
基于PLC的自动切蛋糕机的控制方案
2016-11-24 15:25李娟
考试周刊 2016年88期
关键词:控制系统
李娟
摘 要: 本文根据自动切蛋糕机控制系统的要求对系统硬件组成进行了精心选配,设计了自动切蛋糕机的整体控制方案。设计了简单直观的操作界面,直观易操作;根据系统手动控制、自动控制和操作需要设计了实际的操作系统,在完成设计后对系统进行了调试,通过反复调试,制定了准确的程序。从系统运行情况判断,该系统控制灵活、运行稳定,切割位置精确,质量好,完全满足自动化生产的要求,同时大大缩短了加工切割的时间,提高了生产效率。
关键词: 自动切蛋糕机 PLC 控制系统
本文设计的自动切蛋糕机要求能够快速地将各种不同的圆形食品和方形食品分成大小和重量相同的若干等份,主要研究自动切蛋糕机的控制方案,重点介绍自动切蛋糕机的工作流程和控制程序的设计。
一、自动切蛋糕机的控制系统的设计
自动切蛋糕机的控制系统的硬件组成主要包括可编程控制器(PLC)、驱动机构运动的步进电机、触摸屏、变频器等。硬件设计工作量较大,过程较复杂。
硬件的设计:
1.PLC的配置
可编程控制器主要由CPU、存储器、基本I/O接口电路、外设接口、编程装置、电源等组成。PLC的工作原理是采用循环扫描的工作方式,在PLC中用户程序按先后顺序存放,CPU从第一条指令开始执行程序,直到遇到结束符后又返回第一条,如此周而复始不断循环。
在设计自动切蛋糕机的控制方案过程中,选择了台达DVP32ES00R2型号的PLC作为控制系统。
2.步进电机的选用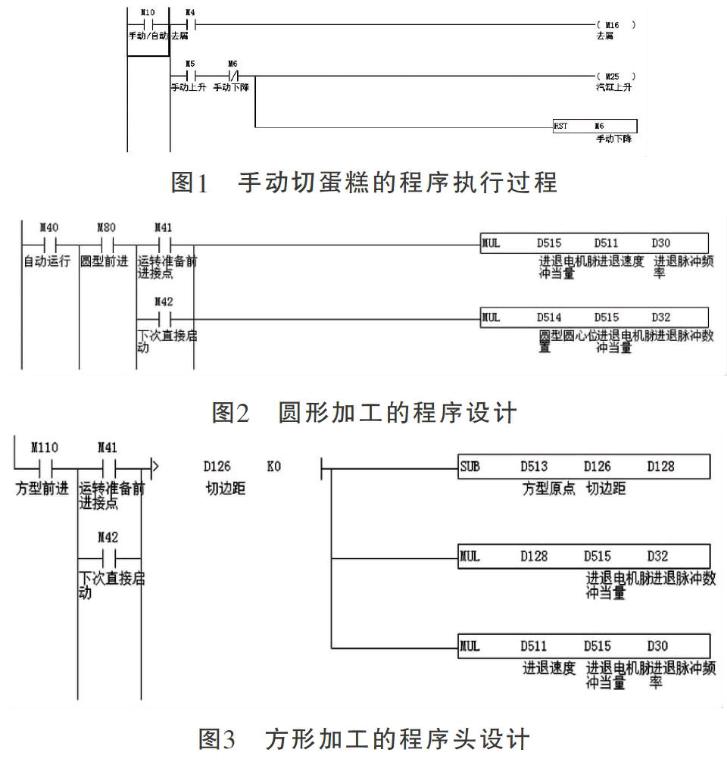
步进电机是一种作为控制用的特种电机,它的旋转是以固定的角度一步一步运行的,其特点是没有积累误差。这次设计中选用型号为85BYGH250A-2的二相混合式步进电机。
3.触摸屏的选用
触摸屏是一种可接收触头等输入讯号的感应式液晶显示装置,当接触了屏幕上的图形按钮时,屏幕上的触觉反馈系统可根据预先编程的程式驱动各种联结装置,可用以取代机械式的按钮面板,并借由液晶显示画面制造出生动的影音效果。这次设计中选用电阻式触摸屏,型号为台达的DOP-A57BSTD,屏幕尺寸为5.7寸。
4.变频器的选用
变频器是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置。选用的变频器为欧瑞传动F1000-G系列的变频器。
5.气缸的选用
气压传动中将压缩气体的压力能转换为机械能的气动执行元件。本设计中采用单作用的气缸。
二、自动切蛋糕机的控制方案
在系统首页选择切割模式,若要切圆形蛋糕则触摸圆形图标,则进入圆形选段;若要切割方形蛋糕则触摸方形图标,则进入方形选段页面。两个页面相互独立,操作按钮相互独立。
在选段页面可直接选择切割的数量进入设定页面,也可进入设定页面后再修改切割的数量,或选上一页进入首页重新选择切割模式。
圆形切割设定页面要能实现2片到20片偶数片的切割,并要能实现返回上页的要求。
方形切割设定页面要能实现2×2、4×4、5×5、6×6、7×7、8×8、9×9、10×10、11×11、12×12(单位:分割数)的切割,并要能实现返回上页的要求。
通过对自动切蛋糕机的操作系统的设计要能达到设定好切割的数量和切割尺寸,并能达到按下外部运转准备按钮,设备工作台面要求能自动寻找原点;按下自动启动按钮后,系统能自动运行,开始切割;切割时若要加热刀片,则点击画面加热图标即可实现。点击加热后会显示加热中和加热正常或加热不正常,不需要加热时则点击加热中图标即可。修改刀速度可改变切刀抖动频率;修改切刀停止时间可改变切刀在最低点的切割时间。
三、自动切蛋糕机的PLC梯形图程序的设计
1.电气符号及I/O点地址分配表的制定
旋转速度D510进退速度D511去屑时间D512方型原点位置D513圆形圆心位置D514手动切刀速度D51方型脉冲当量D515圆形脉冲当量D516加热M0前进M1后退M2旋转M3去屑M4上升M5下降M6切刀M7切刀M7测试M8定位X1防滑X2入料异X3切刀异X4旋转异X5上限位X6运转准备X10自动启动X11加热检测X13加热指示D52当前位置D520错误显示D50旋转电机脉冲Y1进退电机方向Y3进退脱机Y14加热指示D52去屑汽缸Y10下降汽缸Y11加热Y12变频器OP2Y4变频器OP3Y5变频器OP4Y6旋转脱机Y15方型发送接点M11
2.梯形图的设计
自动蛋糕机的控制系统要求具有自动加工、手动加工、故障报警等控制功能,综合这些功能进行程序设计。系统的PLC梯形图是根据系统的控制流程,以及手动操作和自动操作控制来编写的,同时系统要和触摸屏连接,编写的梯形图都做了相应的处理。
结合整个切蛋糕机的工作要求,在进入操作系统后要求能实现以下几个动作:自动、手动和报警。其中在自动操作的过程中又分为圆形加工和方形加工。
3.手动切蛋糕的程序设计
在程序的设计过程中考虑切刀的加热温度,直接影响到切割的精度,由驱动器来驱动对应的电机工作,以此实现气缸的上升和下降,前进和后退。手动切蛋糕的动作执行程序如图1所示。
4.圆形加工的控制流程图设计
结合圆形加工的特点,根据流程图的要求,圆形加工的开头程序设计如图2所示。
5.方形加工的控制流程图
结合方形加工的特点,根据流程图的要求,方型加工的开头程序设计如图3所示。
四、自动切蛋糕机控制系统的调试
PLC程序在编写完成之后,按照程序的模块式结构,对每个功能模块进行编译,找出程序在逻辑和算法上的错误,使得每个功能模块都达到0警告,0错误的标准。PLC程序在检查完毕后进行编译,无错误和警告。
PLC程序的调试实际为模拟调试过程,在此之前首先对PLC外部接线做仔细检查,这一环节很重要。外部接线保证准确无误。用事先编好的试验程序对外部接线做扫描通电检查查找接线故障。为了安全考虑,将主电路断开。当确认接线无误后再连接主电路,将模拟调试好的程序送入用户存储器进行调试,直到各部分的功能都正常,并能协调一致地完成整体的控制功能为止。
将设计好的程序写入PLC后,首先逐条仔细检查,并改正写入时出现的错误。用户程序一般先在实验室模拟调试,实际的输入信号可以用按钮来模拟,各输出量的通/断状态用PLC上有关的发光二极管来显示,一般不用接PLC实际的负载。在适当的时候用开关或按钮模拟实际的反馈信号,如限位开关触点的接通和断开。在调试时应充分考虑各种可能的情况,对系统各种不同的工作方式、有选择序列的功能表图中的每一条支路、各种可能的进展路线,都逐一检查。
自动切蛋糕机的研制和开发使用使得糕点行业更快走向了自动化,将糕点的产量得到了很大的提高,节约了人工的投入,提高了生产效率,增加了经济效益。在本控制系统的设计过程中主要完成以下工作:自动切蛋糕机的控制方案的制订,选择了PLC、变频器、显示屏等;设计了自动切蛋糕机的工作过程;设计了PLC梯形图;设计了该系统的操作界面;对自动切蛋糕机的控制系统进行了模拟的调试,该控制系统满足了使用要求,工作中系统稳定,控制准确。
参考文献:
[1]李亦武,等.蛋糕的质量评价与常见生产问题分析,食品科学,2000.11.
[2]聊常初主编.PLC基础及应用.机械工业出版社,2008.4.
[3]张万忠.可编程控制器应用技术[M].北京:化学工业出版社,2010.
[4]赵金荣,叶真主编.可编程序控制器原理及应用.上海应用技术学院,2003.
[5]郁汉琪.可编程控制器原理及应用[M].北京:中国电力出版社,2004.
猜你喜欢
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2015年25期)2015-09-01
