分散,总重量大,扭矩偏大,影响圆锥密封性能;高压外螺纹接头1/4 HP(F 250 C,API TYPE Ⅲ)的螺纹短管外径为Φ 6.35 mm,内径为Φ 2.11 mm,强度偏低,现场出现弯曲迹象。
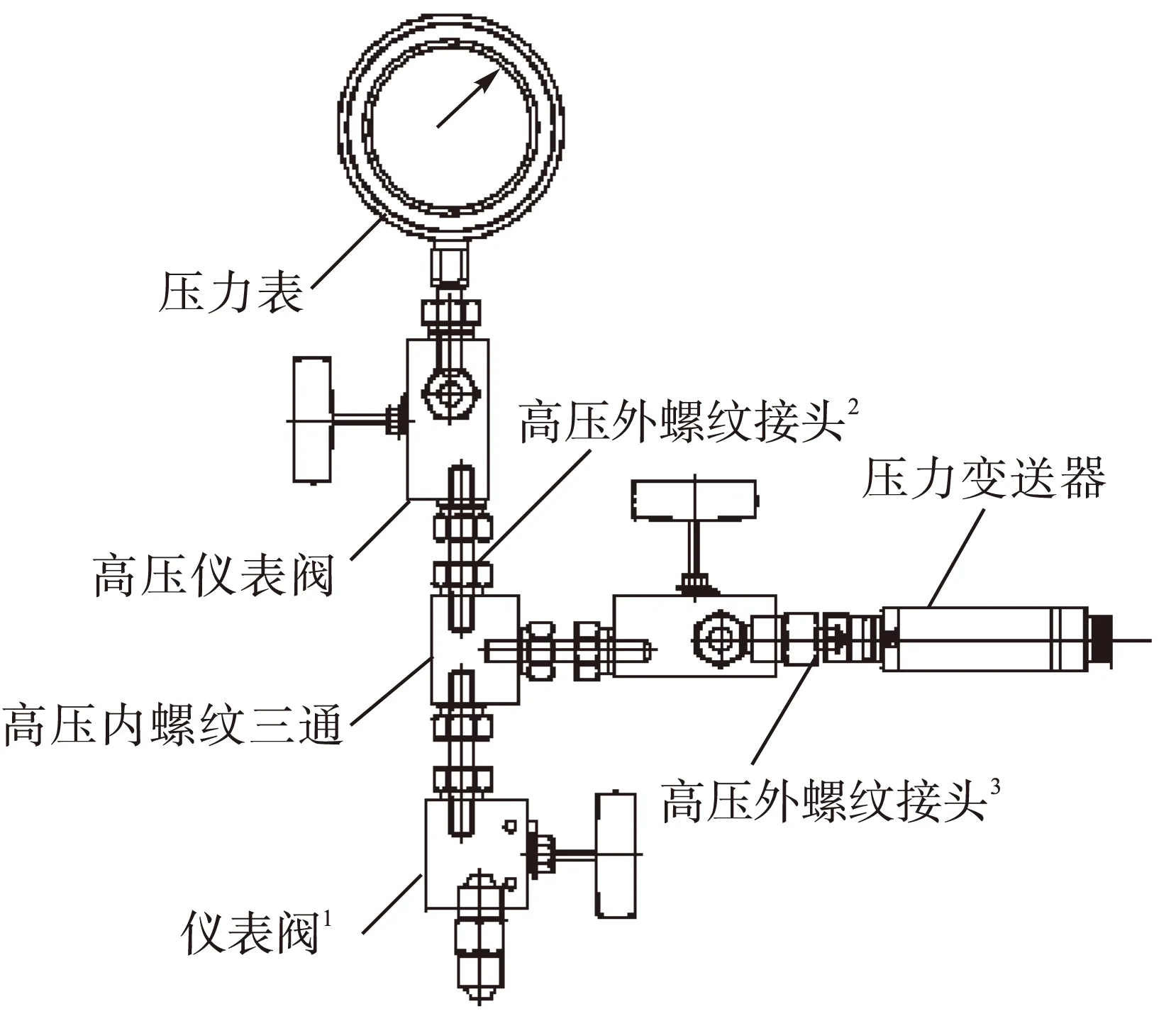
注:1.由井口采气树装置成套提供;2.规格为9/16 HP(F 562 C,API TYPE Ⅲ);3.规格为1/4 HP(F 250 C,API TYPE Ⅲ)。图3 传统仪表组合安装图
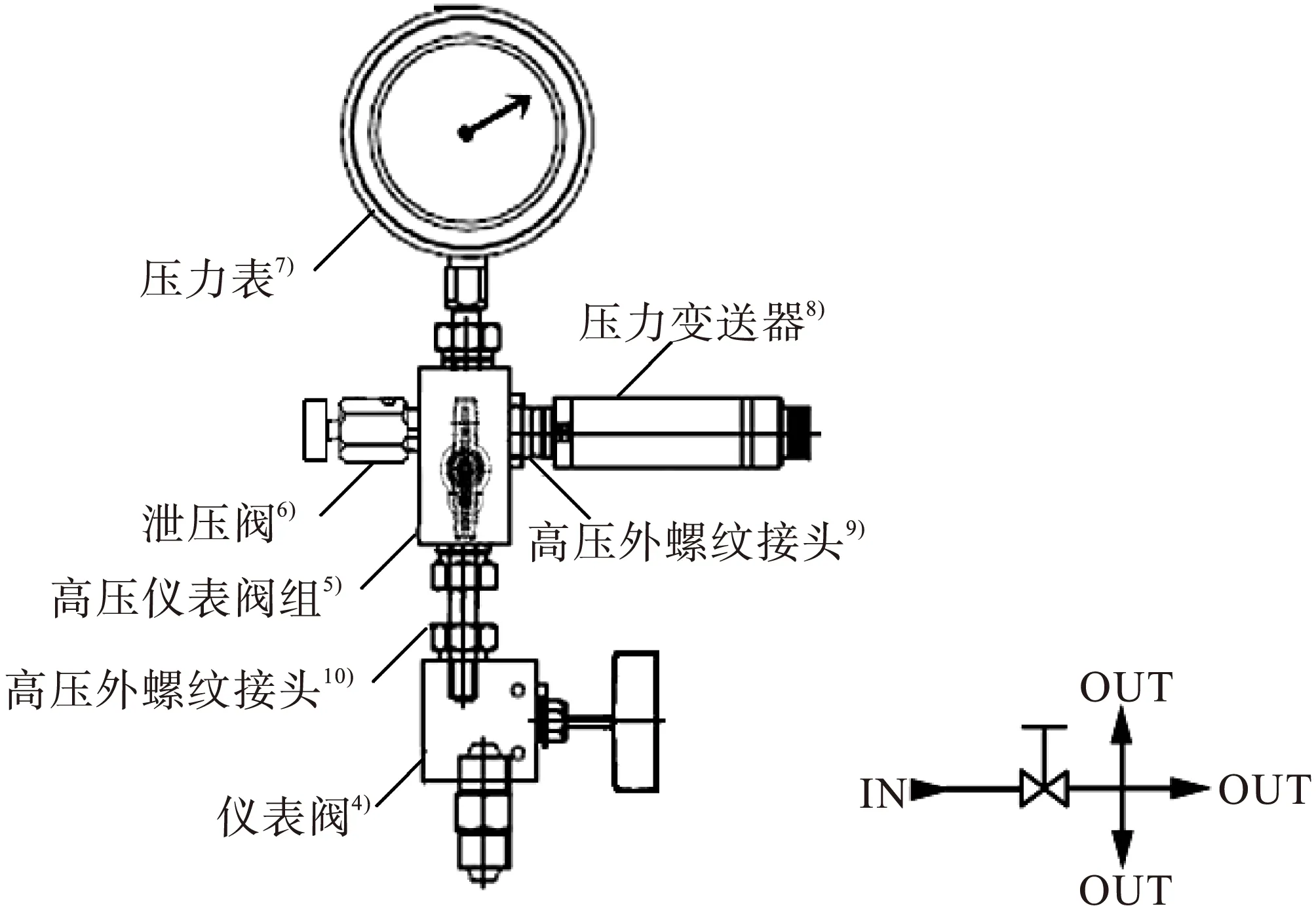
图4 现场组合安装图
3.3优化仪表组合安装方式
根据传统仪表组合安装方式存在的不足,综合考虑安装紧凑、重量最小、风险降低和操作可行等因素,推荐采用简化后的高压仪表阀组[20]和泄压阀组合使用的方式。优化仪表组合安装图见图5。
优化仪表组合安装方式的若干改进及建议:
1)由于现场安装保留了井口采气树装置自带的仪表阀门,故组合安装后仍保持了双阀关断的高要求。
2)优化后阀组安装紧凑、重量和扭矩都降至最小,有效避免了由于较大扭力对圆锥线密封的不良影响。
3)API Spec 6 A中推荐的螺纹排气孔建议保留,作为密封泄漏检查孔。
4)尽管螺纹排气孔可作为泄压孔使用,但由于现场操作人员松开压盖时,排放速率难以把控,存在高压气体伤害风险,建议配套采用独立泄压阀(图5)。对于保温伴热的阀门需将泄压阀排气口用Tube管引出。
5)泄压阀与高压仪表阀组接口采用F 562 C接口,可根据现场安装需求灵活调整泄压阀。
6)对于压力表和压力变送器分别独立关断的需求,若采用双主阀+双泄压阀的方式,阀体重量过大,对螺纹连接密封影响较大,无法达到优化安装目的;建议每只仪表阀组配套提供1个9/16 HP(F 562 C,API TYPE Ⅱ)堵头,在压力表或压力变送器进行拆除或校验时用堵头进行临时盲堵,不影响另外仪表正常工作。
4 结论
通过设计方案分析及优化,可以清楚地看出,优化后的安装方式既满足了现场生产需求,又避免了传统安装方式存在的风险。
1)由于API Spec 6 A中提出的高压螺纹连接的先进性,可以在其他高压、高腐蚀或振动环境中进行推广应用。
2)即使井口采气树装置自带仪表阀螺纹形式多样,只需通过外螺纹接头即可转换为F 562 C标准接口,假如预留接口为1/2″NPT(F),则外螺纹接头为1/2″NPT(M)-9/16 HP(F 562 C,API TYPE Ⅰ),可保证阀门规格简单统一,现场安装适应性强,备品备件单一。
3)高压压力表选型除采用9/16 HP(F 562 C,API TYPE Ⅲ)接口外,还应根据安装需要,灵活选用径向型或轴向型。
4)高压压力变送器接口通常为F 250 C,但1/4 HP(F 250 C,API TYPE Ⅲ)外螺纹接头强度不足,应采用1/4 HP(F 250 C,API TYPE Ⅰ)外螺纹接头。
5)满足功能要求前提下,简化安装,达到降低风险和节约投资的目的。
6)现场紧固安装时应按制造商的相关要求进行操作,应采用力矩扳手,避免对密封面的损坏。
[1] The American Society of Mechanical Engineers. Pipe Threads, General Purpose (Inch): ASME B 1.20.1-2013 [S]. New York: The American Society of Mechanical Engineers, 2013: 1-4.
[2] 李晓斌,邱城,徐阿玲,等.公制、美制和英制螺纹标准手册[M].3版.北京:中国标准出版社,2009:2-3,142-143,668-669.
Li Xiaobin, Qiu Cheng, Xu Aling, et al. Metric, ANSI and BS Threads Standards Manual [M]. 3rd ed. Beijing: Standards Press of China, 2009. 2-3, 142-143, 668-669.
[3] The American Petroleum Institute. Specification for Threading, Gauging and Thread Inspection of Casing, Tubing, and Line Pipe Threads: API Specification 5 B Fifteenth Edition [S]. Washington D C: The American Petroleum Institute, 2008: 1-2.
[4] The American Petroleum Institute. Specification for Wellhead and Christmas Tree Equipment: API Specification 6 A Twentieth Edition [S]. Washington: The American Petroleum Institute, 2011: 29, 151-156, 201-202.
[5] The American Society of Mechanical Engineers. Unified Inch Screw Threads (UN and UNR Thread Form): ASME B 1. 1-2003 [S]. New York: The American Society of Mechanical Engineers, 2004: 1-64.
[6] 全国螺纹标准化技术委员会(SAC/TC 108).统一螺纹 牙型:GB/T 20669-2006[S].北京:中国标准出版社,2006:1-4.
National Technical Committee on Screw Threads Standardization (SAC/TC 108). Unified Screw Threads—Profiles: GB/T 20669-2006 [S]. Beijing: Standards Press of China, 2006: 1-4.
[7] 全国螺纹标准化技术委员会(SAC/TC 108).统一螺纹 基本尺寸:GB/T 20668-2006[S].北京:中国标准出版社,2006:1-13.
National Technical Committee on Screw Threads Standardization (SAC/TC 108). Unified Screw Threads—Basic Dimensions: GB/T 20668-2006 [S]. Beijing: Standards Press of China, 2006: 1-13.
[8] 全国螺纹标准化技术委员会(SAC/TC 108).统一螺纹 直径与牙数系列:GB/T 20670-2006[S].北京:中国标准出版社,2006:1-4.
National Technical Committee on Screw Threads Standardization (SAC/TC 108). Unified Screw Threads—General Plan: GB/T 20670-2006 [S]. Beijing: Standards Press of China, 2006: 1-4.
[9] 全国螺纹标准化技术委员会(SAC/TC 108).统一螺纹 公差:GB/T 20666-2006[S].北京:中国标准出版社,2006:1-18.
National Technical Committee on Screw Threads Standardization (SAC/TC 108). Unified Screw Threads—Tolerances: GB/T 20666-2006 [S]. Beijing: Standards Press of China, 2006: 1-18.
[10] 全国螺纹标准化技术委员会(SAC/TC 108).统一螺纹 极限尺寸:GB/T 20667-2006[S].北京:中国标准出版社,2006:1-8.
National Technical Committee on Screw Threads Standardization (SAC/TC 108). Unified Screw Threads—Limits of Sizes: GB/T 20667-2006 [S]. Beijing: Standards Press of China, 2006: 1-8.
[11] The American Society of Mechanical Engineers. Gages and Gaging for Unified Inch Screw Threads: ASME B 1. 2-1983 [S]. New York: The American Society of Mechanical Engineers, 1984: 1-11.
[12] The American Society of Mechanical Engineers. Screw Thread Gaging Systems for Acceptability: Inch and Metric Screw Threads (UN, UNR, UNJ, M, and MJ): ASME B 1. 3-2007 [S]. New York: The American Society of Mechanical Engineers, 2007: 1-3.
[13] The American Society of Mechanical Engineers. Screw Threads: Standard Practice for Calculating and Rounding Dimensions: ASME B 1. 30-2002 [S]. New York: The American Society of Mechanical Engineers, 2003: 1-3.
[14] International Organization for Standardization. ISO General Purpose Metric Screw Threads—Basic Profile Part 1: Metric Screw Threads: ISO 68-1: 1998 [S]. Switzerland:International Organization for Standardization, 1998: 1-3.
[15] International Organization for Standardization. ISO General Purpose Metric Screw Threads—General Plan: ISO 261: 1998 [S]. Switzerland: International Organization for Standardization, 1998: 1-4.
[16] International Organization for Standardization. ISO General Purpose Metric Screw Threads—Basic Dimensions: ISO 724: 2010 [S]. Switzerland: International Organization for Standardization, 2010: 1-6.
[17] International Organization for Standardization. ISO General Purpose Metric Screw Threads—Tolerances Part 1: Principles and Basic Data: ISO 965-1: 2013 [S]. Switzerland: International Organization for Standardization, 2013: 2-9.
[18] Autoclave Engineers Fluid Components Division of Snap-tite, Inc. Fittings, Tubing & Nipples—High Pressure [Z]. Pennsylvania: Autoclave Engineers Fluid Components Division of Snap-tite, Inc., 2011.
[19] Autoclave Engineers Fluid Components Division of Snap-tite, Inc. Adapters/Couplings [Z]. Pennsylvania:Autoclave Engineers Fluid Components Division of Snap-tite, Inc., 2011.
[20] Autoclave Engineers Fluid Components Division of Snap-tite, Inc.Sour Service Products [Z]. Pennsylvania:Autoclave Engineers Fluid Components Division of Snap-tite, Inc., 2011.
2016-01-20
中国石油天然气集团公司安岳气田磨溪区块龙王庙组气藏60×108m3/a开发地面工程(S 2013-015 E)
黄强(1985-),男,四川内江人,助理工程师,学士,主要从事天然气自动化设计方面工作。
10.3969/j.issn.1006-5539.2016.02.018
猜你喜欢
中国金属通报(2021年13期)2021-11-12
制造技术与机床(2019年8期)2019-09-03
哈尔滨理工大学学报(2019年2期)2019-06-03
哈尔滨理工大学学报(2019年1期)2019-04-20
山东工业技术(2018年10期)2018-06-26
制造技术与机床(2017年11期)2017-12-18
船海工程(2015年4期)2016-01-05
中国新技术新产品(2015年17期)2015-12-23
思维与智慧·下半月(2015年11期)2015-11-24
中国新技术新产品(2015年19期)2015-09-02