热丝在窄间隙焊接中的研究现状
2016-12-18 05:21李海龙王智慧李艳家侯静伟
焊管 2016年7期
李海龙,王智慧,邹 捷,李艳家,侯静伟
(上海蓝滨石化设备有限责任公司,上海市201518)
热丝在窄间隙焊接中的研究现状
李海龙,王智慧,邹 捷,李艳家,侯静伟
(上海蓝滨石化设备有限责任公司,上海市201518)
窄间隙焊接技术具有焊缝金属填充量少、焊缝金属和热影响区的组织明显细化,焊接变形及残余应力小等优点,但其在工业使用阶段仍旧存在不足。针对由于设备功率限制,导致的窄间隙焊接技术的焊接热敷效率及熔深不能满足现代工业生产需求的问题,指出了热丝焊接技术和窄间隙焊接技术相结合可以有效的弥补窄间隙焊接技术中存在的不足,同时分析了热丝窄间隙焊接技术在弧焊和激光焊中的研究现状,并指出该技术在这两种焊接中的优越性,为进一步研究和工业化应用提供了引导。
焊接;热丝;窄间隙;弧焊;激光焊
自1963年BATTELLE研究所开发窄间隙焊接技术以来,窄间隙焊接技术受到高度关注,科研机构对其进行了大量研究。由于和普通坡口相比,窄间隙有无可比拟的优越性,如焊缝金属填充量少,焊缝金属和热影响区的组织明显细化,焊接变形及残余应力小等优点,使其快速从开发阶段进入工业使用阶段。但是由于设备功率限制,使得其焊接热敷效率及熔深已不能满足现代工业的需要。热丝焊接是1956年发展起来的一种高效优质的焊接方法,能够提高热敷效率,降低母材稀释率。将热丝焊接技术与窄间隙技术相结合能够很好弥补窄间隙的缺点。本研究论述了弧焊和激光焊这两种常用的焊接方法在热丝窄间隙焊接中的研究现状。
1 热丝在弧焊中的应用
热丝在弧焊中的应用主要在TIG焊和埋弧焊中,且在弧焊中应用技术已较成熟。热丝TIG焊由于其电极的载流能力有限,导致焊接过程焊接速度较低、熔深浅,尤其在中、厚度焊接时非常受限[1],因此热丝TIG焊在实际应用中普及率较低,而利用热丝TIG焊与窄间隙技术相结合的方法能够很好解决这一难题。目前热丝TIG窄间隙焊接研究主要集中在窄间隙坡口、焊枪设计、专用设备研发等方向。徐江晓等[2]研究表明窄间隙焊接时坡口设计对焊接质量起到至关重要的作用,坡口设计时应充分考虑焊缝底部间隙、坡口侧的融合程度、焊缝收缩量等对焊接质量的影响。尤其在窄间隙TIG焊接时,坡口间的间隙收缩,会限制钨极插入,而现阶段对收缩量还没有成熟的理论,SERIZAWA等[3]通过引入迭代子结构的方法模拟了厚壁管窄间隙多道焊时坡口收缩变形,发现焊接前部分焊道引起的收缩和坡口形式无关,决定变形大小的主要是后部分焊道的坡口,同时还采用三维数值模拟验证了试验结论。
铁素体耐热钢9Cr-1Mo焊接时,通常出现冲击韧性偏低,PAI等[4]研究了印度“原型快增殖反应堆”项目用9Cr-1Mo采用热丝窄间隙氩弧焊焊接性能,通过对比热丝和冷丝窄间隙焊接,发现利用热丝氩弧焊焊接9Cr-1Mo在0℃的冲击性能比冷丝焊接时略低,但在常温以及525℃高温下时,两种方法焊缝的冲击、拉伸以及强度都相近,但利用热丝焊接能够极大提高焊接效率。由于热丝窄间隙焊接时,热输入量大会导致焊缝晶粒粗大,因此可以通过调整焊接速度,增加焊道来降低热输入,既可得到理想的冲击性能,同时热丝焊接效率明显提高。
窄间隙埋弧焊焊接时热输入量低,热影响区和焊缝区的组织明显细化,从而提高了综合力学性能,但在实现无缺陷的大厚度焊接时,难度系数较大。采用热丝窄间隙埋弧焊在大厚度焊接时就表现出了巨大优势,不过它对装配质量,追踪系统及送丝位置都有极高的要求,同时还需保证坡口侧壁均匀焊透,且熔渣在窄坡口内应具有良好的脱渣性。TSUYAMA等[5]采用的热丝埋弧焊焊接方法(如图1所示)研究了埋弧焊热丝和冷丝焊接差异,通过将钨极和热丝伸入焊剂,并利用钨极加热焊丝的方法实现热丝埋弧焊焊接。研究发现热丝焊接是普通焊接效率的两倍,由于热丝焊接焊缝中Mn和Ni含量提高,从而使得焊缝中氧含量低,因此热丝焊接后工件的机械强度比普通埋弧焊高。
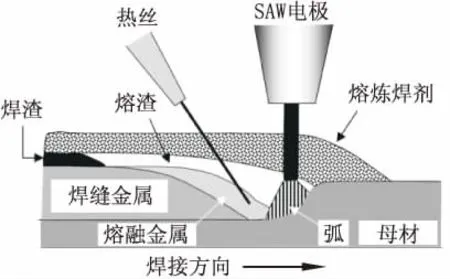
图1 热丝埋弧焊接过程示意图
2 热丝在激光焊中的应用
激光焊具有高的准确性、灵活性,同时低稀释率,无电极污染等优点,更加适合在生产中应用推广。采用电阻加热的方式对焊丝进行预热,减少焊丝熔化对热源的依赖,可以提高热敷效率,这已广泛应用于TIG焊中,但对填充热丝激光焊接研究较少,热丝激光窄间隙焊接目前大多还在实验研究阶段。热丝激光焊接时填充热丝的稳定性是影响焊接质量的重要因素,尤其是在异种钢焊接时。激光窄间隙焊接时,坡口侧壁熔合主要是靠熔融金属表面和坡口侧壁构成的激光反射,因此在窄间隙焊接时底部极易存在未熔合缺陷,但可利用底部圆滑过渡的U形坡口较好地解决这一问题。图2为热丝激光焊焊接示意图。

图2 热丝激光焊接过程示意图
由于焊丝在进入熔池前被电极加热,激光能量主要用于加热基材表面,使得热丝和基材形成冶金结合。同时热丝可以提供超过50%的焊接能量,且热丝填充熔敷率是冷丝填充的4倍[6],但在激光热丝焊接过程中也常会产生一定缺陷,如高稀释率和孔隙率,冶金结合面窄,尤其是飞溅大,因此需要增加反馈控制电压装置来抑制飞溅。WEI等[7]通过建立热丝激光焊热丝能耗数学模型,并通过实验验证发现,当把焊丝加热到600~800℃时,总焊接能耗最低,比冷丝焊接能耗少16%。在窄间隙热丝激光焊时在坡口表面熔深较浅,因此可以在较大深宽比坡口下获得无凝固裂纹的焊缝[8]。
双光束激光焊是控制焊接过程稳定性和减少气孔的有效方式,可实现细化高强钢焊接接头晶粒的目的,从而提高抗冷、热裂纹能力。采用多层焊,可以适当降低对激光焊焊接坡口加工和装配精度,同时能够更好控制焊缝金属成分,改善冶金性能,减少热影响区,增加焊缝深宽比。李俐群等[9]研究了低合金高强钢11CrNi13MnMoV利用窄间隙坡口,实现了双光束激光填丝单道多层焊,在提高焊接效率同时能够使焊接接头强度可达母材97%以上,并且能够减少层间束腰宽度,改善焊缝金属与母材侧壁的熔合。FANG等[10]采用多层多道焊研究了316LN热丝激光焊的焊接性能,金相观察发现焊缝区,熔合区,以及热影响区都完全呈现奥氏体结构,同时熔合区颗粒尺寸比焊缝区小,并且由于凝固速度快,热影响区颗粒没有明显增大,焊缝具有优良的综合性能。
激光焊焊接时激光与焊材相互作用产生物理效应,如带电电荷移动产生电流,电荷堆积,喷发出飞溅等信号。但作为焊接质量实时跟踪主要还是以光信号为主[11]。LIU等[12]利用光学分光仪观察了利用热丝激光焊在中碳钢A36表面堆焊Inconel 625的焊接过程,由于电弧及飞溅是主要影响电子温度差的因素,飞溅越多,电子温度差越大,从而焊接稳定性和质量就越差。因此可通过测量Ni和Cr电子温度评估焊接工艺的优劣。PHAONIAM等[13]通过优化的焊接工艺得到不锈钢304和Inconel 600合金异种钢对接全焊透时较低的基材稀释率,利用高速相机观察发现热丝焊接能够快速形成焊接稳定熔池,以及优良的焊缝表面。同时大量的激光束反射到坡口表面使得热丝焊接具有较小的热影响区。激光焊熔池反射的激光是解释焊缝形成,尤其是坡口边缘的重要现象。通过高速相机观察窄间隙热丝激光焊焊接熔池如图3所示,由图3可明显发现激光反射主要发生在坡口边缘。
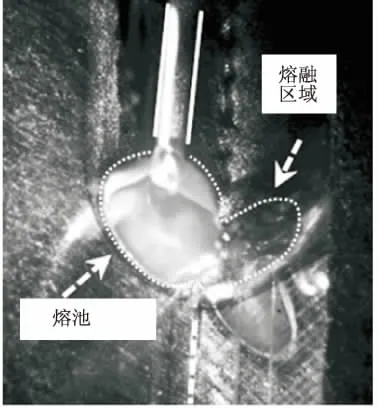
图3 激光反射截图(填丝)
3 结 语
纵观焊接技术进化史,提高生产效率是推动焊接技术发展的主要驱动力,而热丝窄间隙焊接技术能够大幅提高焊接效率,基于热丝焊接原理发展起来的方法,增大了焊接工业应用领域,尤其在高厚度窄间隙焊接中发挥了高效、节能、优质等优点。但是基于窄间隙热丝焊接来说,它还存在较大工业应用难点,尤其激光热丝理论研究还不够成熟。国外已取得少量热丝激光焊窄间隙焊接专利[14],总之可通过尝试新工艺,新装置等为热丝窄间隙焊接提供新技术、新思路,最终推动焊接工业的大发展。
[1]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2003.
[2]许江晓,李世涛.热丝TIG全位置自动焊厚壁管道窄间隙坡口的设计[J].热加工工艺,2009,38(13):167-168.
[3]SERIZAWA H,NAKAMURA S,KANBE K,et al.Numerical analysis of deformation in multi-pass circumferential TIG welding with narrow gap[J].Welding in the World,2013,57(5):615-623.
[4]PAI A,SOGALAD I,ALBERT S K,et al.Comparison of microstructure and properties of modified 9Cr-1Mo welds produced by narrow gap hot wire and cold wire gas tungsten are welding processes[J].Procedia Materials Science,2014,5:1482-1491.
[5]TSUYAMA T,NAKAI K,TSUJI T.Development of submerged arc welding method using hot wire[J].Welding in the World,2014:1-6.
[6]NURMINEN J,RIIHIMAKI J,NAKKI J,et al.Comparison of laser cladding with powder and hot and cold wire techniques[C].Proceedings of international congress on application of lasers&electro-optics.ICALEO,2006:634-637.
[7]WEI H Y,ZHANG Y,TAN L P,et al.Energy efficiency evaluation of hot-wire laser welding based on process characteristic and power consumption[J].Journal of Cleaner Production,2015(87):255-262.
[8]PHAONIAM R,SHINOZAKI K,YAMAMOTO M,et al.Solidification cracking susceptibility of modified 9Cr1Mo steel weld metal during hot-wire laser welding with a narrow gap groove[J].Welding in the World,2014:469-476.
[9]李俐群,陶汪,朱先亮.厚板高强钢激光填丝多层焊工艺[J].中国激光,2009,36(5):1251-1255.
[10]FANG C,SONG Y T,WU W Y,et al.The laser welding with hot wire of 316LN thick plate applied on ITER correction coil case[J].Journal of Fusion Energy,2014,33(6):752-758.
[11]FABRICE B,ADOLFO C,JOCE M L H,et al.Opitical techniques for real-time penetration monitoring for laser welding[J].Applied Optics,2005(44):3869-3876.
[12]LIU S,LIU W,Harooni M,et al.Real-time monitoring of laser hot-wire cladding of Inconel 625[J].Optics&Laser Technology,2014(62):124-134.
[13]PHAONIAM R,SHINOZAKI K,YAMAMOTO M,et al.Development of a highly efficient hot-wire laser hybrid process for narrow-gap welding—welding phenomena and their adequate conditions[J].Welding in the World,2013,57(5):607-613.
[14]BARRETT M,ROYALTON N.Method and system for narrow grace welding using laser and hot-wire system:US,US20140034622A1[P].2014.
Research Status of the Hot Wire in Narrow Gap Welding
LI Hailong,WANG Zhihui,ZOU Jie,Li Yanjia,HOU Jingwei
(Shanghai Lanbin Petrochemical Equipment Co.,Ltd.Shanghai 201518,China)
Narrow gap welding technology possesses some advantages,such as low weld metal filling amount,the organization of weld metal and heat affected zone obviously refined,small welding deformation and residual stress and so on,but some insufficient still exist in industrial usage stage.For the equipment power limitation,which leads to the narrow gap welding heat efficiency and penetration can’t meet the demand of modern industrial production,it pointed out the combination of hot wire welding technology and narrow gap welding technology can effectively make up for the insufficient of narrow gap welding technology,analyzed the research status of hot wire narrow gap welding technology in arc welding and laser welding,and pointed out the advantages of this technology in these two kinds of welding,which provides a guide for further research and industrial application.
welding;hot wire;narrow gap;arc welding;laser welding
TG44
B
10.19291/j.cnki.1001-3938.2016.07.007
李海龙(1987—),男,硕士研究生,主要从事压力容器焊接及热处理研究工作。
2016-01-26
汪翰云
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
中国金属通报(2022年1期)2022-06-02
电焊机(2022年5期)2022-06-01
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
金属加工(热加工)(2020年9期)2020-11-04
中国新技术新产品(2020年6期)2020-06-19
建材发展导向(2019年11期)2019-08-24
金属加工(热加工)(2018年2期)2018-03-22
应用科技(2015年5期)2015-12-09
汽车零部件(2014年5期)2014-11-11