M310核电机组主管道安装工期分析及优化
2016-12-03 02:16刘霞光周林军杨昊林
山西建筑 2016年11期
刘霞光 周林军 杨昊林
(中国核电工程有限公司,北京 100822)
M310核电机组主管道安装工期分析及优化
刘霞光 周林军 杨昊林
(中国核电工程有限公司,北京 100822)
以方家山核电站M310核电机组主管道安装为例,介绍了主管道焊接安装的方案,对主管道焊接工期进行了评估,分析了影响主管道焊接作业的主要因素,提出了焊接施工的注意事项以及工期优化措施。
核电站,主管道,焊接,工期
1 概述
方家山核电站是M310核电机组,主回路的安装是工程建设中的关键路径,主要安装工作包括主设备(1台压力容器,3台蒸发器,3台泵壳,1台稳压器)的安装就位,主管道的焊接,主泵电机与水力部件的安装,堆内构件的安装,堆顶装置的安装等,中间穿插土建钢结构的施工。其中,主管道焊接计划工期105 d,施工难道大,焊接质量和精度要求高,主管道焊接完成,也是后续主泵、堆内构件安装的先决条件。
2 主管道焊接方案及工期评估
方家山项目主管道焊接采用的是纯氩保护窄间隙自动焊工程技术,与传统手工焊相比,该技术的应用可以使单台机组主管道焊接的时间缩短,并且能够保证焊接质量的稳定。
每个环路主管道共8道焊口,分别为热段两道焊口(C1,C4),冷段两道焊口(F1,F4),过渡段四道焊口(U1,U2,U4,U6)。
根据施工方案,8道焊口的施工顺序如下:
1)主管道冷段和热段的焊接。
在三个环路主设备全部可用后,先焊接冷、热段焊口F4,C4到焊缝15 mm以上,当F1,C1具备组对条件时,停止F4,C4的焊接,开始F1,C1的焊接;当F1,C1焊到F4,C4相同厚度时,4道焊口可以同时焊接,直至100%厚度。
2)主管道过渡段的焊接。
过渡段U1焊口在蒸发器就位可用后即可焊接,所以不占主线工期。待冷、热段及过渡段U1焊口焊完后,根据现场测量数据对过渡段调整焊口(U2,U4)进行管段余量切割和坡口加工。坡口加工完成后,先焊接U4焊口至焊缝15 mm以上,当U2,U6焊口具备组对条件时,停止U4的焊接,开始U2,U6的焊接;当U2,U6焊到U4相同厚度时,3道焊口可以同时焊接,直至100%厚度。
主管道自动焊所使用的焊丝为φ0.8和φ1.0两种,φ0.8的焊丝是在焊口根部打底时使用(打底3 mm厚),焊缝的填充和盖面使用φ1.0的焊丝。在这里分析每道焊缝焊接的工期时,可以忽略φ0.8打底的焊接厚度和时间。根据方家山1号机组、2号机组的实际施工情况,在正常施工状态下,焊接速度可以达到每天5层~6层,使用φ1.0的焊丝每层焊接厚度约0.9 mm~1.0 mm,则每天大约可以焊5 mm。
主管道各管段焊口焊接所需理论工期见表1。
根据前面所述的各焊口之间的焊接顺序及焊接速度,每道焊口焊接到15 mm厚度需3 d时间,则可以得出冷、热段焊接完成所需的理想工期约25 d,过渡段焊接完成所需的理想工期约24 d(U1不占主线工期)。
在主管道的冷、热段焊接完成后,要先安装房间上部钢平台,工期约15 d,然后根据现场测量数据对过渡段调整焊口(U2,U4)进行管段余量切割和坡口加工,工期约15 d。
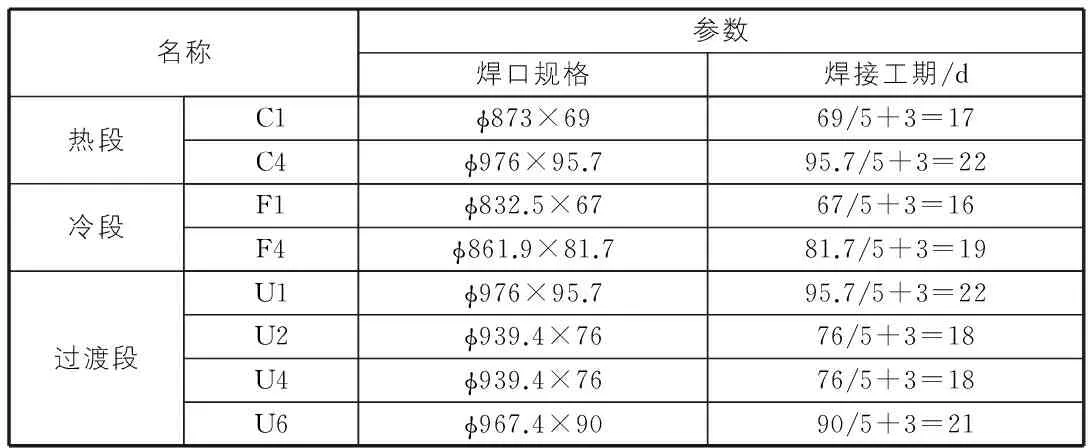
表1 主管道各管段焊口焊接所需理论工期
综合上述主管道焊接过程中各个环节的工期,以及考虑各个环节必要的准备时间(如焊口组对、点固,脚手架搭设与拆除等,共按15 d计),可以得出每个环路的主管道全部焊完需要的理论工期为94 d。
所以,每个环路主管道焊接工期按照105 d计划是合理的,并且有11 d的调整裕量。
3 主管道焊接过程中的主要影响因素
在实际施工过程中,若要能够按照计划的合理工期完成作业,除了足够的资源投入,还需要对各个环节进行有效的组织和管理。
三个环路主管道的焊接实际工期分别为:135 d,173 d,130 d,均超出计划工期。造成实际工期突破计划工期,主要有以下几方面原因:
首先,在主管道焊接初期,现场仅4台自动焊机,资源的投入并不满足现场施工的需求。后续在8月17日增加2台焊机、8月27日增加2台焊机、9月5日增加1台焊机,对施工影响将近1个月,且在焊接期间,前后发生3台焊机故障,对施工也造成了不利的影响。
其次,三个环路过渡段调整段的测量和坡口加工分别为15 d,13 d,11 d,符合预期。但是三个环路的冷热段焊完距离过渡段焊接开始分别为60 d,50 d,52 d,超出预期,主要原因在于过渡段主管道调整组对需要借助主泵间上部钢平台作为支吊架,而实际施工过程中,上部钢平台未能及时安装,影响了过渡段的调整组对以及后续的焊接工作。
总体来看,在三个环路24道焊口中,实际焊接工期在25 d以内的有8道焊口,工期在35 d以内的有13道焊口,这也证明,在不受外界因素影响的情况下,每道焊口焊完所需的时间是符合预期的。其他焊口由于在焊接过程中出现不符合项、焊机故障等因素,焊接时间超出预期。
4 结语
根据方家山1号机组主管道的实际焊接情况进行分析,得出以下结论及需要关注的几点问题:1)每个环路的主管道焊接工期按105 d安排是合理的,并有11 d的调整裕量,通过有力的组织和管理,每个环路主管道在3个月之内焊完是可能的;2)正常情况下,三个环路之间的施工各间隔0.5个月,在主管道焊接高峰期,即有两个环路冷热段8道焊口同时焊接,应至少准备9台焊机,其中1台备用,在有焊机出现故障时能及时替代;3)注重自动焊机的维护工作,保证在焊机出现故障时能够及时维修;4)在主管道冷、热段焊接完成后,应及时组织土建单位安装房间上部钢平台,以保证后续过渡段的施工。
[1] 卜士江.方家山核电工程核岛二级进度计划(执行版B版CFC)[Z].
[2] 廖佳明.方家山项目1机组EM2专项计划(A版CFC)[Z].
[3] 吴鹏宇.主管道现场焊接施工方案(B版CFC)[Z].
Analysis and optimization of major pipeline installation duration of M310 nuclear power unit
Liu Xiaguang Zhou Linjun Yang Haolin
(ChinaNuclearPowerEngineeringCo.,Ltd,Beijing100822,China)
Taking major pipeline installation of Fangjiashan nuclear power station M310 nuclear power unit as an example, the paper introduces the major pipeline welding installation scheme, evaluates the major pipeline welding duration, analyzes major factors influencing major pipeline welding, and finally puts forward welding matters and construction duration optimizing measures.
nuclear power station, major pipeline, welding, construction duration
1009-6825(2016)11-0111-02
2016-01-23
刘霞光(1984- ),男,硕士,工程师
TU758
A
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
中国核电(2021年3期)2021-08-13
全面腐蚀控制(2020年3期)2020-02-27
科技风(2018年9期)2018-05-14
石油化工建设(2018年6期)2018-04-22
小品文选刊(2017年24期)2017-12-01
国家图书馆学刊(2016年1期)2016-03-18
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18