Q420B钢板对接焊工艺探讨
2017-02-16 20:34施志强
科技与创新 2017年1期
关键词:焊接工艺
施志强

摘 要:目前,Q420B高强钢已经广泛应用于输电线路铁塔中,而Q420B高强钢的焊接工艺还不成熟、不规范。以Q420B钢板对接焊为例,通过阐述Q42B钢板对接焊的过程,为Q420B鋼板的对接焊和Q420B高强钢的焊接工艺提供了参考依据。
关键词:Q420B钢板;对接焊;焊接工艺;焊接性
中图分类号:TU758.16 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.01.123
近年来,由于我国南方地区的自然灾害不断,对输电线路铁塔造成了严重的损坏,而且我国电力事业正朝着能源节约型方向迅猛发展。因此,Q420B高强度钢开始被应用于输电线路铁塔中。Q420B高强度钢是一种刚被引入输电线路铁塔行业中的新型钢种,目前其焊接工艺还很不成熟。在输电线路铁塔加工中,焊接是一道非常重要的工序,而焊接件则往往是铁塔中受力比较大的关键联接构件。这些焊接件往往会因焊接质量问题,使其机械性能下降,出现裂纹,甚至开裂,进而会给电网带来很大的损害。为此,本文就Q420B钢板对接焊进行了探讨。
1 Q420B钢板的焊接性分析
由于在铁塔中,420B钢板焊接要求很高的强度、硬度、耐磨性和机械性能,所以我们首先对其焊接性能进行分析。Q420B的化学成分如表1所示。
表1 Q420B的化学成分
牌号 化学成分(质量分数)/(%)
C Mn Si S P
Q420B 0.17 1.44 0.27 0.006 0.011
从表1可以看出,Q420B钢板作为母材,其含碳量较高,且含有大量合金元素,我们根据国际焊接协会(IIW)推荐的碳当量(CET)计算公式来计算这一钢板的焊接性能:
CET=C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40(%).
(1)
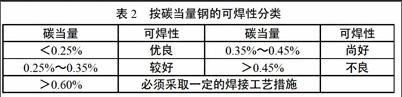
计算可得Q420B的CET=0.314%.而根据表2,我们可以看出Q420B的焊接性能不良。
表2 按碳当量钢的可焊性分类
碳当量 可焊性 碳当量 可焊性
<0.25% 优良 0.35%~0.45% 尚好
0.25%~0.35% 较好 >0.45% 不良
>0.60% 必须采取一定的焊接工艺措施
综合上述数据和零件本身的刚性(厚度16 mm),我们可以得出:Q420B板淬硬倾向较为严重(C、Cr均是淬硬性元素),焊接性不良,且其焊接性的主要内容就是防止裂纹和内部缺陷的产生。要取得满意的拼接效果,我们既要合理选择焊接材料,又要制订相应的焊接工艺措施。
2 焊接材料的选择
2.1 过渡层材料的选择
因母材有较强的淬硬倾向,焊接过渡层是必不可少的,它是拼接成功与否的关键一环。选择过渡层材料的原则是:焊材的含碳量要低,塑性要好。因此我们选用了抗裂性较好的低氢型焊条纯铁焊条J350,成功地解决了过渡层产生裂纹的难题。
2.2 工作层材料的选择
由于这类焊接板表面要承受着较大的载荷,因此要求其表面具有较高的强度、硬度和耐磨性。但此对接缝只是连接焊缝,并非工作焊缝。基于这个前提,我们选择了ER55-G气保焊丝,取得了满意效果。
3 焊接工艺
3.1 焊前准备
3.1.1 坡口的制备
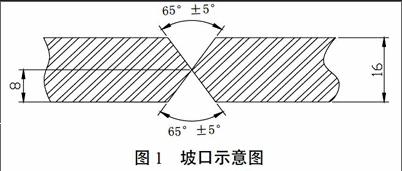
由于Q420B的淬硬倾向极为严重,为了防止坡口制备过程中淬硬层和微细裂纹的出现,我们采用机加工方式制备坡口,如图1所示。
图1 坡口示意图
3.1.2 坡口区域的清理
对坡口区域进行全面、彻底的清理,保证焊缝坡口处平整、无毛刺、无裂纹、无气割熔瘤、夹层等缺陷,清除影响焊缝质量的附着物存在,例如油、锈、氧化皮等。
3.1.3 装配对接
装配对接要求两板之间不留间隙,且坡口板厚方向无错边,装配点焊要求预热50~80 ℃后实施,且定位焊焊缝不宜超过设计焊缝的2/3(但要有一定的厚度),定位焊长度宜为30~50 mm,间隔不宜超过600 mm,以保证接头有一定的刚性,在翻身施焊过程中不至于开裂。
3.1.4 防变形措施
为保证钢板拼接完成后角变形不会超差,且机械矫正角变形不易引起焊缝开裂,我们除采用交错翻身施焊的方法外,特别采用了刚性固定法,沿焊缝方向每隔400 mm点焊一工艺“码子”,如图2所示。
3.1.5 焊条在焊前除氢
氢对焊接质量是非常有害的,它使焊接冷裂纹具有延迟性。而焊接时,氢主要来源之一是焊接材料—焊条。因此,在焊前要对焊条进行烘干去氢处理,即在350 ℃下烘干1 h。
3.2 焊前预热
预热是指在焊接开始前对焊件的全部(或局部)进行加热的工艺措施。预热的目的是减少焊接区和结构整体的温差,温差越小,越能使焊缝区和结构整体尽可能地均匀冷却,从而减小内应力,对于易裂的母材和刚性大的焊件,常采用此法。
根据SMS DEMAG公司沿用的SN200标准,焊前预热温度视母材材料分析而定,与母材碳当量相关,其预热温度(TP)的推荐计算公式如下:
由此可计算出Q420B的最佳预热温度在85 ℃左右,因此我们采用远红外线履带片加热器辅以氧-丙烷加热坡口区域至80 ℃后开始施焊。
4 施焊
在焊接过程中,由于对焊缝加热时间过长,连续焊往往造成较大的变形,所以我们采用分段退焊法,使局部焊缝造成的变形适当减小或相互抵消,从而达到减小总体变形的目的。
另外,焊缝区金属由于在冷却收缩时受阻会产生拉伸应力,在层道焊后冷却的过程中,可用渣锤或风铲敲击焊缝金属(为防止产生裂纹,敲击应在焊缝塑性较好的热态下进行),促使焊缝金属产生塑性变形,以抵消焊缝的一部分收缩,从而起到阶段性减小焊接应力的作用。焊接过程及焊接规范如表3所示。
5 层间温度的控制
保证一定的层间温度,可以使熔池中的气体充分析出,杂质元素偏析分散,不会呈集中连续状,同时后焊焊道对前一焊道及其热影响区进行再加热,使再加热区的组织和性能发生变化,形成细小晶粒,塑性韧性得到改善。因此,我们通过采用连续施焊和相关保温措施,使层间温度一直保持在250 ℃左右。
6 后热保温(时效)
加热至80~200 ℃,保温5~20 h或更长时间,然后空冷,称为时效处理。施焊完毕后,对对接缝采用这种处理方式,达到了稳定组织尺寸、消除残余应力、消除氢脆倾向的良好效果。
7 结束语
通过以上一系列工艺措施的严格执行,Q420B钢板对接缝无裂纹出现,且对接缝错边小于2 mm。Q420B钢板的成功对接焊为高强度钢材的施焊提供了比较规范、成熟的焊接工艺。
〔编辑:王霞〕
猜你喜欢
建材发展导向(2016年6期)2017-01-17
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年23期)2016-11-04
科技视界(2016年1期)2016-03-30
中国高新技术企业(2015年23期)2015-06-24
中国高新技术企业(2015年22期)2015-06-15
中国高新技术企业(2015年10期)2015-03-19